NordsonDAGE-SMTAI-2014.pdf - 第3页
carefully scanned the device i n question using Lar ge Board CT in order to produce a detailed map of the i nterfacial voiding percentage at t he PCB interface. Once d one, we started polishing do wn the device in ord er…
interface. It is suggested in the literature that the interfacial
voiding could be crucial for the joint strength/quality and
does not correlate well to the total voiding as calculated by
IPC-610 (Figure I-2).
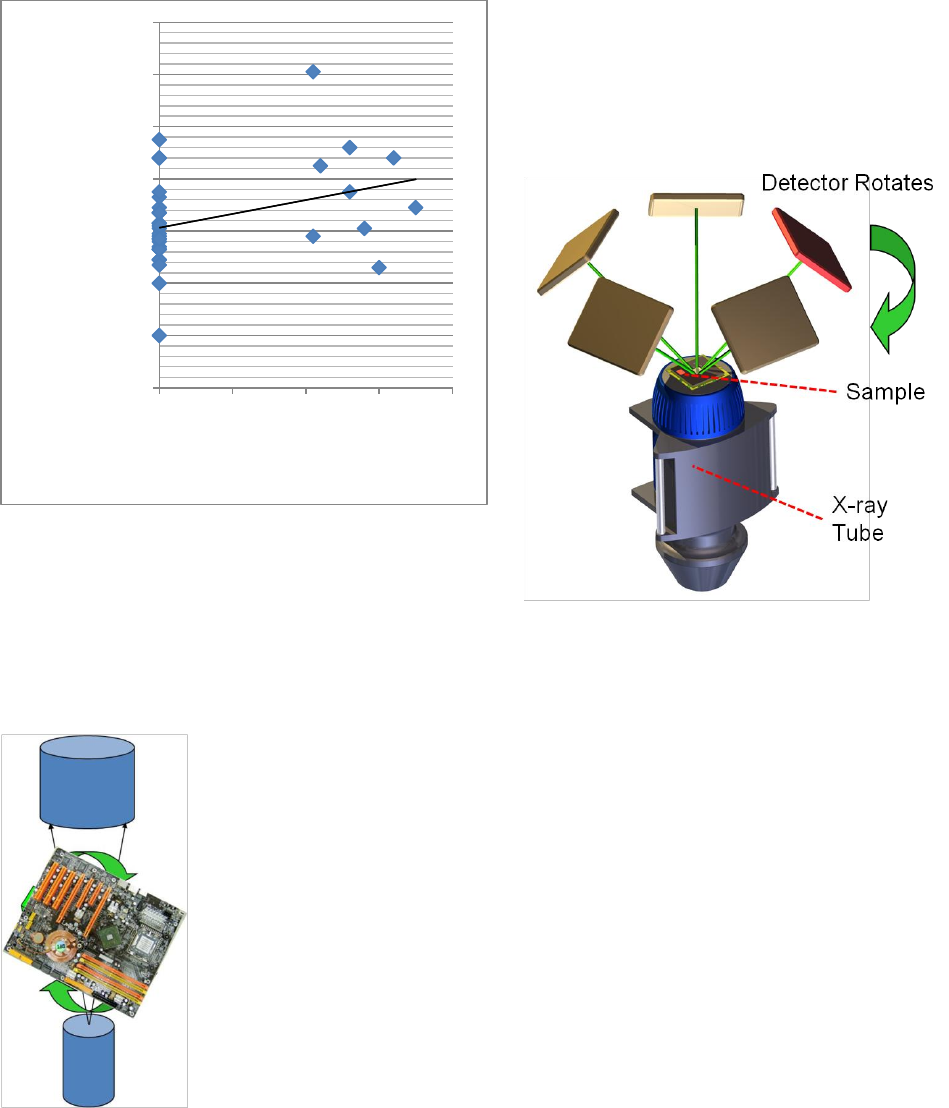
Figure I-2. Total Voiding vs. Interfacial Voiding of BGA
device as per study [1]. Very week correlation between
Interfacial voiding and Total Voiding (IPC-610) is evident-
(R
2
=0.12)
The only way to study interfacial voiding in a non-
destructive fashion is by employing Large Board CT. This
novel technique is described in detail in References [1] and
[2]. Basic principle is shown in Figure I-3 and I-4.
Figure I-3. µCT limitations for larger samples
It is obvious from Figure I-3 that the standard µCT
technique employed for the Electronics industry is not
suitable for large samples like PCB assemblies. As the
sample needs to be rotated between the X-ray source and the
detector, the large size of the PCB places the BGA device of
interest very far away from the X-ray source that results in
very low Magnification/Resolution. This is pure Physics
consideration that is valid for all X-ray CT systems.
In order to overcome this problem, the Large Board CT
technique (also called PCT) keeps the PCB flat and close to
the X-ray source while turning the detector at an angle.
This permits very good resolution images to be collected
without cutting down the valuable PCB. See Figure I-4.
Figure I-4. Basic principle of Large Board CT also called
limited angle CT or PCT.
In this study we are presenting a technique that combines
the strengths of the Large Board CT with the mechanical
testing capabilities of a standard Bondtester machine.
Current Bondtesters are extremely capable machines that
can perform a very large variety of material testing
applications like a 3 and 4 point bend test. We measure
bond strength using mechanical shear testing and try to
correlate the results to interfacial voiding as observed by
Large Board CT.
EXPERIMENTS
Using Large Board CT we examined a large a number of
PCBs looking for a BGA device suitable for our tests. This
was accomplished completely non-destructively as the
technique permits the use of a very large PCB sample. We
needed to find a device that possessed significant levels of
interfacial voiding. Finally, we were able to identify a BGA
device that had a significant number of pins that exhibited
6% to 10% interfacial voiding as well as many pins that did
not have voiding or had very low levels of interfacial
voiding - up to 1% on average. Total number of joints is
374, average ball diameter 0.65 mm and pitch 1 mm. We
y = 0.5314x + 6.1227
R² = 0.119
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
0.0 1.0 2.0 3.0 4.0
Total Voiding as per 2D X-ray data
(IPC-610)
Interfacial Voiding % as per Large Board CT
data
carefully scanned the device in question using Large Board
CT in order to produce a detailed map of the interfacial
voiding percentage at the PCB interface. Once done, we
started polishing down the device in order to reveal the
solder joints and prepare for the shear testing. This process
needs to be carried out very slowly and carefully in order
not to disturb the joint’s integrity. Before proceeding with
the shear testing, we grouped the pins in two groups: Group
1 - pins that exhibited 6% to 10% interfacial voiding and
Group 2 - pins with up to 1% on average interfacial voiding.
In order to do this we used electronic cross section data as
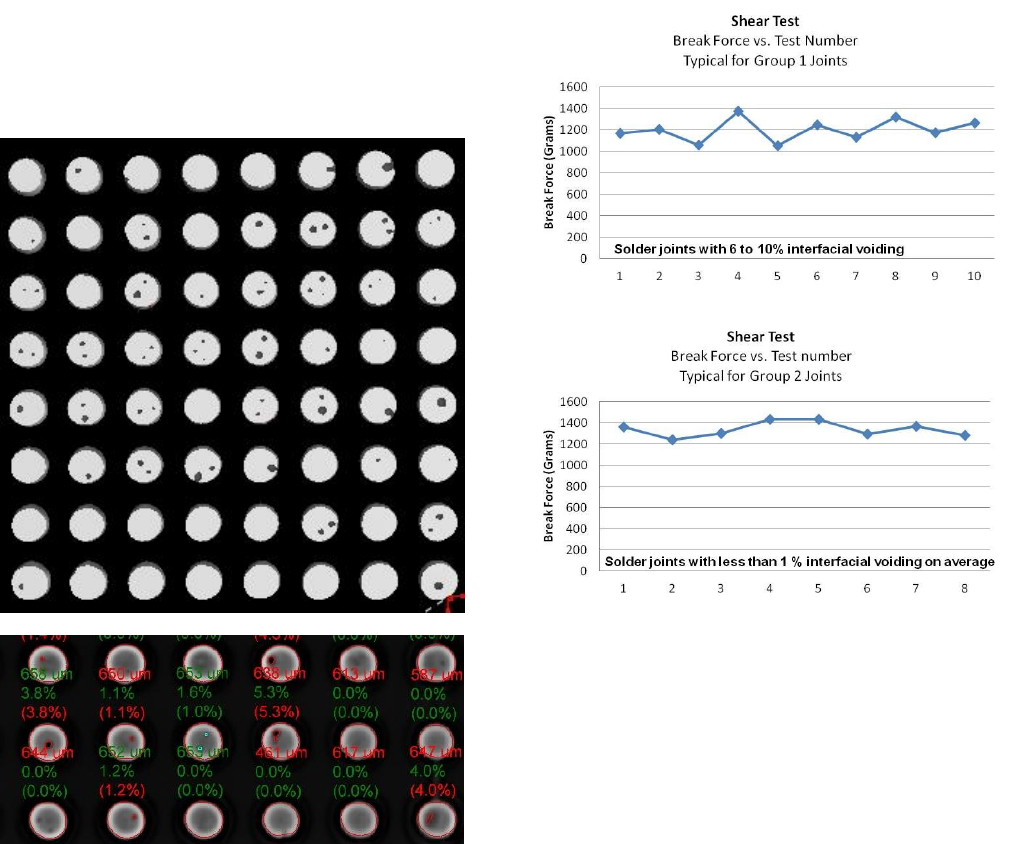
obtained by Large Board CT. Figure 1 shows a typical
electronic cross section or e-section of the interfacial area of
a BGA device. On Figure 1a the voids appear as the black
oval areas within the joint represented in white. On Figure
1b we show a typical voiding calculation carried on an e-
section at the interfacial area of the BGA device.
(a)
(b)
Figure 1. Electronic cross sections (e-sections) of interfacial
area of a BGA device. Black oval areas represent the
voiding (a), (b) BGA voiding calculation on an e-section at
the PCB interfacial area. These sections are obtained in a
completely non destructive way.
The shearing of the bonds was performed using a standard
Dage 4000 Plus bondtester. Contemporary bondtesters are
very versatile and accurate machines that perform a very
wide variety of mechanical tests both in a destructive and
non-destructive way. These include shear, pull, peel, and
also a large set of material tests like 3 and 4 point bend tests.
For certain testing conditions these machines can be
automated in order to achieve speed, productivity or better
accuracy.
Typical shear test results are shown on Figure 2. It is
obvious the joints in Group 2 (less than 1% interfacial
voiding on average) show more consistent and higher results
for break force compared to the joints in Group 1 (6% to
10% interfacial voiding).
(a)
(b)
Figure 2. Typical shear results for Groups 1 and 2 solder
joints. Group 2 joints (less than 1% voiding) show better
joint strength.
We observed two types of failure mechanisms due to the
shear testing – ductile and pad cratering, with the ductile
failure being significantly more proliferated. A ductile
failure is shown on Figure 3 and corresponds to a failure
that occurs in the solder bulk.
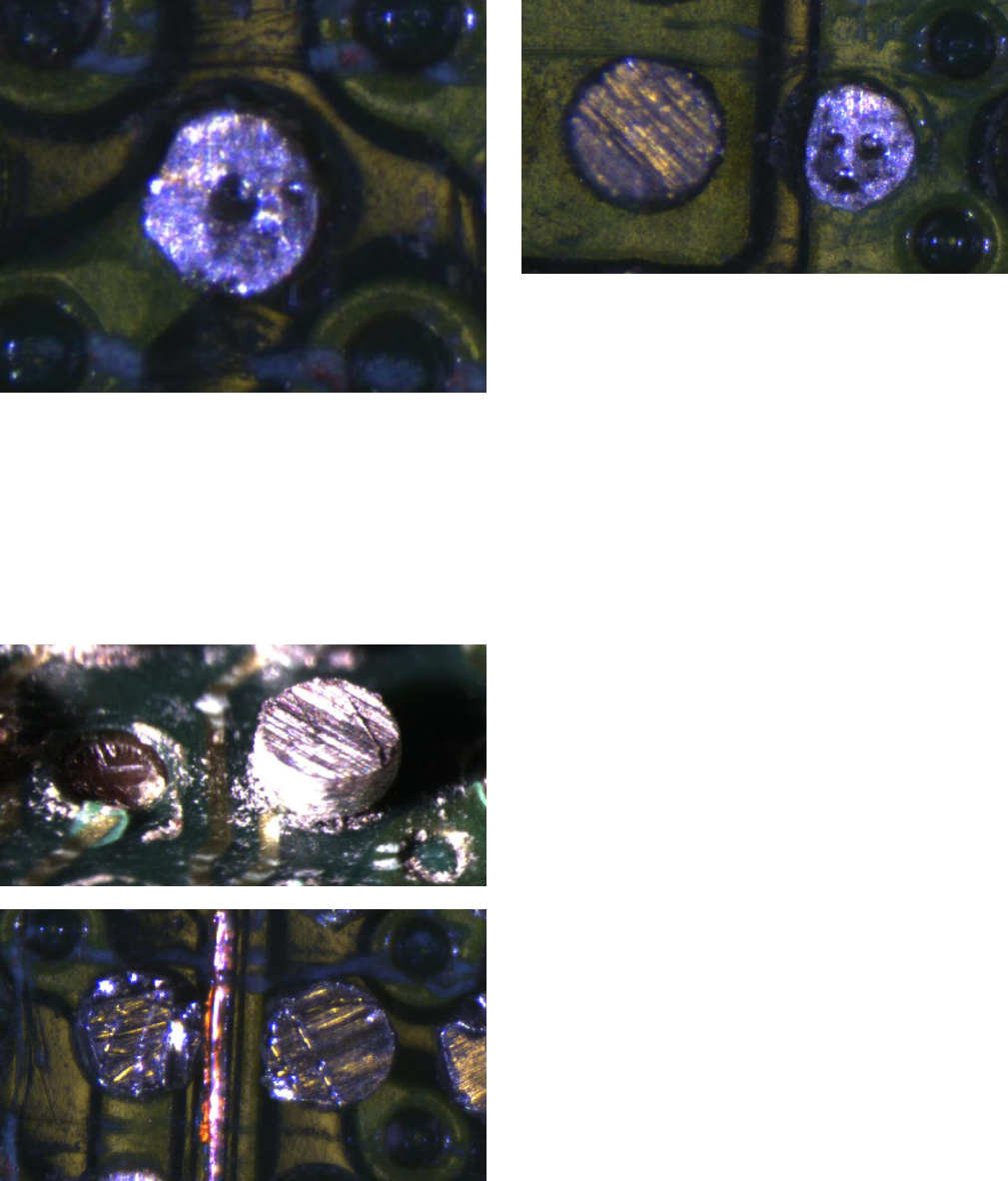
Figure 3. Example of a ductile or solder failure due to shear
test. The dark area in the middle is an interfacial void.
The other type of failure observed during the shear testing
was a pad crater. This type of failure is shown on Figure 4
and – the break occurs in the PCB material and it looks like
a crater.
(a)
(b)
Figure 4 – Pad crater failure due to shear test. The break
occurs in the PCB material; (a) side view, (b) top view
A comparison between pad crater and a ductile failure is
shown on figure 5.
Figure 5 – Comparison between pad crater (left) and ductile
failure (right). Interfacial voiding seen in the solder
After completing the shear testing, we averaged the results
and found the average value for break force for Group 1
joints (interfacial voiding 6% to 10%) to be 1192 grams. For
this study we considered only data points that represented
solder failure. The corresponding result for Group 2 joints
(less than 1 % voiding on average) was 1317 grams. This
indicates that he joints of Group 2 showed 9% to 10%
higher values for break force on average. This result is in a
good agreement with the hypothesis that interfacial voiding
affects negatively the bond strength. The device we used
for testing exhibited moderate levels of interfacial voiding
and we were still able to observe a negative impact on
solder strength. It was also very interesting to observe that
the weakest link for this device were pad crater failures that
occur around 800 grams shear force.
CONCLUSIONS
In this paper, we describe a testing procedure that combines
non destructive X-ray examination combined with
destructive shear testing in order to study the impact of
interfacial voiding on joint strength of BGA devices. We
used a X-ray Large board CT technique that permits a
virtual e-section to be taken at the BGA to PCB interface
and revealed the interfacial voiding. Previous study [1] has
indicated that the correlation between interfacial voiding
and total voiding as per IPC-610 can be very weak for
certain devices. Thus, being able to quantify the exact
amount of interfacial voiding is crucially important and can
be carried out only by employing Large Board CT. The
shear experiments were executed using a multi-purpose
Bondtester system that is capable of doing a large variety of
Bondtest experiments as well as many material tests like 3-4
bend test.
We found that interfacial voiding negatively impacts joint
strength up to 10% for a very moderate amount of
interfacial voiding (6% to 10%). We expect higher levels of
voiding to produce much stronger negative effect.
As a future work project we plan to expand our testing to
include a larger number and different types of BGA devices
in order to gain statistical significance and a better accuracy.
We hope to be able to study the effect of higher level of