YG12F_Ope_C.pdf - 第108页
3-10 3 3.2 全部 此画面显示当前生产的基板数量、生产状况等即时信息。生产过程中,始终打开此画面,便于生产。如切换了生 产基板,所有的信息即被清零。 监控屏:全部 26310-M7-00 · 生产开始 显示切换为当前正在生产的基板程序的时间。 · 目 前 显示贴片机内部系统钟的实时时间。此画面一旦更新,显示的时间也会刷新。 · 生产数量 显示切换为当前生产中的基板程序后,已经完成生产的基板数量。中途被复位的基板程序只要…
3-9
3
5. 作业指示信息显示区域
· 选择作业位置
出现错误、作业指示及警告时,从下拉框中选择未清除错误的位置。下拉框中只显示需要进行作业的位置。
参考
通过点击配置图上出现错误的区域,也可以选择作业位置。但对未出现错误、作业指示及警告的区域,即使点击也无法选择作业
位置。
· 作业指示
对「选择作业位置」中所选作业位置的未清除的错误、作业指示及警告,以信息形式显示接下来必须执行的作业。
出现多个错误时,按作业项目的优先程度依次显示。
按左右箭头按钮,可切换至其它作业指示信息。
[ 显示错误 ] 按钮
按此按钮,显示「作业指示」中所出现的错误、作业指示及警告的详细内容,和提示解决方法的错误信息对话框。
[ 清除错误 ] 按钮
「作业指示」中出现的错误、作业指示及警告等的恢复作业完成后,按此按钮。
按此按钮后,会视为所对应作业指示信息的内容已恢复,可以重新开始自动运行。
但仍有未恢复的作业 ( 除警告外 ) 时,无法重新开始自动运行。
6. 使用元件详细显示区域
显示目前生产程序中所用元件的基本信息。出现错误的数据由不同颜色显示。
参考
贴片机出现整体错误时,整个区域的背景以蓝色显示。
3-10
3
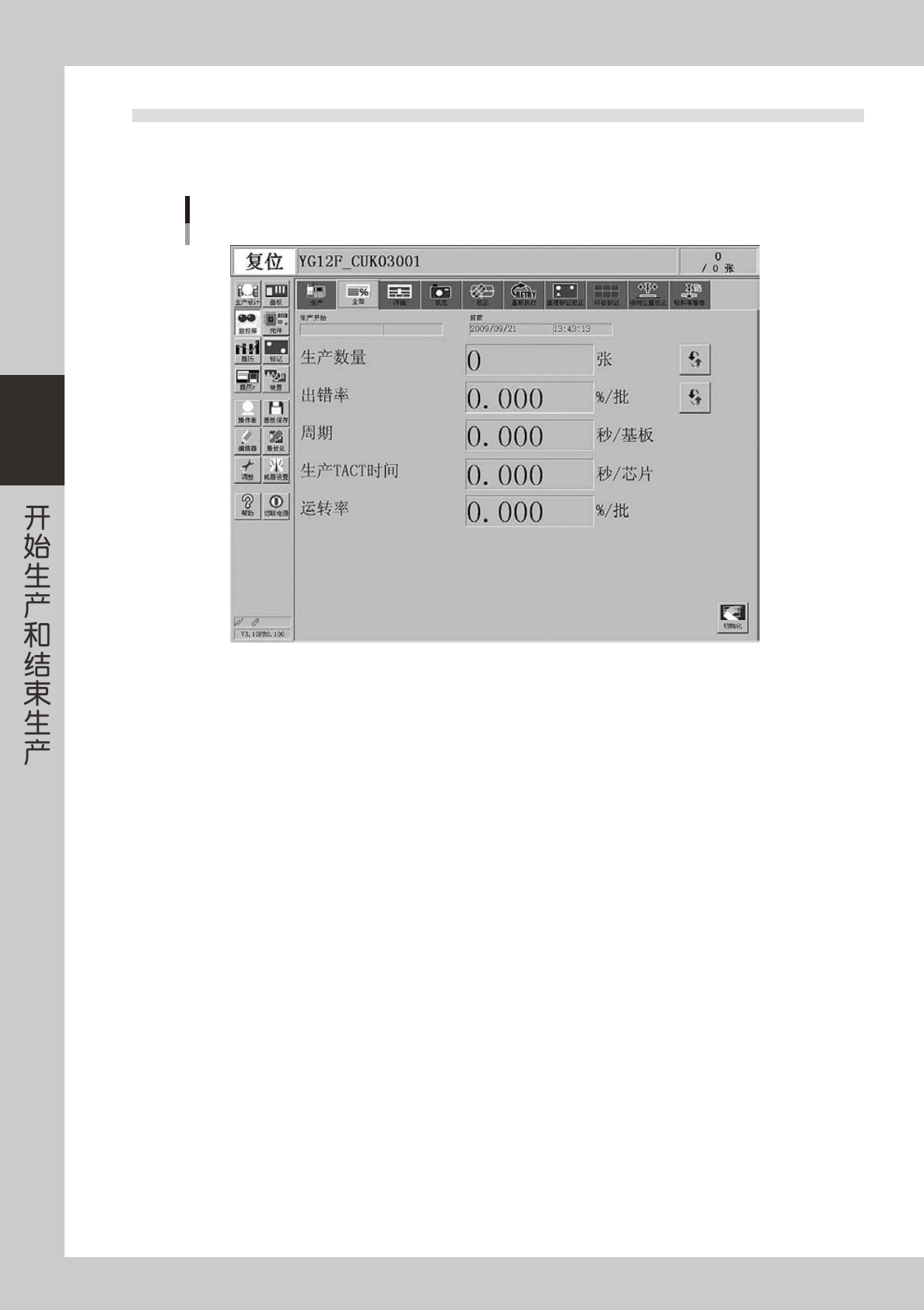
3.2 全部
此画面显示当前生产的基板数量、生产状况等即时信息。生产过程中,始终打开此画面,便于生产。如切换了生
产基板,所有的信息即被清零。
监控屏:全部
26310-M7-00
· 生产开始
显示切换为当前正在生产的基板程序的时间。
· 目 前
显示贴片机内部系统钟的实时时间。此画面一旦更新,显示的时间也会刷新。
· 生产数量
显示切换为当前生产中的基板程序后,已经完成生产的基板数量。中途被复位的基板程序只要没有中途贴装就不被计数。
· 出错率
切换为当前生产中的基板程序后至今,因吸附错误、识别错误而丢弃的元件总数与已消耗的所有元件的比率。1 种基板的
生产完成后,数据即刷新。
丢弃元件总数 ÷ 元件消耗总数 ×100 =出错率 (%)
· 周 期
平均贴装 1 张基板所需的时间 ( 秒 / 基板 )。完成贴装后数据即刷新。生产周期包括对基准标记、坏板标记等基板标记进行
识别的时间、元件吸附时间、元件识别时间、贴装时间、重新执行动作的时间、元件丢弃时间、吸嘴交换时间等。不包括
传送基板时间、停机时间 ( 因出错停机和按「STOP」按钮后停机的时间等 )。
· 生产 TACT 时间
指贴装 1 块元件所需的时间 ( 秒 )。从吸附到贴装的整个过程所需要的时间除以该过程中所贴装的元件数。
3-11
3
· 运转率
指 1 台贴片机的运转率。此运转率不受上侧和下侧机器的状态影响。根据下列公式算出。一般贴片机的运转率大致在
40 〜 70% 左右。
( 所有贴装台的累计贴装时间+所有贴装台的累计传送时间 )÷[ 所有贴装台的 ( 生产结束时间-生产准备结束时间 ) -所有
贴装台的累计待机时间 ]×100 =运转率 (%)
·累计贴装时间 ∶贴装头动作时间的合计
·累计传送时间 ∶传送 ( 传入 / 传出 ) 基板时间的合计
·累计待机时间 ∶等待上位机和下位机的时间的合计
·生产结束时间 ∶切换为生产下 1 种基板的时间
·生产准备结束时间 ∶按下「START」按钮后贴片机开始运行的时间
· [ 初始化 ] 按钮
使生产数据的管理信息清零。即指画面上显示的各项数据及目前的生产张数、目前下料张数、预定生产张数和预定下料张数。
初始化后,「生产设计」画面中的「生产数量」的数值也被清零。