YG12F_Ope_C.pdf - 第97页
2-39 2 ■托盘交换器的动作确认 1 打开「自动托盘」画面。 点击 [ 装置 ] 按钮,选择「自动托盘」选项卡,打开托盘交换器画面。 2 抽出料架进行确认。 按 [ 抽退料架 ] 按钮,抽出料架,确认是否可以正确抽出。 托盘交换器画面 料架的选择 [抽退料架]按钮 输入料架号码 26229-M7-00
2-38
2
3
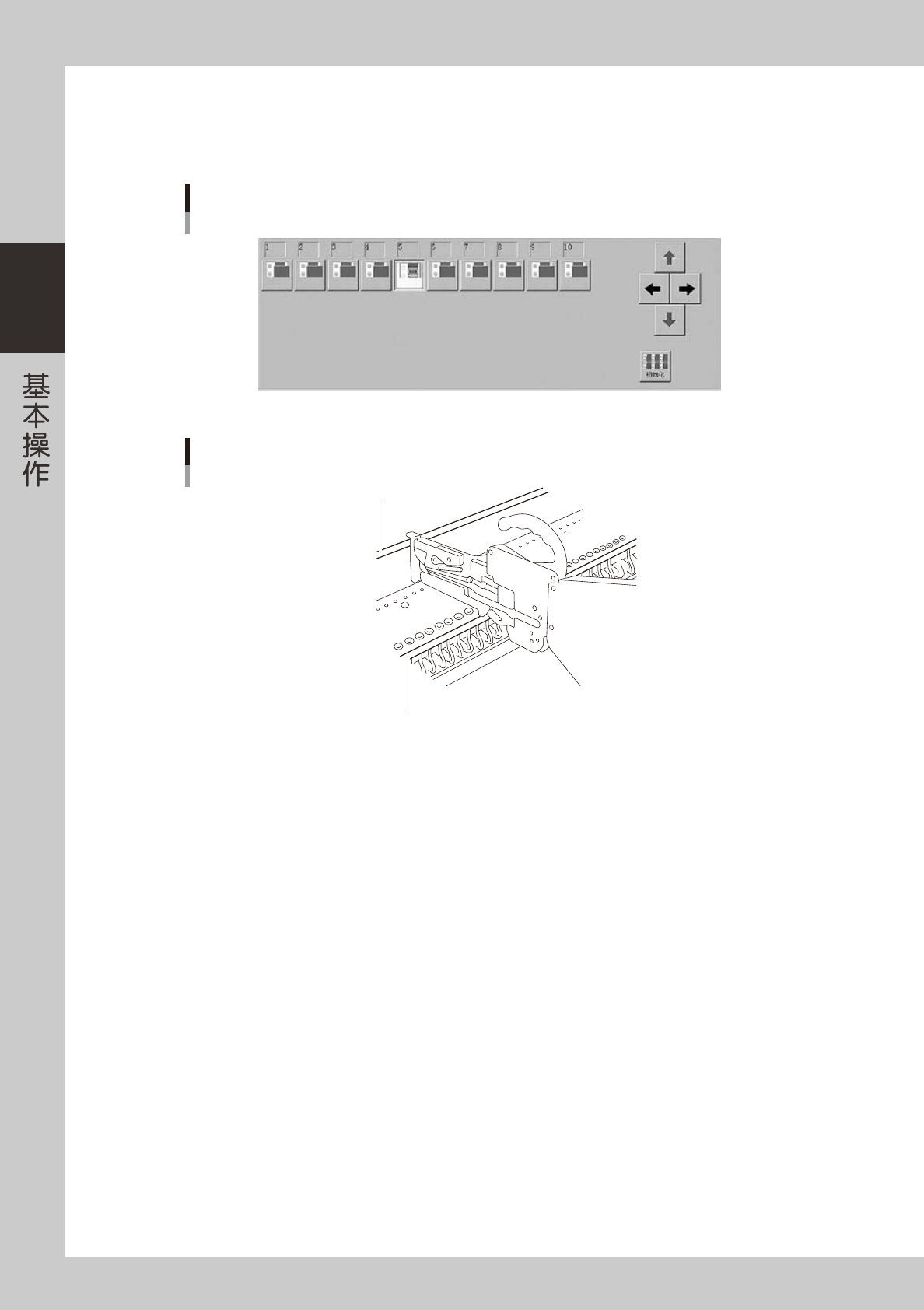
点击要驱动的送料器图标。
从画面下方的送料器图标中,点击与要驱动的带式送料器所在送料器架号码相应的图标。点击,使供气在
开 / 关之间切换。点击数次驱动送料器,确认运行动作是否正常。
送料器画面
选择送料器
26231-M7-00
26
27
28
29
35
32
33
32
34
40
36
37
38
39
41
42
43
44
23
24
25
26
27
28
29
30
31
42
43
45
46
47
48
49
送料器架号码
送料器架号码
送料器架号码
25220-M7-00
2-39
2
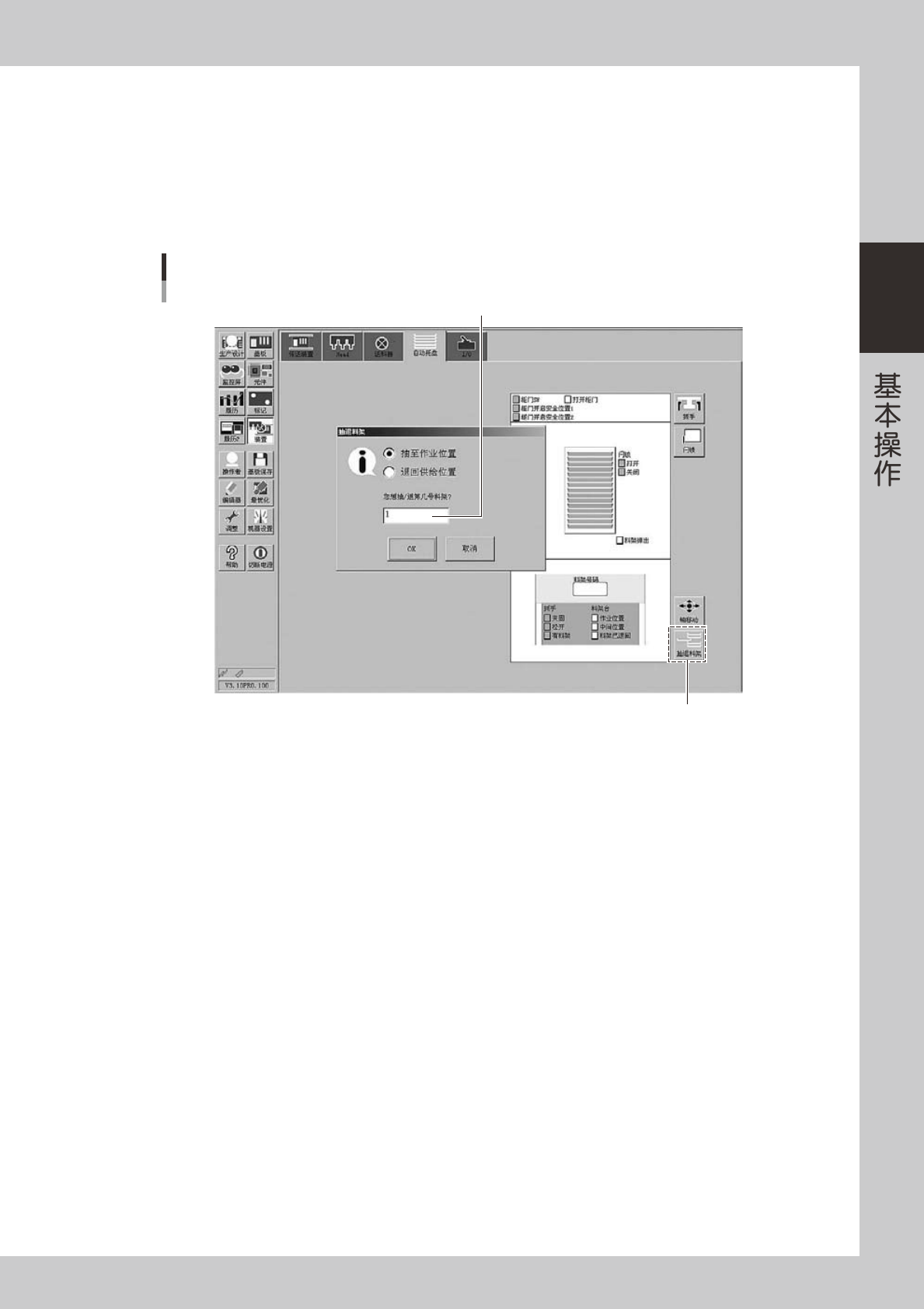
■托盘交换器的动作确认
1
打开「自动托盘」画面。
点击 [ 装置 ] 按钮,选择「自动托盘」选项卡,打开托盘交换器画面。
2
抽出料架进行确认。
按 [ 抽退料架 ] 按钮,抽出料架,确认是否可以正确抽出。
托盘交换器画面
料架的选择
[抽退料架]按钮
输入料架号码
26229-M7-00
