00196503-02_UM_X-Serie_SR70X_DE.pdf - 第288页
Aufstellen und Inbetriebnahme Betriebsanleitung SIPLACE X-Serie Leergurtleitkanal an die BE-Höhe anpassen Ab Softwareversion SR.70x.xx Ausgabe 01/2011 288 4.6.1 S icherheitshinweise W ARNUNG 4 → Schalten Sie zur Demont a…
Betriebsanleitung SIPLACE X-Serie Aufstellen und Inbetriebnahme
Ab Softwareversion SR.70x.xx Ausgabe 01/2011 Leergurtleitkanal an die BE-Höhe anpassen
287
→ Justieren Sie die Verlängerung (Pos. 2 in Abb. 4.5 - 1, Seite 286) so, dass der Abstand zwis-
chen der Unterkante und dem Boden maximal 320 mm + 20 mm beträgt (siehe Abb. 4.5 - 1
,
Seite 286
).
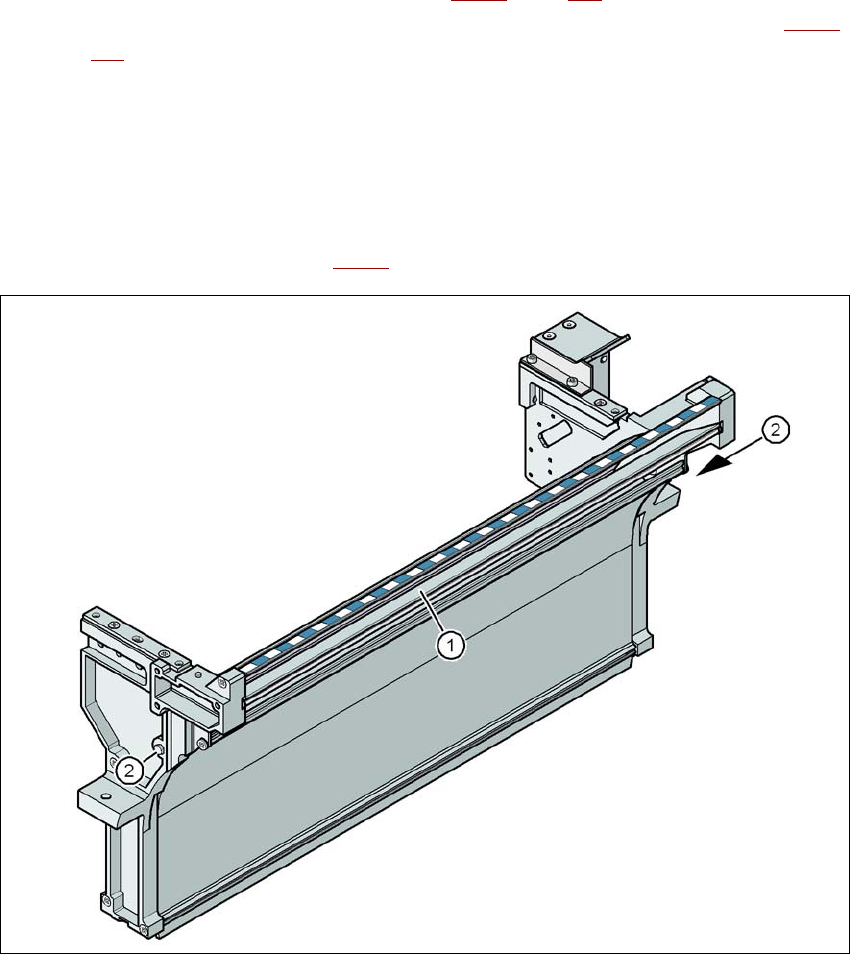
4.6 Leergurtleitkanal an die BE-Höhe anpassen
Werden Zuführmodule eingesetzt, die Gurte mit einer Taschenhöhe > 12 mm verarbeiten, so
muss das Trennblech (Pos. 1 in Abb. 4.6 - 1
) entfernt werden.
4
Abb. 4.6 - 1 Leergurtleitkanal SIPLACE X-Serie
(1) Trennblech für Gurte > 12 mm demontierbar
(2) Schraube DIN 93384 - M4x20, 2 Stück
Aufstellen und Inbetriebnahme Betriebsanleitung SIPLACE X-Serie
Leergurtleitkanal an die BE-Höhe anpassen Ab Softwareversion SR.70x.xx Ausgabe 01/2011
288
4.6.1 Sicherheitshinweise
WARNUNG 4
→ Schalten Sie zur Demontage des Trennblechs den Automaten am Hauptschalter aus.
→ Trennen Sie den Automaten von der Netz- und Druckluftversorgung.
→ Sichern Sie den Automaten gegen Wiedereinschalten, wie dies in Abschnitt 2.10
, Seite 94 be-
schrieben ist.
→ Warten Sie so lange, bis der Betriebsdruck des Schneidgeräts auf 0 MPa abgesunken ist.
→ Greifen Sie nicht in das Innere des Leergurtleitkanals.
4.6.2 Trennblech entfernen
→ Lösen Sie die beiden Sechskantschrauben (Pos. 2 in Abb. 4.6 - 1, Seite 287).
→ Ziehen Sie das Trennblech heraus (Pos. 1 in Abb. 4.6 - 1
, Seite 287).

Betriebsanleitung SIPLACE X-Serie Aufstellen und Inbetriebnahme
Ab Softwareversion SR.70x.xx Ausgabe 01/2011 Den Automaten in Betrieb nehmen
289
4.7 Den Automaten in Betrieb nehmen
4.7.1 Den Automaten beim Kunden in Betrieb nehmen
→ Prüfen Sie alle Baugruppen auf richtigen Sitz.
→ Wischen Sie vor dem Entfernen der Transportsicherung der X/Y-Achse die Linearführungs-
schienen mit einem fusselfreien Tuch ab. Verwenden Sie dazu keine Lösungsmittel (siehe
Abschnitt 4.3.20
, Seite 282).
→ Schalten Sie die Maschine ein und führen Sie einen Referenzlauf durch.
→ Kopieren Sie das Bestückprogramm auf den Rechner und testen Sie es.
→ Überprüfen Sie den Maschinen-Nullpunkt nach einer Warmlaufzeit von 3 - 4 h.
→ Rüsten Sie mit dem Bedienpersonal des Kunden die Zuführmodule anhand des Bestückpro-
gramms des Kunden.
→ Führen Sie in die Handhabung der Zuführmodule anhand des JobGuide ein.
→ Prüfen Sie alle kundenspezifisch eingebauten Optionen (insbesondere Software) auf Funk-
tion und bestellen Sie gegebenenfalls mit dem Bestellformular oder per Fax benötigte Ersatz-
teile.
4.7.2 Kundenpersonal einweisen
→ Erläutern Sie alle kundenspezifisch eingebauten Optionen, insbesondere Software / Soft-
warekompatibilität.
→ Erklären Sie Programmierern die Programmeditoren des Linienrechners / SIPLACE Pro.
→ Unterweisen Sie Bediener und Einrichter in die Stationssoftware.
→ Erläutern Sie den Passwortschutz.
→ Unterweisen Sie das Kundenpersonal entsprechend der Betriebsanleitung und Instandhal-
tung.
4.7.3 Testlauf bzw. Start der Produktion
→ Testen Sie die Linie mit der Testleiterplatte oder einer Leiterplatte des Kunden.
→ Nehmen Sie Kundenprodukt- und Leistungsdaten auf, bereiten Sie die Daten auf und doku-
mentieren Sie die Daten im Installation Report.
→ Sichern Sie die Daten und übergeben Sie dem Kunden die Sicherungskopien.