2020_catalog.pdf - 第21页
HAKCOFM-2O32^ SOLDERING IRON 「匚 微 型焊铁 特点 • 焊铁设 计纤巧 幼细, 适 用于微 细或高 密度的 焊接环 境, 特别 是在放 大镜或 显微镜 下进行 的焊接 工作。 • FM- 2032 微 型焊铁 适用于 HAKKO FX- 951, FM-203 或 FM- 206 焊台。 (注: 必须 另购焊 台一起 使川) 规格 功 率消耗 48W ( 24V ) 控 温范围 200 450℃ 焊咀 与接…
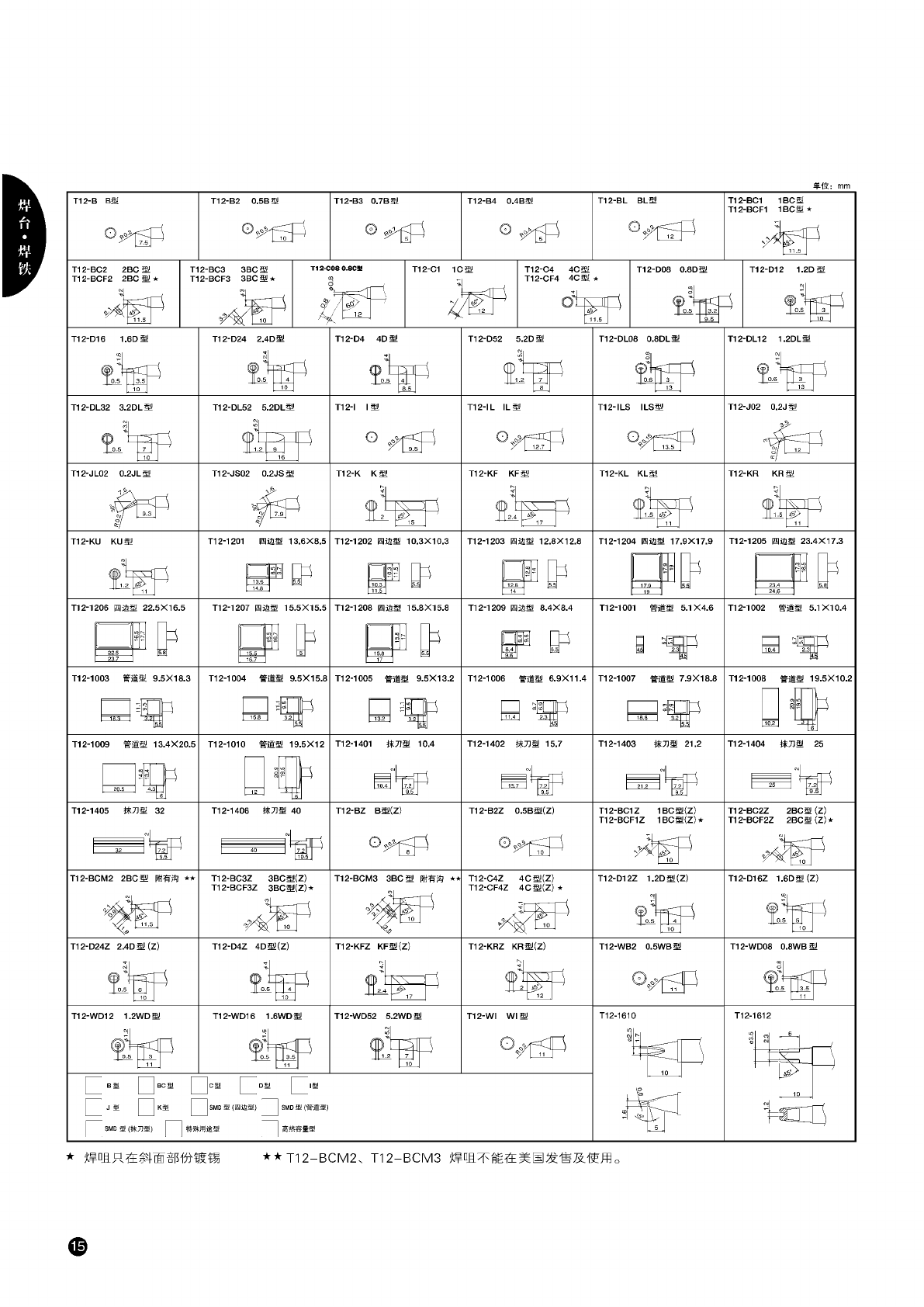
单位:
mm
焊
咀只在
斜面部
份镀锡
T12-BCM3
焊
咀不能
在美国
发售及
使序。
T12-B3
0.7B
型
T12-B4
0.4B
型
0
T1
2-BC1
1BC
型
T1
2-BCF1
1BC
型
T1
2-BC2
2BC
型
T1
2-BCF2
2BC§!J
*
T12-BC3
3BC
型
T12-BCF3
38,型*
T12-C1
1C
型
T12-C4
4c
型
T12-CF4
40型
0
・8D
型
T1
2-D16
1.6D
型
T1
2-D24
2.4D
型
T1
2-D4
4D
型
T1
2-JL02
0.2JL
型
T12-KU
KU
型
T1
2-1
206
四边型
22.5义16.5
4
5?8
T1
2-I
I
型
T1
2-1
201
四边型
13.6X8.5
T1
2-1
202
四边型
10.3X10.3
T1
2-1
207
四边型
15.5X15.5
T12-1
208
四边型
15.8义15.8
T1
2-IL
IL
型
T12-J02
0.2J
型
T1
2-1
203
四边型
12.8X12.8
T1
2-1
204
四边型
17.9X17.9
T1
2-1
205
四边型
23.4X17.3
二
T1
2-1
209
四边型
8.4X8.4
T1
2-1001
管道型
5.1
X4.6
T1
2-1
002
管道型
5.1X10.4
T1
2-1
003
管道型
9.5X1
8.3
T1
2-1
009
管道型
1
3.4X20.5
T1
2-1
405
抹刀型
32
T1
2-1010
管道型
19.5X12
T1
2-1
401
抹刀型
10.4
T1
2-1
406
抹刀型
40
T12-BZ
B
型
(
Z)
T1
2-1
006
管道型
6.9X1
1.4
T1
2-1402
抹刀型
15.7
T1
2-B2Z
0.5B
型
(
Z)
T1
2-BCM2
2BC
型
附有沟
T1
2-D24Z
2.4D
型
(
Z)
T1
2-BC3Z
3BC
型
(Z)
T1
2-BCF3Z
3BC
型
(Z”
T1
2-D4Z
4D
型
(
Z)
T1
2-C4Z
4c
型
(Z)
T1
2-CF4Z
4c
型⑵
T1
2-KRZ
KR
型
(
Z)
T1
2-WD12
L2WD
型
T1
2-WD16
1.6WD
型
T1
2-WI
WI
型
T1
2-1
007
管道型
7.9X1
8.8
T1
2-1403
抹刀型
21.2
T1
2-1404
抹刀型
25
T1
2-BC1Z
1BC
型
(
Z)
T1
2-BCF1Z
1BCS(Z)*
T12-D1
2Z
1.2d型泛)
T1
2-BC2Z
2BC
型
(
Z)
T1
2-BCF2Z
2BC
型
(
Z”
T12-D16Z
1.6D
型
(Z)
T1
2-WB2
0.5WB
型
卷

HAKCOFM-2O32^
SOLDERING
IRON
「匚
微
型焊铁
特点
•
焊铁设
计纤巧
幼细,
适
用于微
细或高
密度的
焊接环
境,
特别
是在放
大镜或
显微镜
下进行
的焊接
工作。
•
FM-
2032
微
型焊铁
适用于
HAKKO
FX-
951,
FM-203
或
FM-
206
焊台。
(注:
必须
另购焊
台一起
使川)
规格
功
率消耗
48W
(
24V
)
控
温范围
200
450℃
焊咀
与接地
间阻抗
<2。
焊咀
与接地
间电位
<2mV
发
热元件
二合一
发热芯
电
线长度
1.3m
全长
(不
包括
电线)
170mm
(当
附带
T30-D1
焊
咀时)
重量
(不
包括
电线)
14g
(当
附带
T30-D1
焊
咀时)
*
不包括
焊咀,
焊咀
需另外
选购。
产
品型号
型号
内容
型号
内容
FM2032-51
(只
焊铁)
FM-2032
焊铁
*
不包
括焊咀
FM2032-52
(
转
换套件
)
FM-2032
焊铁,
抗
热垫,
焊铁架
(附
清洁
海棉)
,
连接线
*
不包
括焊咀

操
作简单
・
4
轴
+1
送
锡控制
自动焊
接机械
人系统
HAKCOMM-2OQ
AUTO
-
SOL
DERING
SYSTEM
自动焊
接机械
人系统
把编程
软件及
送锡控
制整合
为一套
自
动
焊接机
械人系
统。
标
配的平
板电脑
(tablet
PC)
可
设定全
部焊接
条件,
例
如
送锡量
及加热
时间。
快捷编
程及高
效操作
1.
标配
tablet
PC
设定
全部焊
接条件
触控
式操作
(无须
外接电
脑或教
学辅
件),
让你轻
松设定
所有项
n,
包
括编程
及焊接
条件。
2.
预载
简易编
程软件
即使你
对机械
人的操
作没有
专业知
识,
也
能够让
你制作
出丰富
的焊接
程式。
软件也
可以统
计焊点
总数及
时间,
当到
达焊咀
的设定
使用时
数
,系
统会自
动停止
操作。
3.
易学
定位系
统
EPS
(Easy
Positioning
System)
使用
操控杆
定位.
提
供多种
移动速
度
选择,
最少
可移动
0.01mm
距离
来进
行精准
定位。
另外,
系
统设有
简易输
入按钮
EIS
(Easy
Input
Switch)
,
可
自
动设定
机械人
坐标及
送锡
步骤,
有效减
少学习
时问。
4.
利
用工
作原点
及堆列
功能来
减少学
习时间
重
复处理
相同的
电路板
口寸.
从原点
位置
输入补
正值便
可完成
编程。
处
理连接
器等包
含多组
相同间
隔焊点
的
物件,
只需
要根据
其中一
组的位
置输
入移动
距离及
焊接组
数便可
C
anil
w
•
1^
^SSS
SI
.
5.
制作
2D
条码
防止误
选编程
使用条
码读取
器扫描
电路板
的指定
条码,
可自动
选取相
对的焊
接编程
来
工作.
避
免工作
人员的
误选。
条
码读取
器需另
外购买
卓
越功能
稳定焊
接质量
6
.标配
防止锡
球及助
焊剂飞
散功能
送锡装
置提供
V-CUT
锡线
切割功
能,
有效防
止锡球
及助焊
剂飞散
。
7.
标
配焊咀
清洁刷
有
效清除
焊咀上
的残余
焊
锡及助
焊剂碳
化物。
8.
利用
焊咀调
整治具
快速史
换焊咀
先准备
好另一
把焊
铁手柄
使用焊
咀调整
快速更
换焊咀
马上继
续操作
治具预
先装好
焊咀
9.
高功率
300W
显著
提升焊
接效率
采用
高功率
300W
焊接
能有
效改善
“热
量不
足”
及
“焊
锡无
法流到
穿
孔元件
底部”
的惯常
问题,
同
时能大
幅缩短
焊接
时间。
如需
近理细
微
部件,
也
可另选
140W
焊咀。
处
理需要
高
热量的
焊
接时,
使
用
300W
焊
咀可快
四倍。