2020_catalog.pdf - 第77页
H^!«OFM-2O2B^ 氮 气焊铁 特点 70W 高功 率氮气 焊铁, 氮气覆 盖着整 个焊咀 表而, 能有 效 地隔绝 氧气, 防止 焊咀和 焊锡的 氧化, 并提高 焊锡的 润湿 性和扩 散性, 加上 有预热 功能, 使焊 接效果 更佳。 规格 T1 3 系列 焊咀及 排气钢 管组合 需另外 购买。 型号 FM-2026 功 率消耗 70W (24V) 焊咀 与接地 间阻抗 2Q 以下 焊咀 与接地 间电位 2mV 以下 电 线长…
空气
压缩机
1
氮气转
换组件
连接器
配合自
动焊接
机使用
氮气
产生器
HAKKO
FX-781
x2
台
上方:
出锡
控制台
HAKKO
FU-500
下方:
焊
铁装置
HAKKO
FU-600
流量
调节器
HAKKO
FX-791
调节器
连接器
雾气
过滤器
空气
过滤器
0.01
pm
0.3
pm
干燥机
使
用范例
雾气
过滤器
空气
过滤器
配合
一组焊
台使用
配合
两组焊
台使用
HAKCO
FX-781
Ns
GENERATOR
大容
量氮气
产生器
特点
•
氮气供
应量是
FX-
780
的
两倍,
可同时
连
接两组
焊台。
•
可供应
99.9%
高浓
度氮气
于每分
钟一公
升流量
状态。
•
适
用于自
动焊接
机等要
求氮气
供应量
较大的
设备。
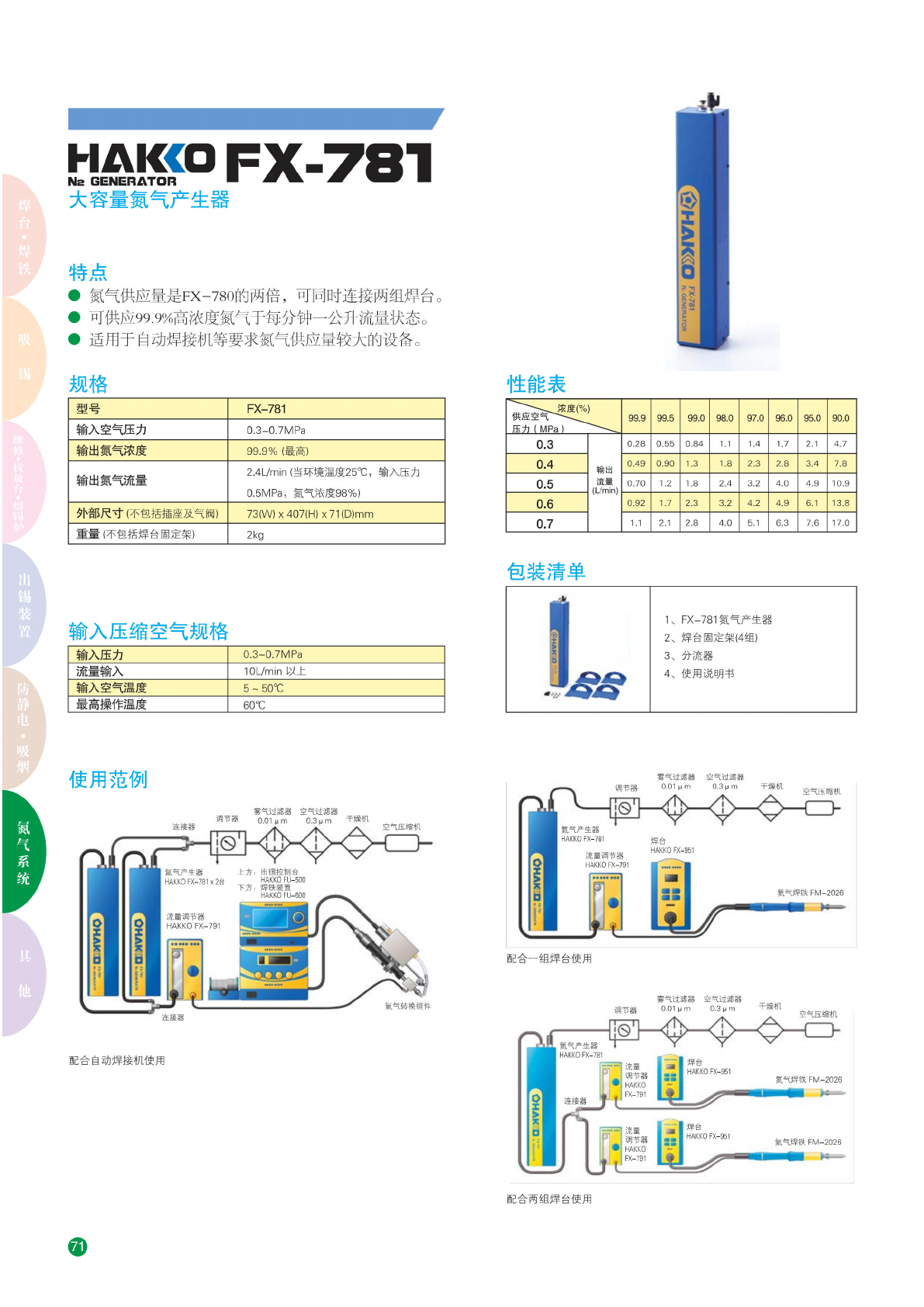
规格
性能表
型号
FX-781
输入空
气压力
0.3-0.7MPa
输出氮
气浓度
99.9%
(最
高)
输出氮
气流量
2.4L7min
(当环
境温度
25℃,
输
入压力
0.5MPa,
氮
气浓度
98%)
外
部尺寸
(不
包括
插座及
气阀)
73(W)x
407(H)
x
71
(D)mm
重量
(不
包括
焊台固
定架)
2kg
输入
压缩空
气规格
输
入压力
0.3-0.7MPa
流
量输入
10L/min
以上
输入空
气温度
5
50℃
最高操
作温度
60℃
压力
(
MPa
)
99.9
99.5
99.0
98.0
97.0
96.0
95.0 90.0
0.3
输出
流量
(Umin)
0.28
0.55
0.84
1.1
1.4
1.7
2.1
4.7
0.4
0.49
0.90
1.3
1.8
2.3
2.8
3.4
7.8
0.5
0.70
1.2
1.8
2.4
3.2
4.0
4.9
10.9
0.6
0.92
1.7
2.3
3.2
4.2
4.9
6.1
13.8
0.7
1.1
2.1
2.8
4.0
5.1
6.3
7.6
17.0
包
装清单
1、
FX-781
氮气
产生器
2、
焊台
固定架
(4
组)
3、
分流器
4、
使用
说明书
M
ossis

H^!«OFM-2O2B^
氮
气焊铁
特点
70W
高功
率氮气
焊铁,
氮气覆
盖着整
个焊咀
表而,
能有
效
地隔绝
氧气,
防止
焊咀和
焊锡的
氧化,
并提高
焊锡的
润湿
性和扩
散性,
加上
有预热
功能,
使焊
接效果
更佳。
规格
T1
3
系列
焊咀及
排气钢
管组合
需另外
购买。
型号
FM-2026
功
率消耗
70W
(24V)
焊咀
与接地
间阻抗
2Q
以下
焊咀
与接地
间电位
2mV
以下
电
线长度
1.2m
长度
(
不包括
电线)
205mm
(
当
W
寸带
T1
3-D24
焊咀时
'
)
重量
(
不包
括电线
)
45g
(
当附带
T13-
D24
焊咀及
排气钢
管组合
C
时
)
产
品编号
及名称
内容
FM2026-02
氮气
焊铁连
接组件
(只
手柄连
接部)
FM-
2026
氮气
焊铁连
接组件
(不
包括
套筒组
件、
套筒
护盖、
T1
3
焊
咀及排
气钢管
组合)
FM2026-03
氮气
焊铁转
换组件
包括
FM2026-02、
套筒
组件、
套筒
护盖、
固定夹
(
不包括
T1
3
焊咀及
排气钢
管组合
)
FM2026-04
氮气
焊铁转
换套件
(适
用于
FX-
950、
FX-951、
FM-203、
FM-204
及
FM-
206)
包括
FM2026-
02、
套筒
组件、
套筒
护盖、
休眠
功能焊
铁架、
599B
洁
咀器、
连
接线及
抗
热垫片
(不
包括
T1
3
焊
咀及排
气钢管
组合)
o
X
白光氮
气系统
(组合
例子)
例:白
光
FX-951
之
氮气系
统组合
X
白光
FX-951
白光
FM-
2026
白光
FX-780
白光
FX-791
*
焊咀
及排气
钢管组
合需另
外购买
*
FM-2026
不能单
独使用
,必
须配合
FX-950/
FX-951/FM—203/
FM-
204/FM206+FX-780+FX-791
-
起使用
另
选配件
型号
产
品说明
B2974
套
筒护盖
B2765D
黄色套
筒组件
B2768D
橙色套
筒组件
B2769D
蓝色套
筒组件
型号
产
品说明
B2300
抗
热垫片
B2791
固定夹
(焊铁
架用)
FM-2026
T13
系列
焊咀及
排气钢
管组合
单位:
mm
X
焊咀
必须配
合排气
钢管组
合使用
啦
h
(1
中
、
1
UJ]—
&
应用
排气钢
管组合
144
焊咀
B
型
T13-B2
0.5B
型
°
F
B2708
排
气钢管
组合
C
T13-BL
BL
型
0
我
―
(
B2898
排
气钢管
组合
E
BC
型
T13-BC1
T13-BCF1
1BC
型
B2899
排
气钢管
组合
F
/
1
1
.5
T13-BC2
T13-BCF2,
CM
0
2E
k
/
3c
型
金
11.5
B2706
排
气钢管
组合
A
[T&J
II
H
抬
I
应用
排气钢
管组合
144
10
in
e
焊咀
BC
型
T13-BC3
T13-BCF3*
CO
0
3BC
型
J
B2900
排
气钢管
组合
G
X
/
10
D
型
T13-D08
C
CO
©
a
).8D
型
B2709
排
气钢管
组合
D
W
工
3.2
』
0.5
9.5
T13-D16
1
CO
@
0
.6D
型
i
B2708
排
气钢管
组合
C
—
二
3.5
Ro.5
10
T13-D24
2
寸
c\i
扁
0
>.4
世
/
B2708
排
气钢管
组合
C
正
).5
-
:
5
—
10
J
型
T13-J02
0.2J
型
——
(
B2707
排
气钢管
组合
B
国
Q
1]
IX
日
J
应用
排气钢
管组合
144
ir
IT
-€
焊咀
K
型
T13-K
J
-
KF
型
B2923
排
气钢管
组合
J
\\
]
2.4
17
T13-KR
0
KR
型
B2902
排
气钢管
组合
I
5
N
)
1.5
卑
T13-KU
O0
0
KU
型
B2901
排
气钢管
组合
H
1.2
11
T13-BCM2
2BC
型
特殊
应用型
B2900
排
气钢管
组合
G
B2706
排
气钢管
组合
A
T13-BCM3
3BC
型
附有沟
2
附有沟
黑
\
11.5
-
10
T13-BCM2
及
T13-BCM3
焊
咀不能
在美国
发售及
使用。
只在
斜面部
份镀锡
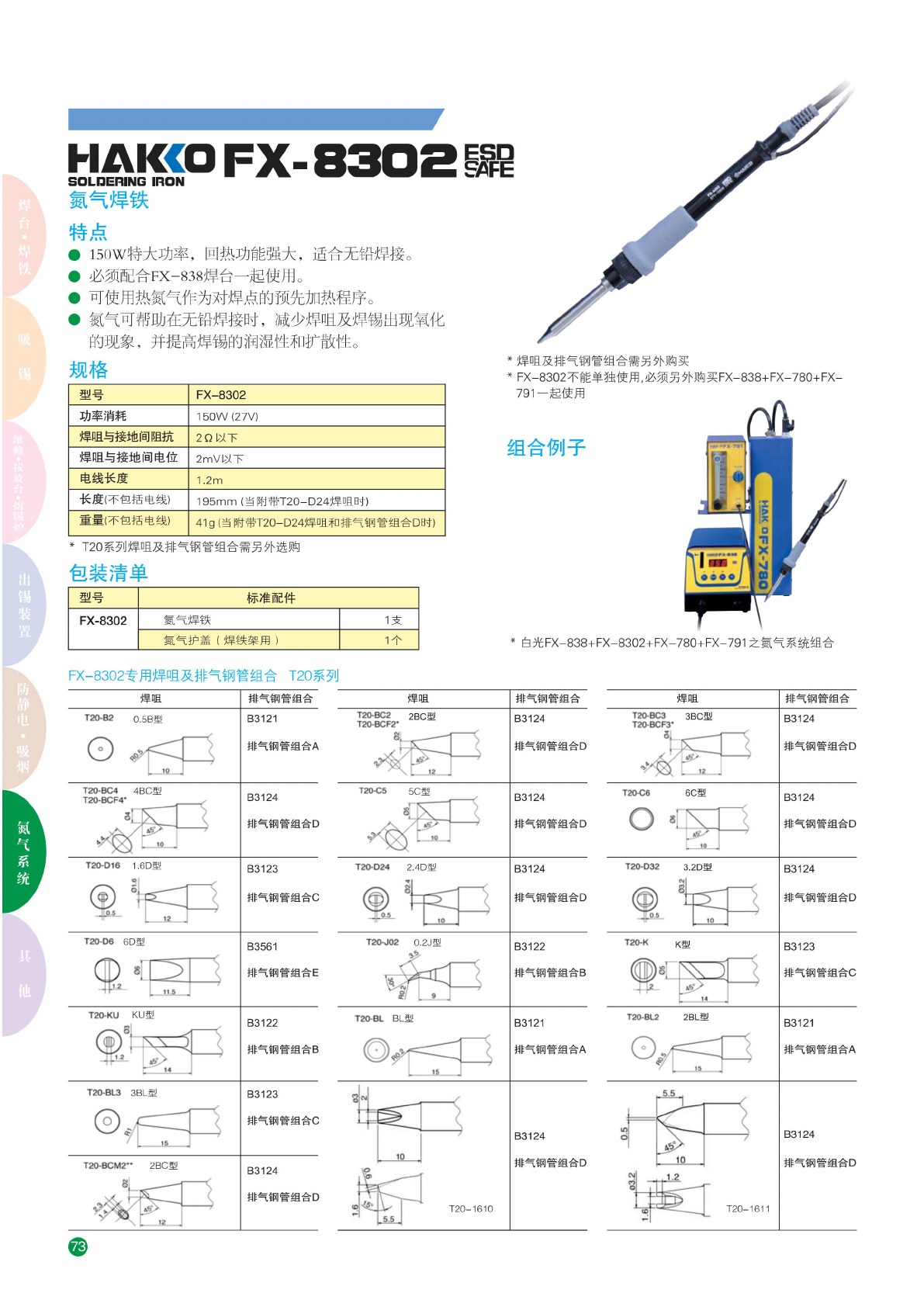
H^!«OFX-83O2^
氮
气焊铁
特点
•
;3)w
特大
功率,
回
热功能
强大,
适
合无铅
焊接。
•
必
须配合
FX-
838
焊
台一起
使用。
•
可
使用热
氮气作
为对焊
点的预
先加热
程序。
•
氮气可
帮助在
无铅焊
接时,
减少
焊咀及
焊锡出
现氧化
的
现象,
并提
高焊锡
的润湿
性和扩
散性。
规格
型号
FX-8302
功
率消耗
1
50W
(27V)
焊咀
与接地
间阻抗
20
以下
焊咀
与接地
间电位
2m
V
以下
电
线长度
1.2m
长度
(不
包括
电线)
195mm
(当
附带
T20-D24
焊
咀时)
重量
(不
包括
电线)
41g
(当
附带
T20-D24
焊咀和
排气钢
管组合
D
时)
*
T20
系
列焊咀
及排气
钢管组
合需另
外选购
包
装清单
型号
标
准配件
FX-8302
氮
气焊铁
1
支
氮
气护盖
(
焊
铁架用
)
1
个
焊咀
及排气
钢管组
合需另
外购买
FX-8302
不能单
独使甩
必须另
外购买
FX-838+FX-780+FX-
791一
起使用
FX-8302
专用
焊咀及
排气钢
管组合
T20
系歹
IJ
焊咀
排气钢
管组合
T20-B2
0.5B
型
B3121
排气钢
管组合
A
O
啰
T20-BC4
4BC
型
T20-BCF4*
_
4
3
B3124
排气钢
管组合
D
T20-D16
1,€
D
型
B3123
©
4
排气钢
管组合
C
T20-D6
6D
型
—
.
B3561
排气钢
管组合
E
:
n
*2
115
T20-KU
KU
型
B3122
排气钢
管组合
B
n
\\
力
4
T20-BL3
3BL
型
B3123
-
排气钢
管组合
C
15
T20-BCM2*'
2BC
型
«1
<
B3124
排气钢
管组合
D
12
3
焊咀
排气钢
管组合
T20-BC2
工
T20-BCF2*
BC
型
三
12
二
B3124
排气钢
管组合
D
T20-C5
>0型
B3124
排气钢
管组合
D
更
M
10
T20-D24
2
©
m
.4D
型
B3124
排气钢
管组合
D
=
产
10
T20-J02
0.2J
型
B3122
排气钢
管组合
B
二二
二
1
。
B3124
排气钢
管组合
D
5.5
T20-1610
焊咀
排气钢
管组合
T20-BC3
3BC
型
B3124
T2O-BCF3*
排气钢
管组合
D
L
_
12
_«
1
T20-C6
6c
型
B3124
O
<
排气钢
管组合
D
10
T20D32
3.2D
型
B3124
10
排气钢
管组合
D
T20-K
«
型
B3123
0
与
排气钢
管组合
C
L
__
14
T20-BL2
2BL
型
—
d
<
B3121
CD/
V
二
排气钢
管组合
A
B3124
排气钢
管组合
D
火
.
12
十娶
口
T2。,
(0
J
1
一