CUN7142110_YSD User's_C点胶机PDFA.pdf - 第200页
3-103 3 5 修正 X、Y 数据。 如果视窗中的十字光标偏离了点胶位置的中心,必须修正 X、Y 的数据。 修正方法,有直接输入数值的方法与通过示教输入的方法两种。 · 直接输入数值 读取视窗上 X、Y 方向的需要修正的量后,直接输入 X、Y 单元格中。 · 通过示教输入 输入步骤 : 1. 按箭头按钮移动相机,使视窗中的十字光标移至点胶位置的中心。 2. 按 [ 示教 ] 按钮,坐标数据自动更新为当前相机的位置。 示教操作 箭头按…
3-102
3
4
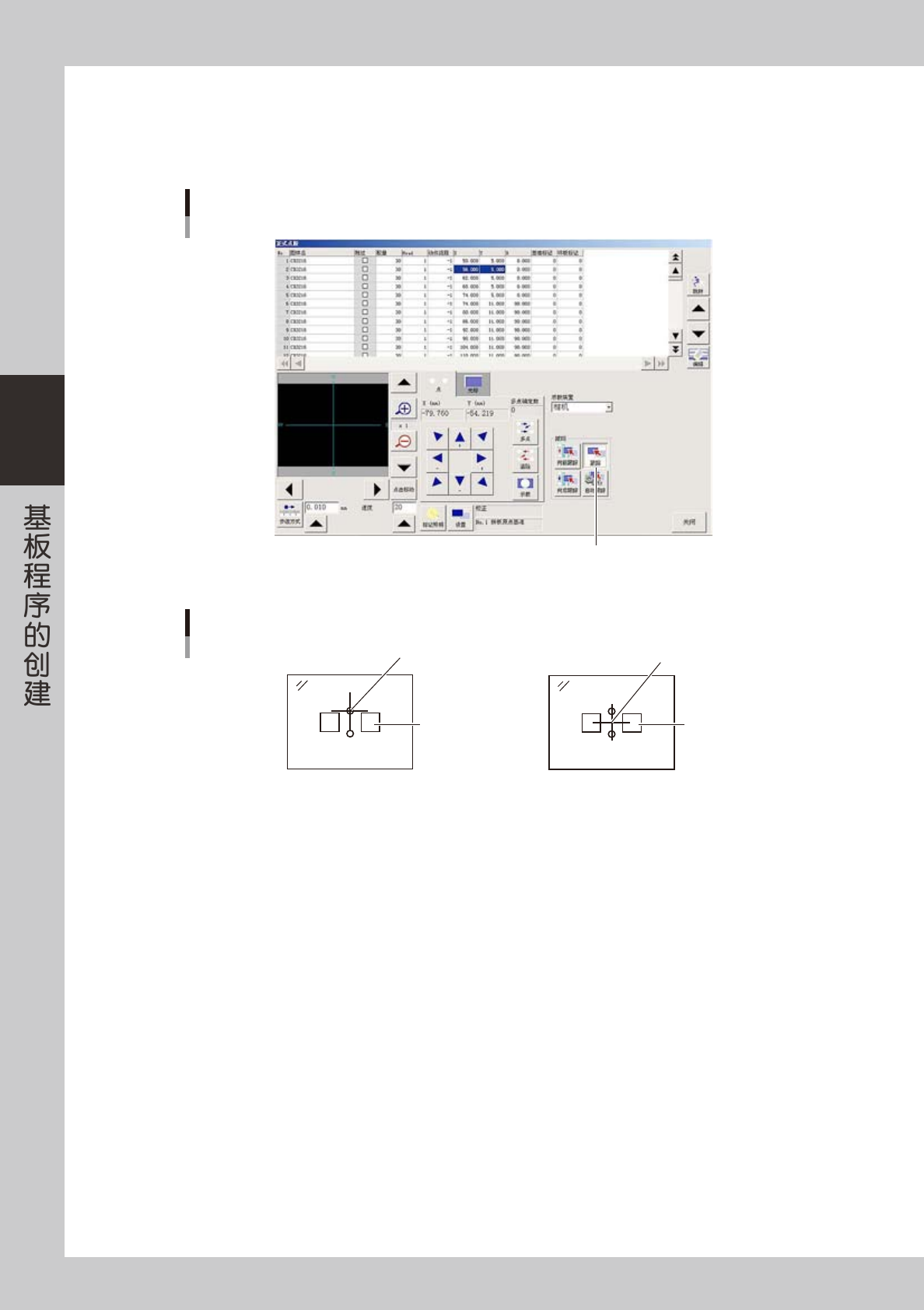
确认点胶位置。
1. 按 [ 跟踪 ] 按钮,开始跟踪。
2. 相机移至所选择的贴装数据的位置。确认视窗中的十字光标是否已移至元件的点胶位置的中心。
跟踪
[跟踪]按钮
66378-N7-00
视窗画面的显示
图样
十字光标
2点型点胶嘴1点型点胶嘴
图样
十字光标
65352-N7-00
3-103
3
5
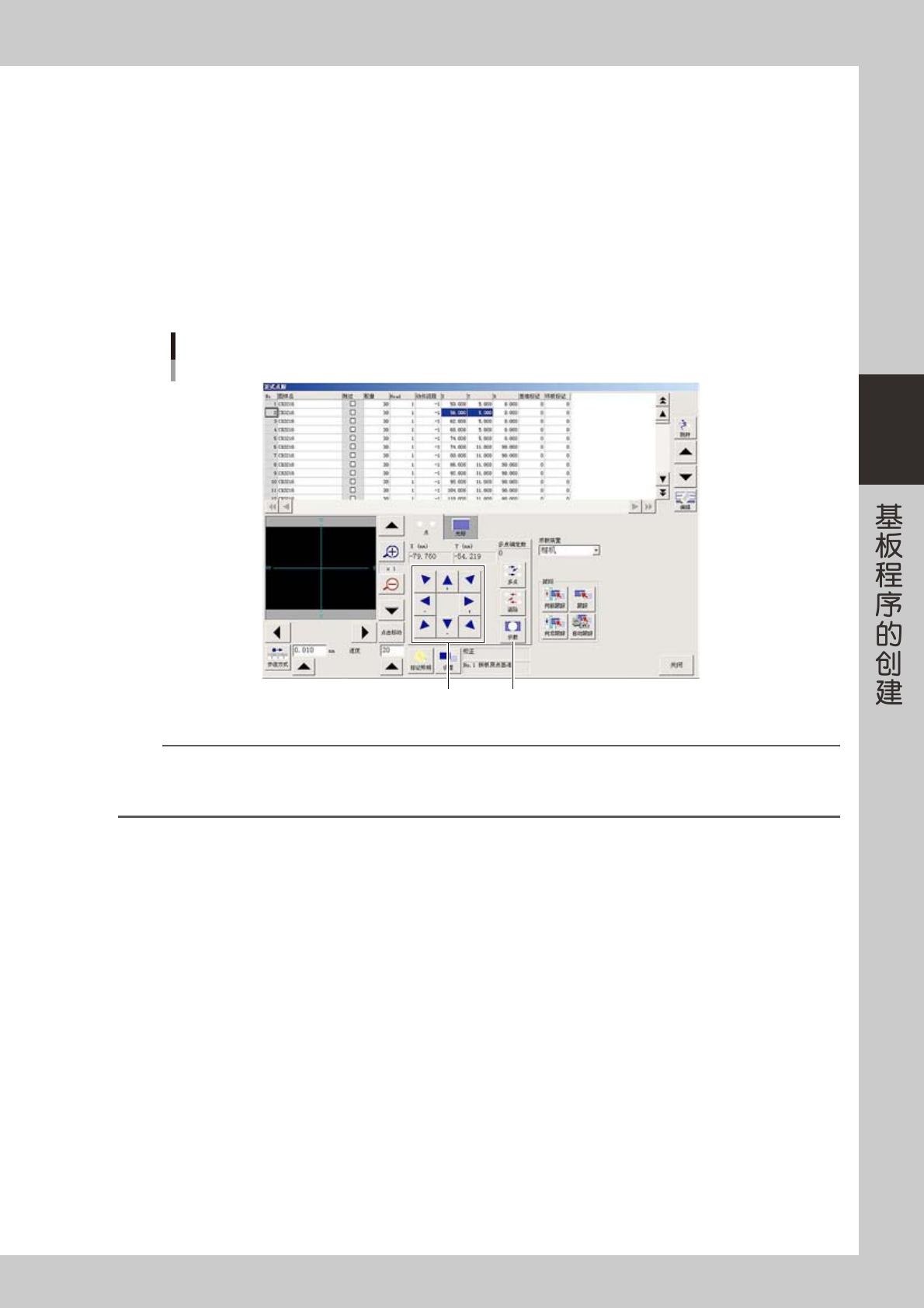
修正 X、Y 数据。
如果视窗中的十字光标偏离了点胶位置的中心,必须修正 X、Y 的数据。
修正方法,有直接输入数值的方法与通过示教输入的方法两种。
· 直接输入数值
读取视窗上 X、Y 方向的需要修正的量后,直接输入 X、Y 单元格中。
· 通过示教输入
输入步骤 :
1. 按箭头按钮移动相机,使视窗中的十字光标移至点胶位置的中心。
2. 按 [ 示教 ] 按钮,坐标数据自动更新为当前相机的位置。
示教操作
箭头按钮 [示教]按钮
66383-N7-00
参考
如果特定点胶头的特定角度全部偏移时,必须使用 VmSpec 画面的精度参数中的交错精度参数进行修正。
例如 : 1 号点胶头以 90 度进行点胶,胶点全部向 Y 方向偏移了 +0.08mm 时,必须输入从交错精度参数的 Head 1 的 90 度 Y(mm)
的数值减去 0.08 后的数值。
6
确认焊盘的名称。
确认印刷在基板上的电路名 ( 例如 R23、U12 等 ) 是否与正式点胶信息中的图样名一致。如果图样名没有
输入,则在此输入。如果丝网印刷的焊盘名无法进入相机的视野以内,可以按箭头按钮移动相机。

第 4 章 有效利用各种功能
目录
1. 中途开始运行参数 4-1
1.1 中途开始点胶 4-1
1.1.1 读入保存的数据 4-2
1.1.2 编辑完成标志 4-2
2. 示教与跟踪 4-3
2.1 跟踪 4-3
2.2 自动跟踪功能 4-6
2.3 示教功能 4-7
2.3.1 点示教 4-7
2.3.2 光标示教 4-11
3. 辅助编辑功能 4-15
3.1 切换至辅助编辑画面 4-15
3.2 选择范围的指定 4-16
3.3 行编辑 4-17
3.4 查找、替换 4-18
3.5 重新排列 4-19
4. 打点站 ( 选配 ) 4-21
4.1 打点站的设置 4-21
4.1.1 自动试打点功能的设置 4-22
4.1.2 试打点位置坐标的设置 4-23
4.1.3 打点站信息的设置 4-24
4.2 基板信息的设置 4-26
5. 高度校正功能 ( 选配 ) 4-28
5.1 激光复零 4-28
5.2 基板程序的创建方法 4-29
5.3 高度校正扩展 4-31
6. 点胶校正的极限检查 4-35
6.1 校正量的计算 4-35
6.2 设置方法 4-36