RS-1R_C.pdf - 第3页
●按 360 度部品认识部品供给角度补正技术 由于可以在 360 度认识部品、部品供给姿势不稳定的部品也可 以通过补正部品角度、实现以正确的贴装角度贴装。补正认识 的角度可任意调整。 ●方形芯片的正反判定 按部品的明暗差异、实现部品的正反判定。 ●极小芯片 (0201) 认识 10 ㎜视野方形相机使极小芯片 (0201) 的认识成为可能。 ●采用3色照明识别方法 元件的形状、大小、材质等通过配合使用画像识别照明色的变 化 , 从而实现元…
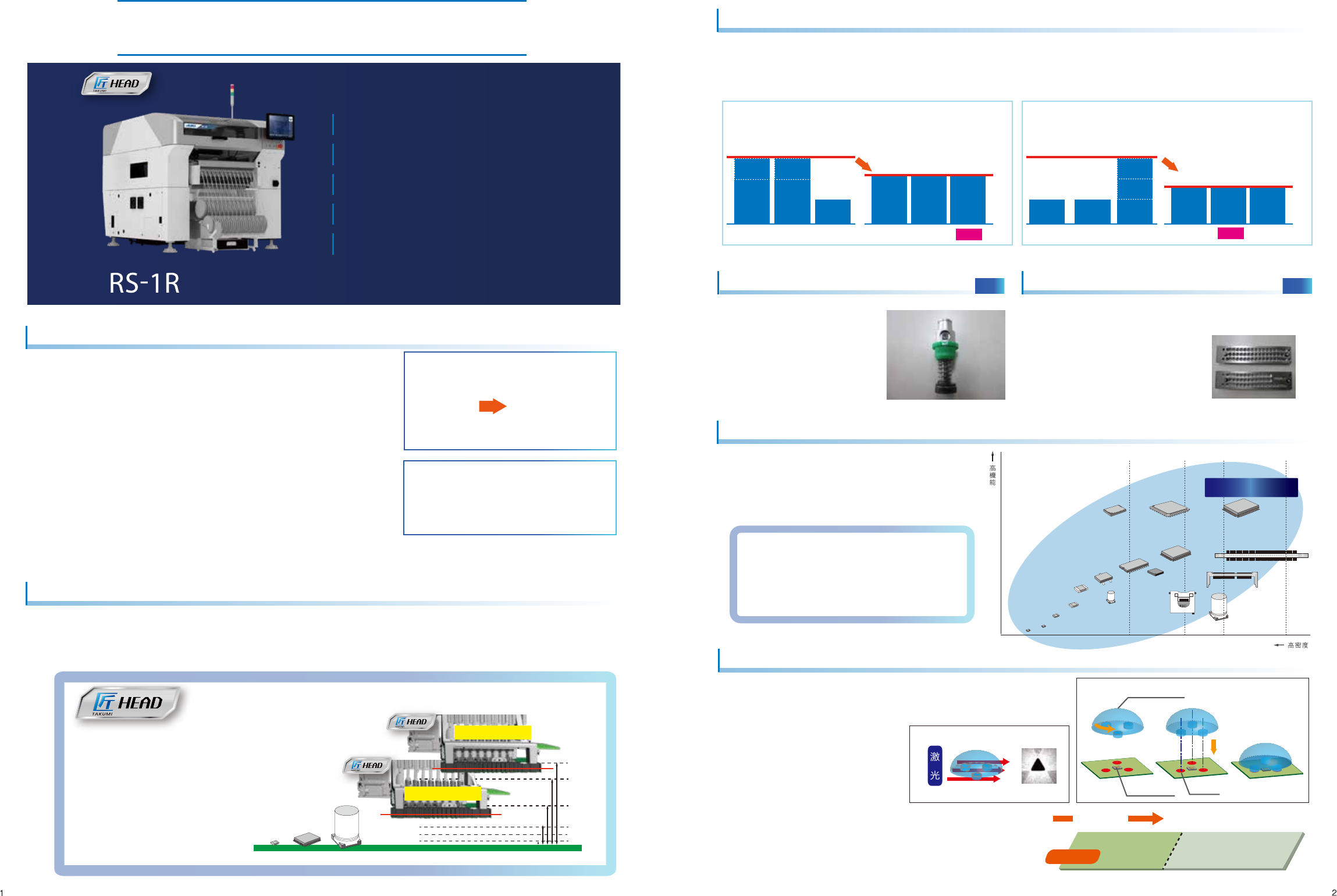
RS-1R 可对应元件尺寸 0201*1 ~□74 ㎜、也可
对应 50×150 ㎜。元件最大高度可对应 25 ㎜。
□33.5□20
0201
0603
1005
1608
AL CN
SOT
SOP
QFN
QFP
Card Slot
Big AL CN
DI ㎜ CN
Lead Long CN
BGA
FBGA
Big QFP
□50
RS-1R 贴装范围
0402
□74
0201
*
2
~□74 ㎜、
50×150 ㎜
*2
详细情况请咨询。
【元件对应力】
*1 当装 10 ㎜视野摄像机时
详细情况请咨询。
Feature 6
从 0201 到大型部品的广泛的部品对应力
●最佳搭载速度 47,000CPH* 实现高速搭载
头部单元更靠近基板、使吸着到搭载的移动时间缩减到极限、
达成最高速度 47,000CPH*。
●小型・轻量・薄型化的 RF Feeder 实现高精度搭载
RF Feeder、在继承原来 Feeder 高精度供给的基础上还实现了小
型化・轻量化・超薄化,元件供给数得到大幅提升。
实现最大 Feeder 装着数 112 个 *。
* 最佳条件
47,000
CPH
原机型对比
112%
42,000CPH
*2 最佳条件
【最高速度 *2】
RS-1R原机型 *1
*1 RS-1
112 本
*2 前侧、后侧合计
【供料器最大安装数 *2】
最佳搭载速度 47,000CPH* 实现高速搭载Feature 1
大型吸嘴用 ATC 对应
认识感应器的高度变化「匠 头」再进化
Feature 2
对应贴装部品的高度、认识部品形状的激光感应
器的高度可以变化、装配了新开发的吸着贴装用
8 吸嘴「匠 头」。适合从极小部品到大型部品及
不同高度部品、实现最高节拍的贴装。部品高度、
可从 6 段内 (1・3・6・12・20・25 ㎜ ) 任意选择。
元件的高度
基板
【依据元件高度变化 , 激光的高度变化】
25㎜
1㎜
6㎜
12㎜
20㎜
3㎜
NEW
最适合 LED 贴装
●实现扩散镜头的高精度贴装
RS-1R 的扩散镜头认识有激光认
识和图像认识、能匹配客户要求
对应广泛的镜头贴装。
Feature 7
扩散透镜的贴装
散光罩
完成贴装的
LED 芯片
粘着剂
●长尺基板对应
标准对应 1 次夹紧到 650v×370 ㎜、2 次夹紧到
950 ㎜ ×370 ㎜。
另外,组合了选配的搬送延长轨道后、最大能对应
1,200 ㎜ ×370 ㎜的长尺基板。
650 ㎜
第 1 次贴装范围
搬送流向
第 2 次贴装范围
1,200mm
无需交换贴片头、无需交换设备、即可实现最合适的线平衡及最高的生产产出。RS-1R 导入后、芯片部品繁多
生产时可以减少高速机的负荷、异型部品繁多的生产时可以减少泛用机的负荷。现有设备和 RS-1R 组合的生产
线自不用说,能对应广泛部品的 RS-1R 多台连接,也能构筑高产出的生产线。
最佳线体平衡的实现
准备了最大尺寸到7x28㎜的大型吸嘴用的ATC 板。
超大型异型部品也可以实现有效率的生产。
在吸嘴侧面装着 RFID 标签、
新开发了吸嘴个别管理功能。
由此可实现吸嘴保养时间的管
理和追溯性信息的管理。
Feature 4
吸嘴追溯性功能
Feature 5
Feature 3
认识感应器的高度变化「匠 头」再进化
从 0201 到大型部品的广泛的部品对应力
最佳搭载速度 47,000CPH* 实现高速搭载
最适合 LED 贴装
最佳线体平衡的实现
高速智能模块式贴片机
BASIC FEATURES
RS-1 采用的匹配部品高度认识感应器可变的「匠 头」、认识高度从原来的 5 段可变进一步细化到到 6 段可变。
由于高度增加 1 段、可在最适合的贴片高度进行贴装、贴片节拍实现飞跃的提升。
【芯片部品繁多的基板的场合】
方向判定
通过激光识别进行方向判定
特长
高速机
RS-1R
高速机
泛用机高速机
高速机
【异型部品繁多的基板的场合】
泛用机RS-1R高速机泛用机高速机高速机
最合适的线平衡上的
生产性向上
最合适的线平衡上的
生产性向上
例:元件的高度20mm
例:元件的高度6mm
选项 选项
●按 360 度部品认识部品供给角度补正技术
由于可以在 360 度认识部品、部品供给姿势不稳定的部品也可
以通过补正部品角度、实现以正确的贴装角度贴装。补正认识
的角度可任意调整。
●方形芯片的正反判定
按部品的明暗差异、实现部品的正反判定。
●极小芯片 (0201) 认识
10 ㎜视野方形相机使极小芯片 (0201) 的认识成为可能。
●采用3色照明识别方法
元件的形状、大小、材质等通过配合使用画像识别照明色的变
化 , 从而实现元件安定的识别。
●高部品认识对应力
对应各种异型部品的异型吸嘴和泛用图像相机通过教示的简易
化数据作成等、发挥高部品的对应力。
●图像认识的高速化
◎54 ㎜視野角采用 4 吸嘴全体识别、实现了以往対比
25%向上。
◎可以在 10 ㎜、27 ㎜视野范围内进行不停机的图像认识
(S-VCS) 的高速认识。
实现高速生产的 8 吸嘴同时认识和飞行中一体识别
装备在头部的激光感应器使移动中的部品认识成为可能
(飞行中认识)。吸着后、以最短路径向贴装位置移动、
实现高速贴装。
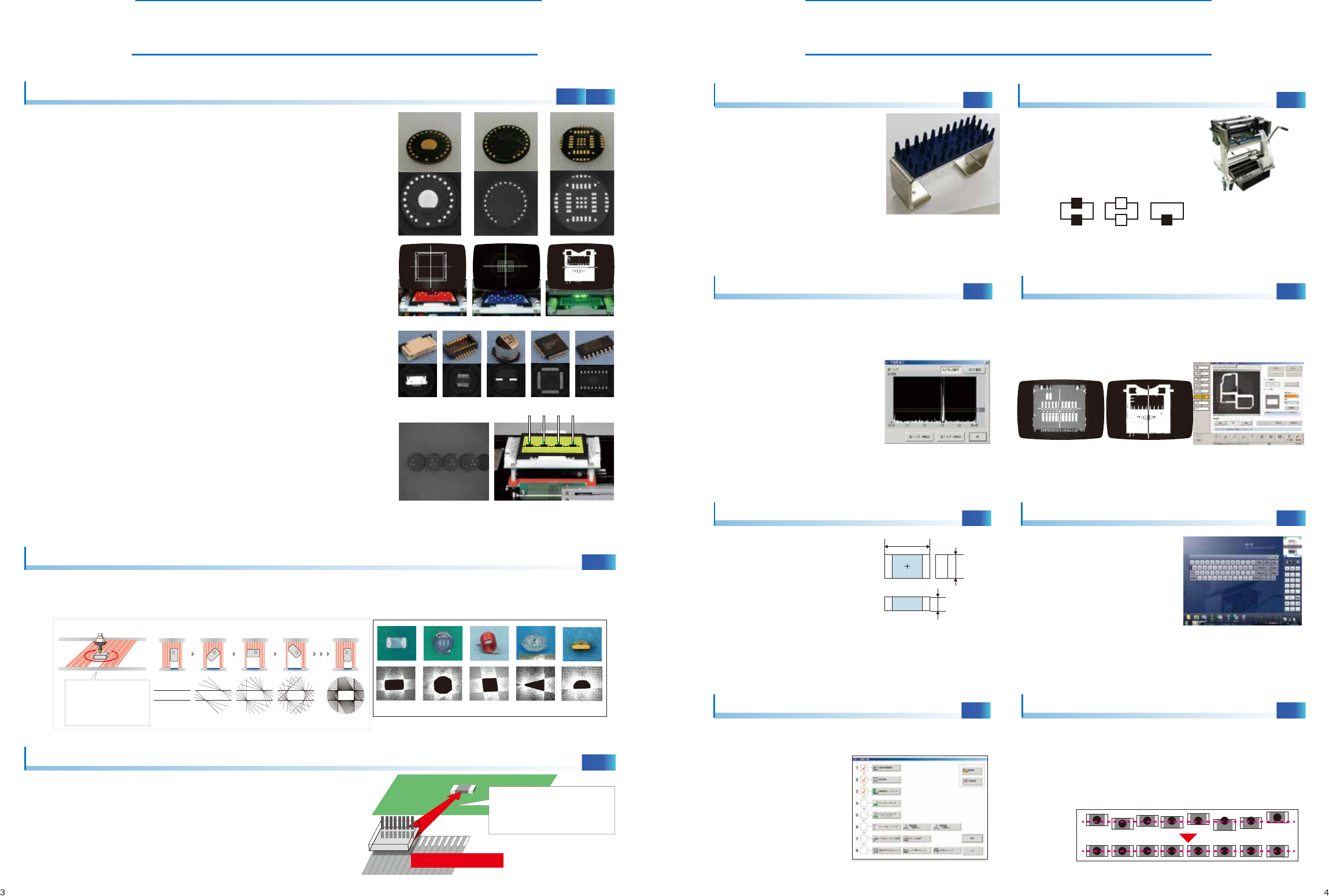
元件的形状、引脚、锡球通过 VCS 相机识别 , 进行元件的位置
定位。可对引脚的弯曲、锡球脱落等检查。实现 QFP 与 BGA
等高精度识别。
反射認識
反射認識
透過認識
至今为止难以制作的异型元件等的图像数据按照向导
进行操作谁都可以简单地制作图像数据。更加进一步
地减轻了数据制作的负担。图像识别时,数据做成可
使用。
异形元件示教
可以从 03015 部品到□50 ㎜ 的 PLCC、SOP、QFP 等各种各样的部品形状的认识。激光认识、不被点击形
状和光亮度等偏差影响、实现稳定的认识和贴装。另外、部品数据制作简单、可以快速新建部品。
领先的高识别力和高品质 JUKI 独立激光识别技术
图像认识技术 (54 ㎜ , 27 ㎜ , 10 ㎜視野 )
只要输入元件的外形尺寸和
元件的种类以及包装形状即
可制作元件数据。利用元件
测量功能可以通过机器将实
际测量的元件外形尺寸、引
脚数、间距直接输入元件数
据。
【多识别】
4吸嘴全体识别
生产开始前激光污垢、真空、VCS 检查 , 异常
检出并发出警报 , 可防止识别不良。
图像识别图片
识别算法
激光识别
吸着后、一边移动一边认
识、以最短路径向贴装位
置移动
吸着元件的位置偏差情报发送供料器、供料器将自动
控制送料保证以安定的吸着状态同时吸着。
位置偏差图片
*KE-3010A対比
识别图片
触控笔・软键盘
触控笔・软件盘标准装备。
操作画面上可以键盘输入、
提升了操作性。
Recognition Technology Productivity
OP
图像
激光
台车规格选择可能
台车规格可交换台车规格、
固定台车规格 , 前侧选配规
格选择。详细请咨询。*1
□一体交换台车式样 *2仕様
*1 详细情况请咨询。
认识技术 生产性
激光
通过激光器发射出的光
获取得的元件影像,计
算以下数据。
◎元件外形 ◎角度
◎中心
激光传感器一体式贴装头
■固定台车规格
前侧
后侧
通用图像示教
标准
标准
简单的程序做成
外形尺寸 长度
外形尺寸 宽度
元件高度
标准 标准
Feeder 送料吸着位置补正机能
标准 标准
生产切替支援机能
切换顺续菜单「1。自
动基板幅调整」~「8。
生产程序确认」的项目
顺序确认、从而可实现
作业者无错的标准化切
换作业。
切替手顺
维护告知防止识别不良
激光污垢检查
支撑海绵
基板的下弯曲矫正选配项。
两面基板表面都有元件的场
合 , 减少对电子元件损伤 , 实
现基板安定的支撑。切替也容
易。
支撑海绵
选项
选项
选项
*2 选项
●识别焊锡印刷补偿贴片位置功能
通过贴片机内的OCC相机,识别出焊锡印刷的位置偏移,参照焊锡位置补正贴片坐标位置 , 降低了因焊锡印
刷位置偏移造成的回流后不良率。(自动调整效果)
元件立碑
位置偏移
②部品姿势检查
比较吸着的部品尺寸比和设
定部品尺寸比、确认吸着正
确姿势的部品
①芯片部品站立检查
可以激光判定芯片站立。
③错误部品检查
把吸着的部品尺寸和设定部
品尺寸比较、确认吸着正确
的部品。
⑤释放检查
贴装后再次用激光照射、
确认部品没有被带回。
④部品掉下检查
搭部品贴装前用激光
照射、确认部品没有
掉下。
部品吸着后的各种检查功能提升了贴装品质
部品吸着后的各种检查功能提升了贴装品质。以激光认识从吸着到贴装为止的检查。实现不良率的削减。
棒状供料器
Quality Other Options
使用负荷吸嘴、可正确取
得每个吸嘴的负荷。实现
对每个吸嘴的负荷进行控
制。通过控制吸着 / 贴装
时的负荷、减少对部品的
损害。可设定每个部品的
负荷。
简易负荷控制功能
监视器画面上的数据确认
也可装在背面(标准规格是前面)
质量
其他选项
TR8S
托盘部品的供给也可以
对应棒状包装部品的供料器、能简单的装拆、快速按计划切替。马达驱动使少量
振动的部品供给成为可能。
通过 LED 的点灯状态可确认供料器的生产状态。
安装了托盘部品供给装置后、托盘部品的供给也可以实现。
另外、TR8SR 的宽度紧凑、同一台车上卷状供料器 ( 以 8 ㎜料带供料器换算 ) 还可
最多安装 20 支。其它、单独的矩阵托盘服务器、双托盘装置也可对应。背面操作
单元安装后、实现有效率的生产。
矩阵托盘服务器 双托盘装置
电动棒状供料器
选项
选项
选项
激光
选项
选项 选项
选项
选项
选项
料卷安装台
装载盘料的料卷供料器安装台。
可正确保持料卷供料器的作业状
态 , 因此料卷的装着性提高 , 对防
止落下也有帮助。
RF用料卷安装台
FCS(自我校准系统)
使用FCS调整治具(另行购买)可以使贴片
机对贴装位置的偏差进行自我识别、自我校正。
因此,不但可以维持更加稳定的贴装精度,而
且使移动设备后的安装作业更加简单。
FCS图片
选项
IC 回收传送带
依据画像识别装置、对引脚弯曲、
引脚浮起的判定后的 IC 元件单个
分离回收。传输带输送间距可容易
设定变更。
不停机操作
发现前后任何一处的元件用完时 , 设备不停止运转 ,
相反一侧的供料器提供元件可以继续生产。生产中,
还可以在一侧的供料器上进行生产准备作业。
IC回收传送带
球形元件电极点或者引脚部分的确认 (共面检测装置)
可高精度检测出引脚元件引脚部分的浮出或 BGA 的电极点的变形,防止不良元件的贴装。通过高精度高速的
共面性检查,进一步提高了产品的信赖性。
元件的轨道
激光的轨道
共面检测装置 BGA电极点不良
引脚浮出不良
●以印刷锡膏作为识别基准标志
基板或电路上没有基准标志场合、以印刷锡膏作为识别基准标志实现贴装。
特别是长尺寸基板 2 次夹持实施的时候 ,BOC 标志范围外的贴装部品时这更可促进提升元件贴装生产效率。
参照焊锡位置进行贴片
参照焊盘位置进行贴片
【发生印刷偏移】
焊锡
压焊点
使用时
未使用
识别印刷偏移,补正贴片位置
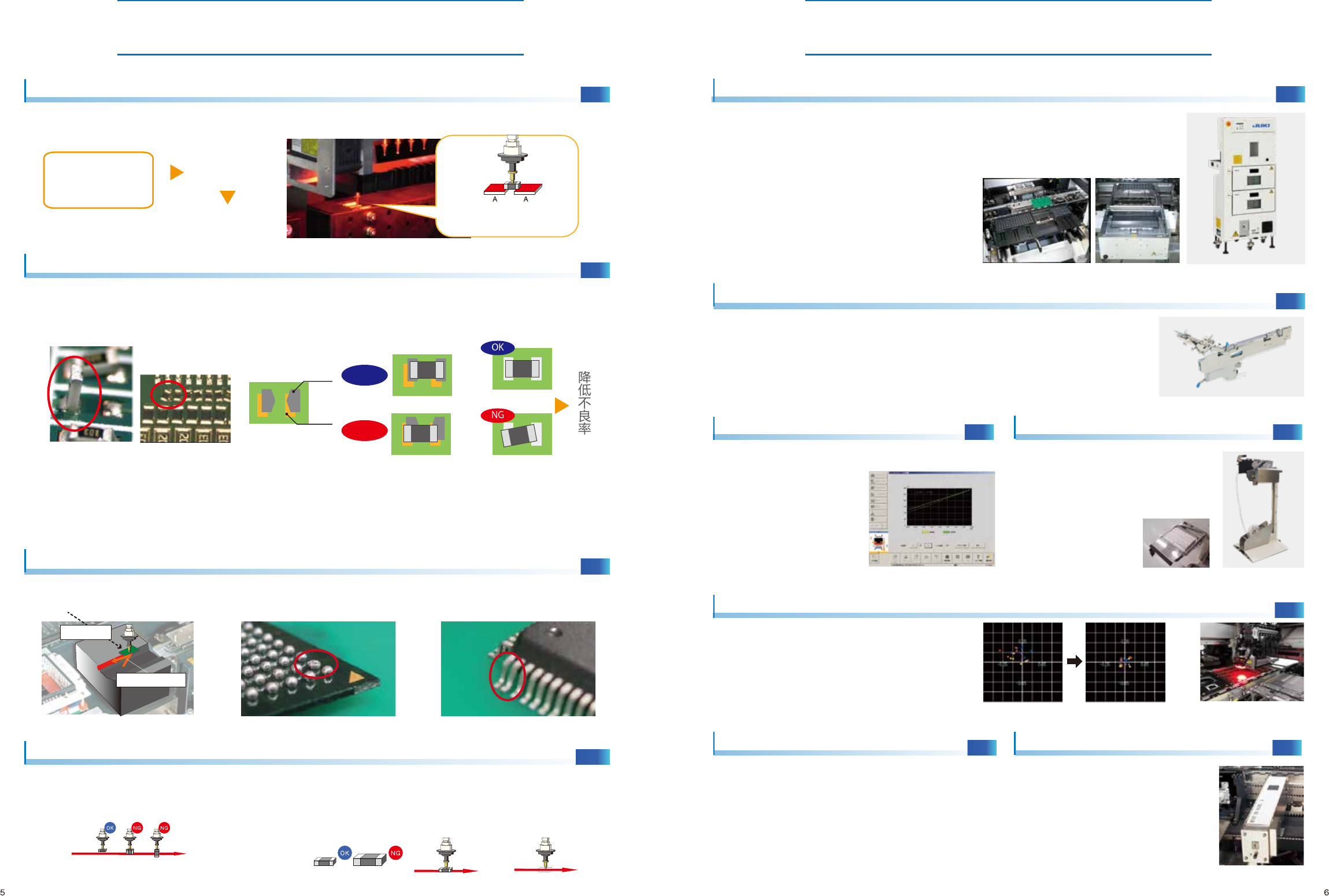
元件错误贴装防止 ( 元件验证 (CVS)
在开始生产前测定贴片元件的「电阻值」、「电容器容量」、「极性」,可以事先防止元件误贴片。
防止元件、料盘
的误安装
【开始生产前执行以下检查】
电阻值
电容器容量
极性
防止误贴片
将元件的电极部对准A,
检查元件的实际电极性
激光
激光
激光