NPM规格说明书.pdf - 第42页
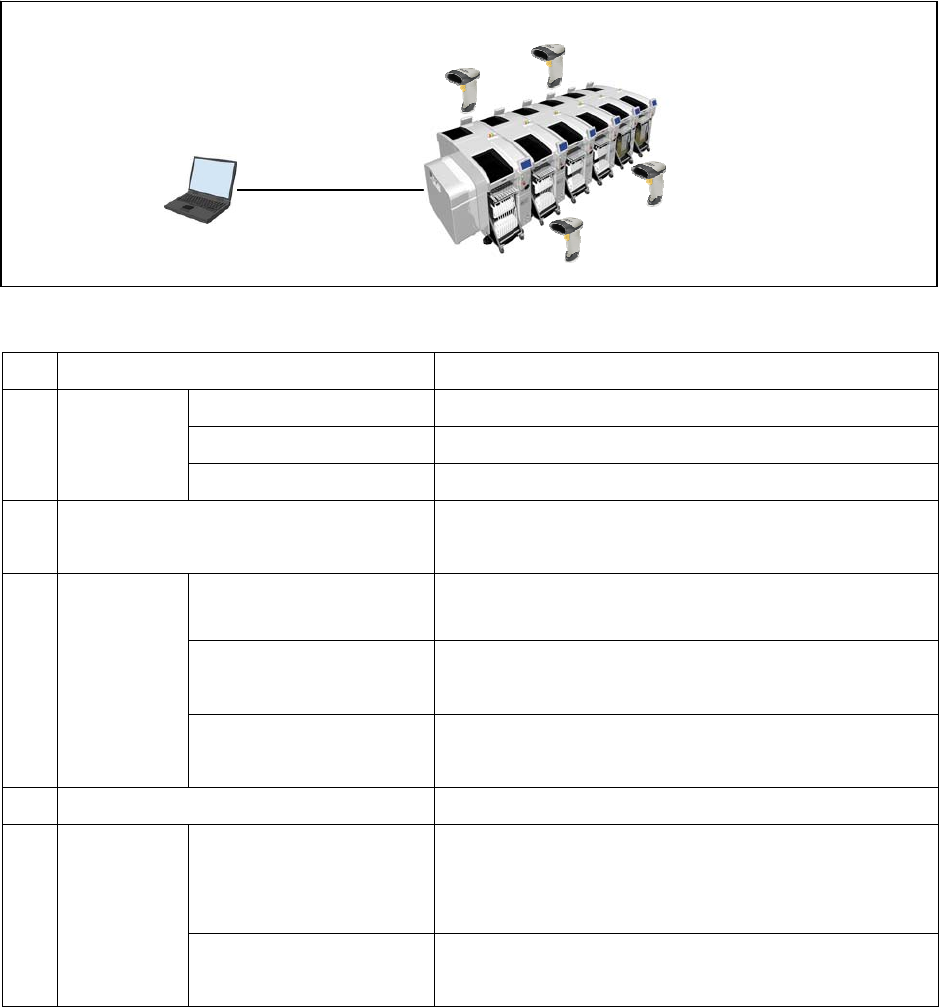
NPM 2009.0130 - 38 - 5. 系统软件 ( 选购件 ) 5.1 元件校对 防止元件错误设置。 如果错 误安装元件, 启动设备的联锁功能, 自动设定为不 能继续生产的状态。 根据用户运用状 态,条形码读取顺序和条形码的定义 都可以设定为用户自己专用定义。 ■ 系统构成图 ■ 功能一览 No. 项 目 内 容 准备作业时元件校对 在准备作业时校对元件。 元件用完时校对 元件用完时补料时校对元件。 1 料架校对 接料时元件校…
NPM 2009.0130
- 37 -
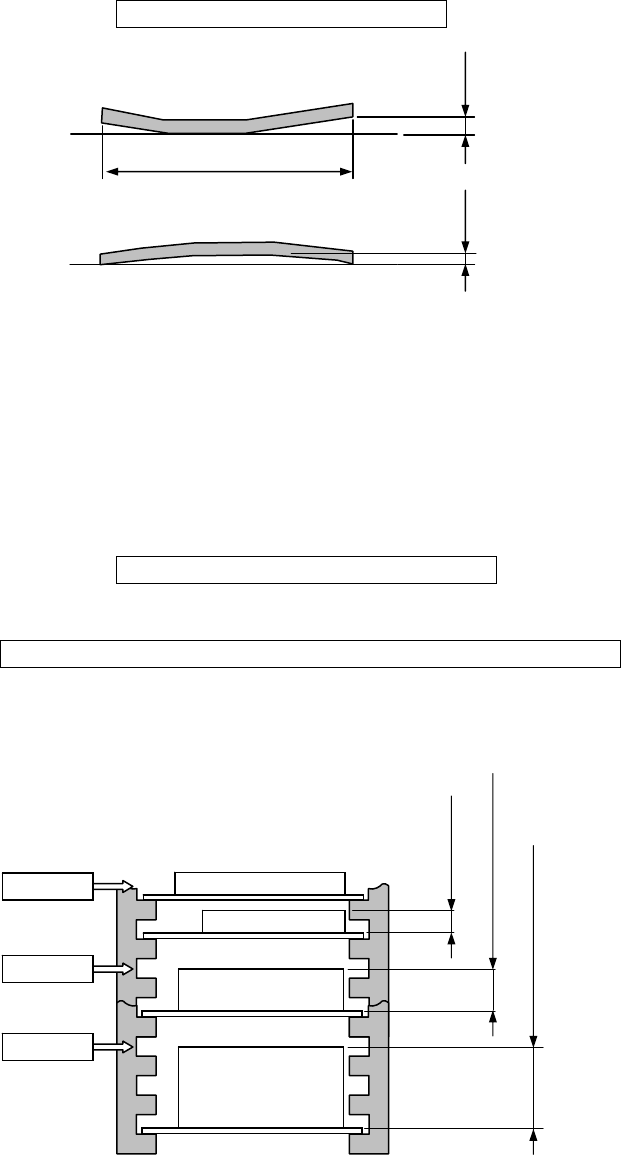
・ 弯曲: 装载至托盘板上的托盘的“弯曲”必须符合下列条件。
『弯曲』=间隙
Max. 0.5 mm
・ 种类:并非真空成形的托盘,而是具有足够强度和尺寸精度的注塑成形的托盘。
(若不符合本条件,请提供样本并且与本公司联络,以便提供相应的选购件规格或者进行客户特殊对应。)
・ 托盘装载条件: 装载至托盘板和托盘箱的托盘(元件)必须符合下列条件。
①在
1
个托盘板上放置的元件,包括托盘的合计重量必须在
1
㎏以下。
(
托盘板的重量除外
)
②在托盘箱内,将托盘板以及托盘
(
元件
)
设置的状态下,托盘箱总重量必须在
20
㎏以下。
托盘箱+托盘板+托盘+元件
=
Max. 20
㎏
/ 1
托盘箱
③在托盘板上设置的托盘高度超过
11 mm
时,在托盘箱内
1
层上的槽,不可插入托盘板。
另外,托盘高度超过
26 mm
时,在托盘箱内
1
层上和
2
层上的槽,不可插入托盘板。
托盘+元件=
Max. 1
㎏
/ 1
托盘板
托盘
托盘
Max. 335 mm
间隙 间隙
超过11 mm ,26 mm以内
11 mm以下
可插入
超过26 mm ,33 mm以内
不可插入
不可插入
NPM 2009.0130
- 38 -
5.
系统软件
(
选购件
)
5.1
元件校对
防止元件错误设置。如果错误安装元件,启动设备的联锁功能,自动设定为不能继续生产的状态。根据用户运用状
态,条形码读取顺序和条形码的定义都可以设定为用户自己专用定义。
■ 系统构成图
■ 功能一览
No.
项 目 内 容
准备作业时元件校对 在准备作业时校对元件。
元件用完时校对 元件用完时补料时校对元件。
1 料架校对
接料时元件校对 接料时校对元件。
2. 定期检查 移动替换等(任意)进行元件的检查。
定期检查中无需停止生产。
解除料架堵塞时的再检查 解除料架堵塞时,进行再检查。
解除接料错误检测时的再检
查
解除接料错误检测时进行再检查
3 再检查
料架插入卸下
再检查
由于某种理由 single 停止中进行料架的插入卸下时,进行再检
查。
4 生产线自动选择(plug&play) 将有线扫描器插入设备进行自动识别。
校对流程定义 根据用户运用,可以设定校对流程。在条形码中,输入表示种
类的代码,可以设定为不指定读取顺序的任意模式或者指定顺
序的序列模式。
5 设定功能
条形码设定 进行条形码的定义。也对应复杂的多种条形码。(1 个条形码有
复数意义时,只需 1 次扫描即可读取)
有线扫描器
有线扫描器
有线扫描器
有线扫描器
LNB
LWS
设定画面
NPM 2009.0130
- 39 -
■ 基本规格
No.
项 目 内 容
1D 代码(条形码):
UPC/EAN/JAN, 副代码 UPC/EAN/JAN, Code 39, 等
1 能够读取的代
码
2D 代码(2 维代码):
Maxicode, Data Matrix(ECC 200), QR 代码等
2 代码限制 零件名称、批量名称、生产厂家名称等使用的代码有限制。
ASCII 英数字、记号 30 文字以内。 但是,记号只有 - + = , . _ @ 。
3 显示语言 日文/英文/中文 (对象: 设定端末的 LWS 的显示画面)
■ 基本构成
No.
项 目 内 容
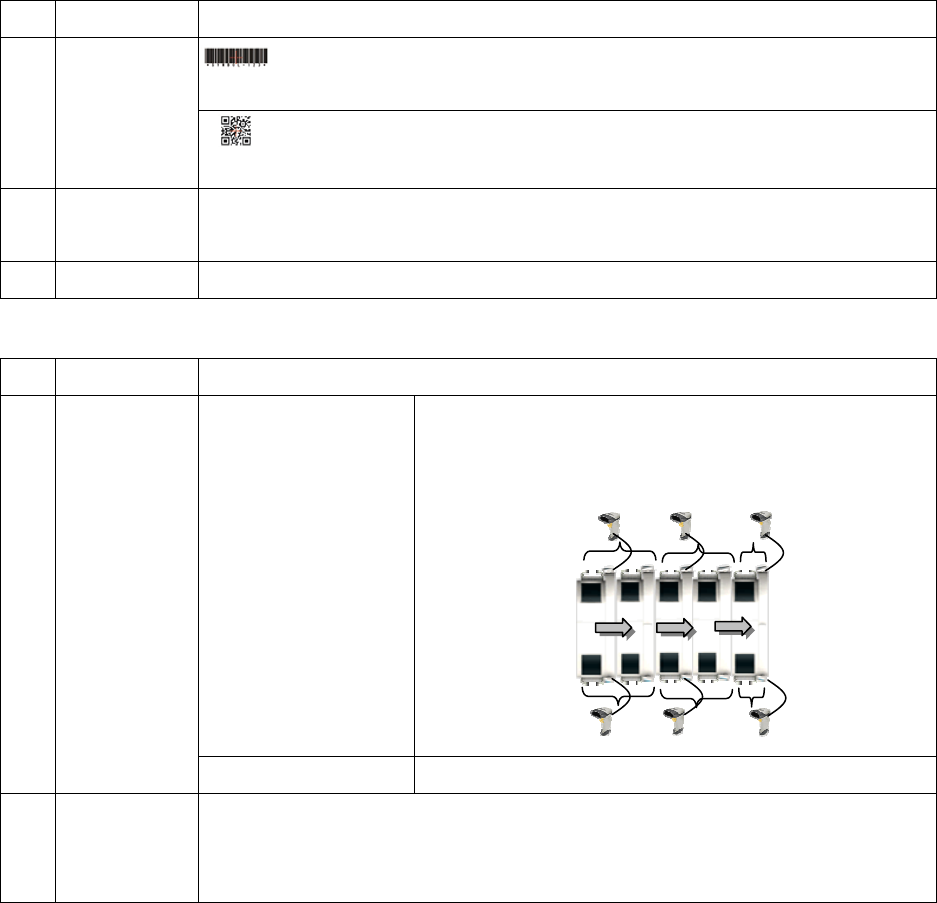
有线扫描器主体 读取条形码的装置。使用 1 个扫描器可以在 2 个工作台操作。扫
描器所需数量是,推荐在前侧、后侧都是跳过一个工作台设置。
请根据用户的生产线构成进行购买。
1 硬件
扫描器放置台 放置扫描器的单元。
2 软件 许可号 1个
(生产线中对所有 NPM(NM-EJM9B)需要许可证。有关许可证的选择请参照「14. 有关许可
证」。)