00193536-02.pdf - 第204页
7 Extensões da estação Manual do usuário SIPLACE S-27 HM 7.11 Sensor de componentes Versão de software SR.503.xxE dição 07/2003 PT 204 7.1 1.2 Condições de medição Para se obter uma mediç ão vá lida, é preci so que as co…
Manual do usuário SIPLACE S-27 HM 7 Extensões da estação
Versão de software SR.503.xx Edição 07/2003 PT 7.11 Sensor de componentes
203
7
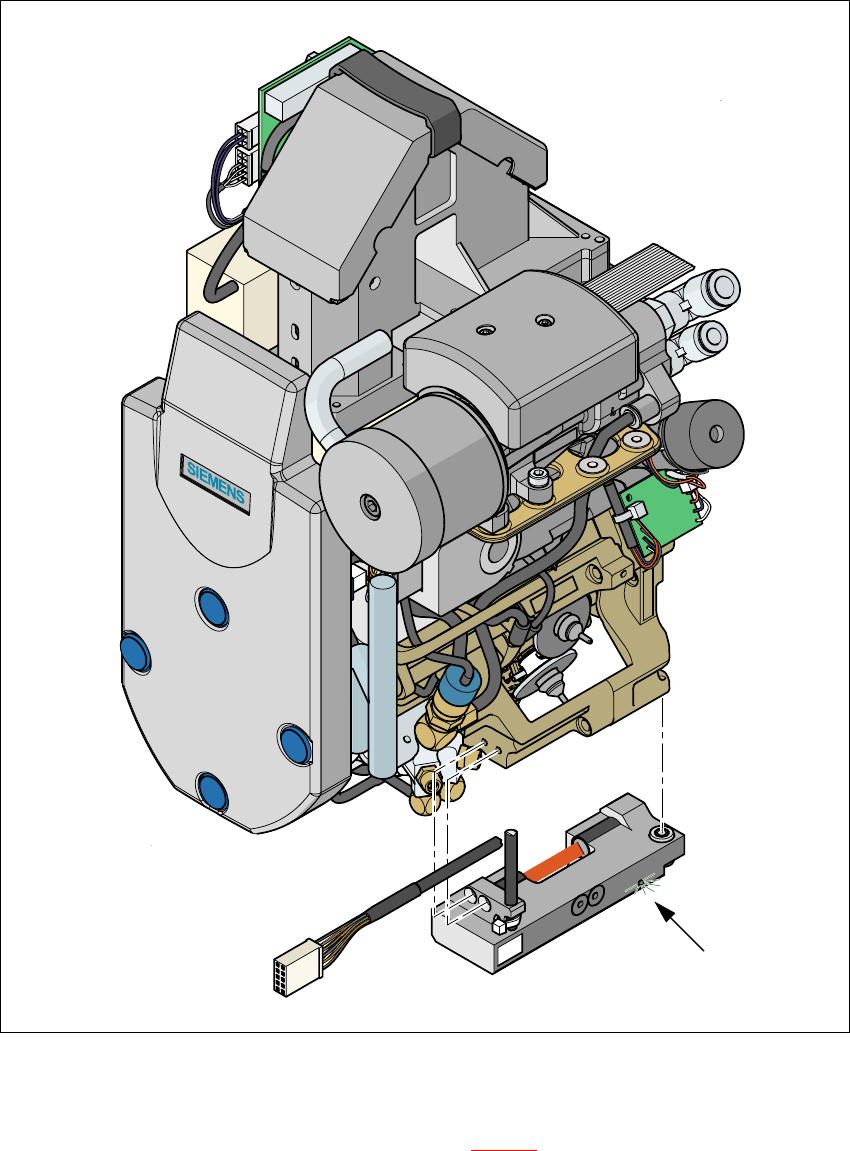
Fig. 7.11 - 2 Cabeça de montar com sensor de componentes
7
O LED verde de controle acende quando o sensor de componentes está ligado e a luz invisível
de I.V.para a medição da altura do componente (Fig. 7.11 - 2
, riscas vermelhas) não está cor-
tada. Para o controle do funcionamento, é possível interromper as radiações infra-vermelhas. O
LED verde de controle tem de apagar.
LED verde de controle
7 Extensões da estação Manual do usuário SIPLACE S-27 HM
7.11 Sensor de componentes Versão de software SR.503.xxEdição 07/2003 PT
204
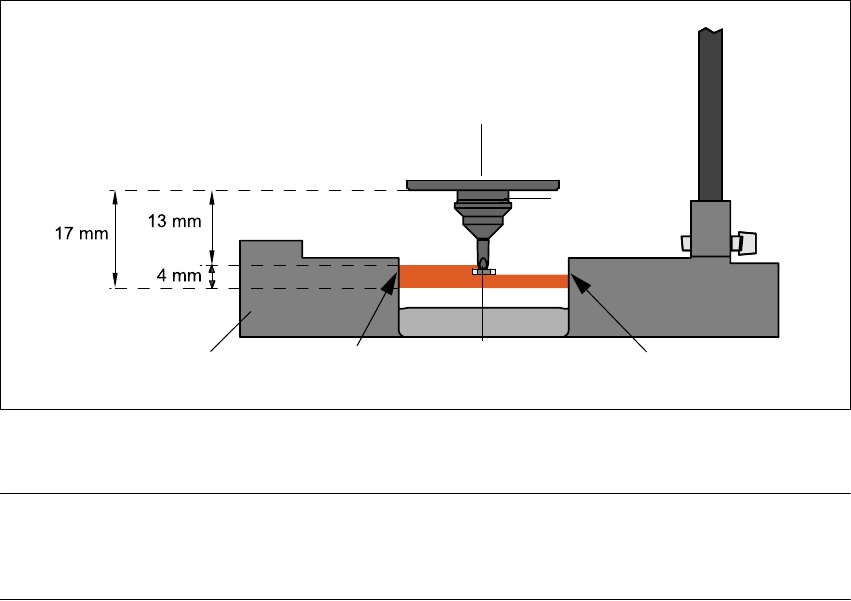
7.11.2 Condições de medição
Para se obter uma medição válida, é preciso que as condições seguintes se verifiquem:
– A extremidade de bocal vazia tem de ser apanhada pelos raios de luz no processo de ca-
libragem.
– A extremidade de bocal tem de se encontrar com o componente dentro dos raios lumino-
sos.
– Comprimento mínimo de bocal 13 mm.
– Comprimento de bocal + altura do componente + tolerância < 17 mm
Considerando estas condições de medição, é possível determinar a presença ou a ausência de
um componente ou a altura do componente.
A mínima diferença de alturas é de 100 µm.
7
Fig. 7.11 - 3 Sensor de componentes, princípio do funcionamento
7
NOTA 7
Na montagem de componentes 0201 com o bocal 906, o sensor de componentes é absoluta-
mente necessário por não poder ser feita qualquer medição por vácuo. 7
Também na montagem de outros componentes pequenos como 0402 ou 0603, a utilização dos
sensores de componentes pode melhorar a taxa de dpm.
Ao escolher o sensor de componentes na lista de formatos de caixa, é preciso não esquecer que
o componente só pode ser montado em máquinas que estejam equipadas com o sensor de
componentes.
Disco de incrementos
Componente
Mudar
LED de I.V. FototransistorSensor de componentes em
corte transversal
Manual do usuário SIPLACE S-27 HM 7 Extensões da estação
Versão de software SR.503.xx Edição 07/2003 PT 7.12 SIPLACE Productivity-Lift
205
7.12 SIPLACE Productivity-Lift
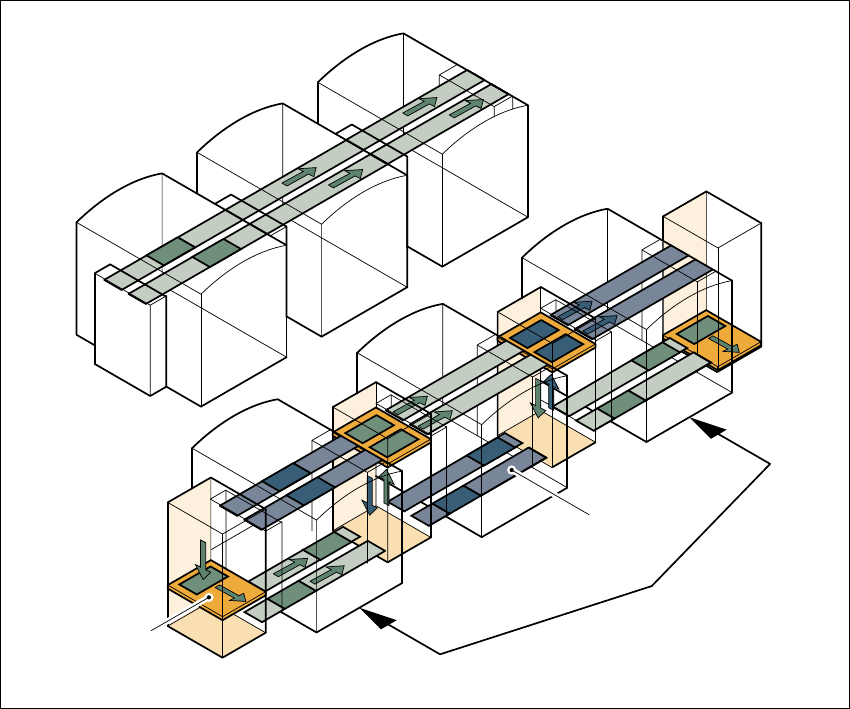
7.12.1 Conceito da montagem em paralelo
De uma maneira geral, as linhas de montagem estão instaladas em série e ligadas entre si em
série. O programa de montagem é realizado de forma sequencial enquanto que as placas de cir-
cuitos impressos são transportados de uma máquina para a seguinte. Significa isso que a mon-
tagem de uma placa de circuitos impressos é distribuída por máquinas automáticas variáveis.
7
Fig. 7.12 - 1 Comparação entre linhas em série e em paralela
Na associação em paralelo, são associados os conteúdos das montagens de máquinas automá-
ticas individuais. Várias máquinas automáticas realizam o mesmo programa de montagem.
Montam todos os componentes numa máquina que, na montagem em série, estão distribuídos
por várias máquinas automáticas. Se a capacidade de uma máquina automática ficar esgotada,
as placas de circuitos impressos são transportadas para a máquina automática seguinte com o
mesmo programa de montar e são aí montadas. Esta combinação de máquinas com o mesmo
conteúdo de montagem é designada por grupo ou ’cluster’.
Linha em série
Linha em paralelo
Transporte
sob o chão
Grupo (Cluster)
Transporte horizontal/
elevador vertical