操作指南.pdf - 第163页
AVK3 维修 手册 7.1 XY 轴限 位调整 D77M CC-83-2S 0-A0 7.1-2
AVK3
维修手册
7.1 XY
轴限位调整
D77MCC-83-2S0-A0
7.1-1
7.1. XY
D77MCC-83-2S0-A0
装置编号:
1087104000
7.1 XY
轴限位调整
= =
1.
千分表
XY
1.
1.
接通电源
[ON]
并返回原点。
2.
选择主操纵盘上机器状态显示中的“
F2
”
(AXIS JOG CHECK)
(轴点动检查)键。
3.
使用“ ”和“ ”键,移动光标到
X
轴限位
字段并输入‘
+28300
’。
+28300
X
-32800
+2300
Y
-38600
在
0 - 10
步之间
1
步
= 0.01
4.
按“
F1
”
(NC AXIS START)
(
NC
轴开始)键来移动
X
轴朝向正限位方向移动。
5.
按“
F8
”
(RETURN TO DISP)
(返回显示)键来返回到机器状态显示。
6.
按“
F1
”
(AXIS JOG CHECK)
(轴点动检查)
“F1” (X/Y AXIS)
(
X/Y
轴)。
7.
使用箭头键来一步一步地移动
X
轴朝向正方向,并确保“
X
轴正限位”在
10
步以内显示。
8.
重复
2
至
7
,对
X
轴负限位和
Y
轴正
/
负限位检查各自的限位位置。
9.
若在进行上述检查中轴移动时显示出限位误差,或直到轴移动多于
11
步之后才显示出限位
误差,则应该调整限位传感器支架的位置以便使限位在上述误差范围内显示。
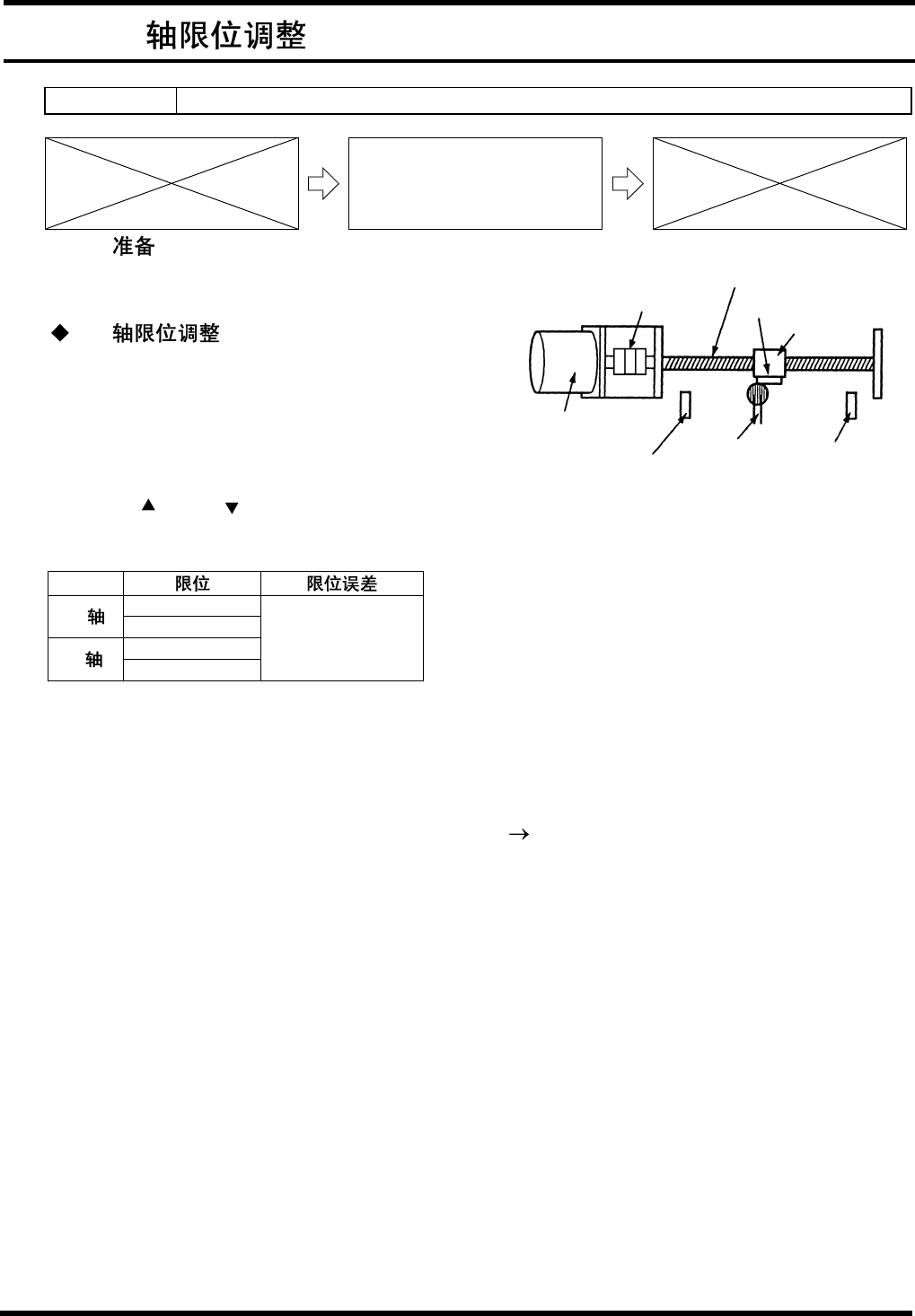
原点止挡
螺母体
滚珠丝杠
X/Y-
轴电机
原位传感器
(+)
限位
(-)
限位
联轴器

AVK3
维修手册
7.1 XY
轴限位调整
D77MCC-83-2S0-A0
7.1-2
AVK3
维修手册
7.2
更换
X / Y
轴电机
D77MCC-83-EC0-A0
7.2-1
7.2. X / Y
D77MCC-83-EC0-A0
装置编号:
7.2
更换
X / Y
轴电机
X / Y
1.
1.
切断电源
[OFF]
。
2.
断开
AC
伺服电机连接器(
15
脚,
4
脚)。
3.
拆下
X
轴滚珠丝杆罩盖。
4.
拧松球型
AC
伺服电机边的
N
型联轴器螺母。
5.
拧下
AC
伺服电机螺(栓
4
件)。
6.
从托架上拆下
AC
伺服电机。
7.
将新的
AC
伺服电机安装到托架上。
8.
对角地拧紧
AC
伺服电机螺栓(
4
件)。
9.
连接
AC
伺服电机连接器(
15
脚,
4
脚)。
10.
手动旋转滚珠丝杆直至螺母体的原点止挡中心对准
X
轴的原点传
感器中心。
11.
接通电源
[ON]
并返回原点。
12.
暂时拧紧
AC
伺服电机一侧的联轴器。
13.
按主操纵盘上的
“
F1
”
(AXIS JOG CHECK)
(轴点动检查)
“
F1
”
(X-Y AXES)
(
X-Y
轴)并检查原点挡块位置使用箭头键对
称地被调整。确保
(+)
和
(-)
两个方向上在离原点相同的步的地方传感器关闭。
若不是,
则应再次松开联轴器进行调整。
= =
若为了调整移开了原点传感器支架,传感器位置就移动了。为了避免这点,松开联轴器
并调整原点挡块位置以使它对准传感器的中心。
14.
确保定位是对称时,然后拧紧
AC
伺服电机侧的联轴器。
= =
当拧紧螺母时,确保
N
型联轴器牢牢地咬住。否则,可能发生驱动错误(过载)。
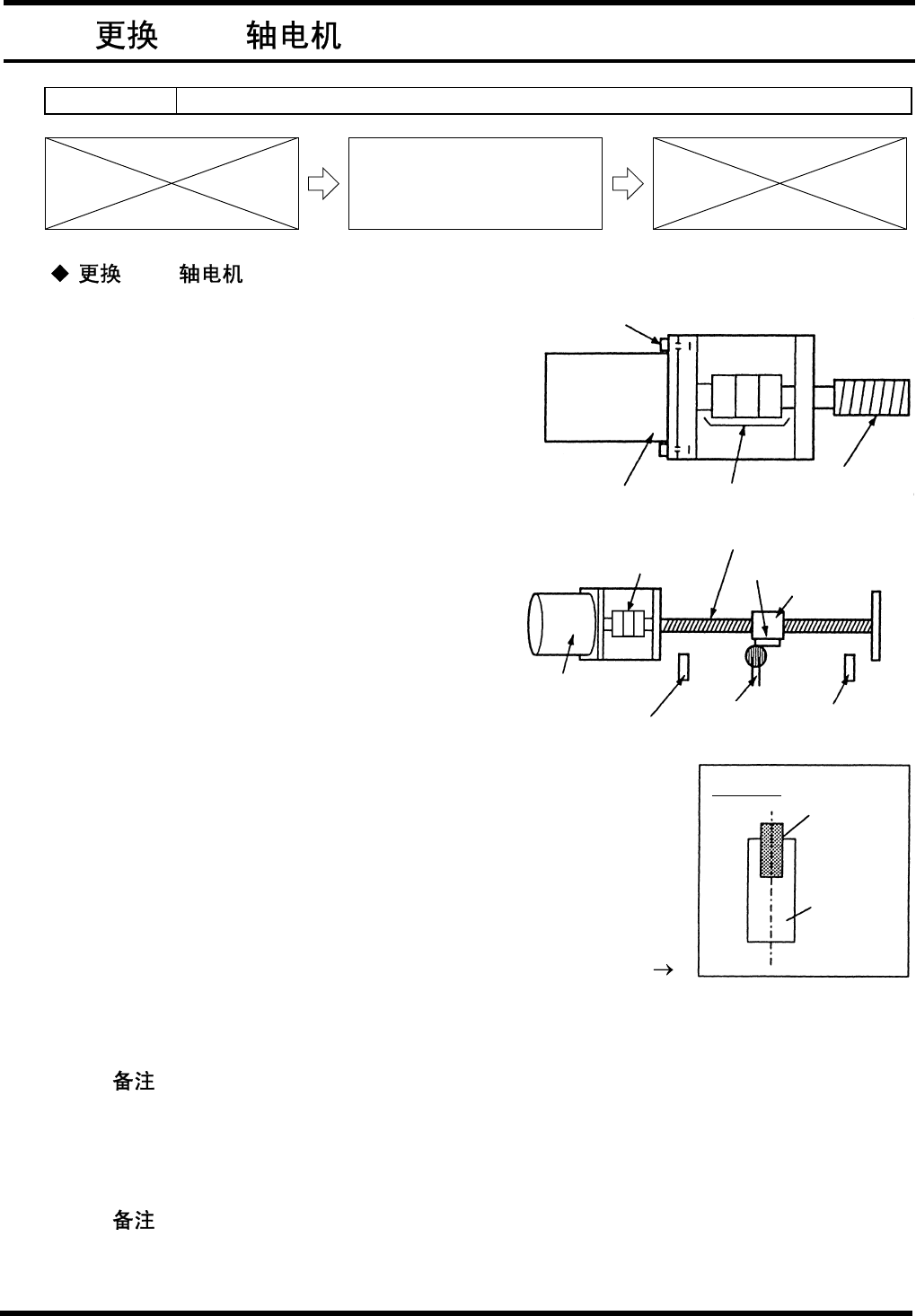
原点传感
原点挡块
A
放大图
AC
伺服电机螺栓
AC
伺服电机
连接
滚珠丝杆
原点挡块
螺母本体
滚珠丝杠
X / Y
轴电机
原点传感
(+)
限位
(-)
限位
联轴器