操作指南.pdf - 第229页
AVK3 维修 手册 7.27 滑动 夹档块 和部件检 测传感器 的清洁 处理 D77M CC-83-1V 0-A0 7.27-2
AVK3
维修手册
7.27
滑动夹档块和部件检测传感器的清洁处理
D77MCC-83-1V0-A0
7.27-1
传感器
7.27.
D77MCC-83-1V0-A0
装置编号:
1087111000 / 1087118000
7.27
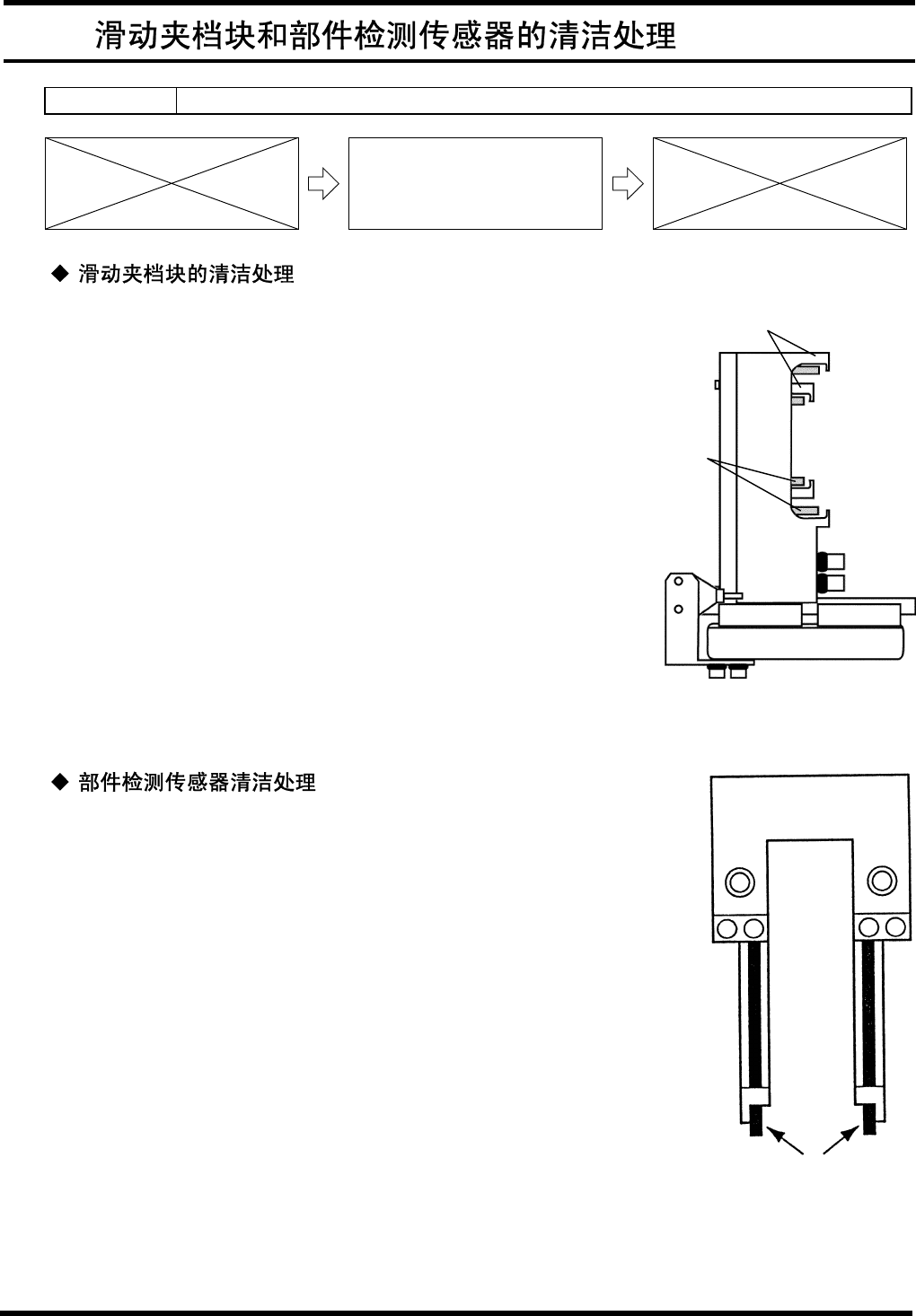
滑动夹档块和部件检测传感器
的清洁处理
1.
1.
接通电源
[ON]
并返回原点。
2.
合上副操纵盘的“滑动块横动”开关
[ON]
。
3.
一边切换副操纵盘的“改变传送跨距”开关
[ON]/[OFF]
时,一边使用浸泡在酒精或者清
漆中的棉纱球,清洁滑动夹档块和活塞。
2.
1.
接通电源
[ON]
并返回原点。
2.
将供料器移动到备用位置。
3.
清洁传感器时,应使用在酒精或清漆中浸泡过的棉纱。
滑动夹挡块
活塞

AVK3
维修手册
7.27
滑动夹档块和部件检测传感器的清洁处理
D77MCC-83-1V0-A0
7.27-2
AVK3
维修手册
7.28
滑动夹行程调节
D77MCC-83-2D0-A0
7.28-1
7.28.
D77MCC-83-2D0-A0
装置编号:
1087109000 / 1087111000
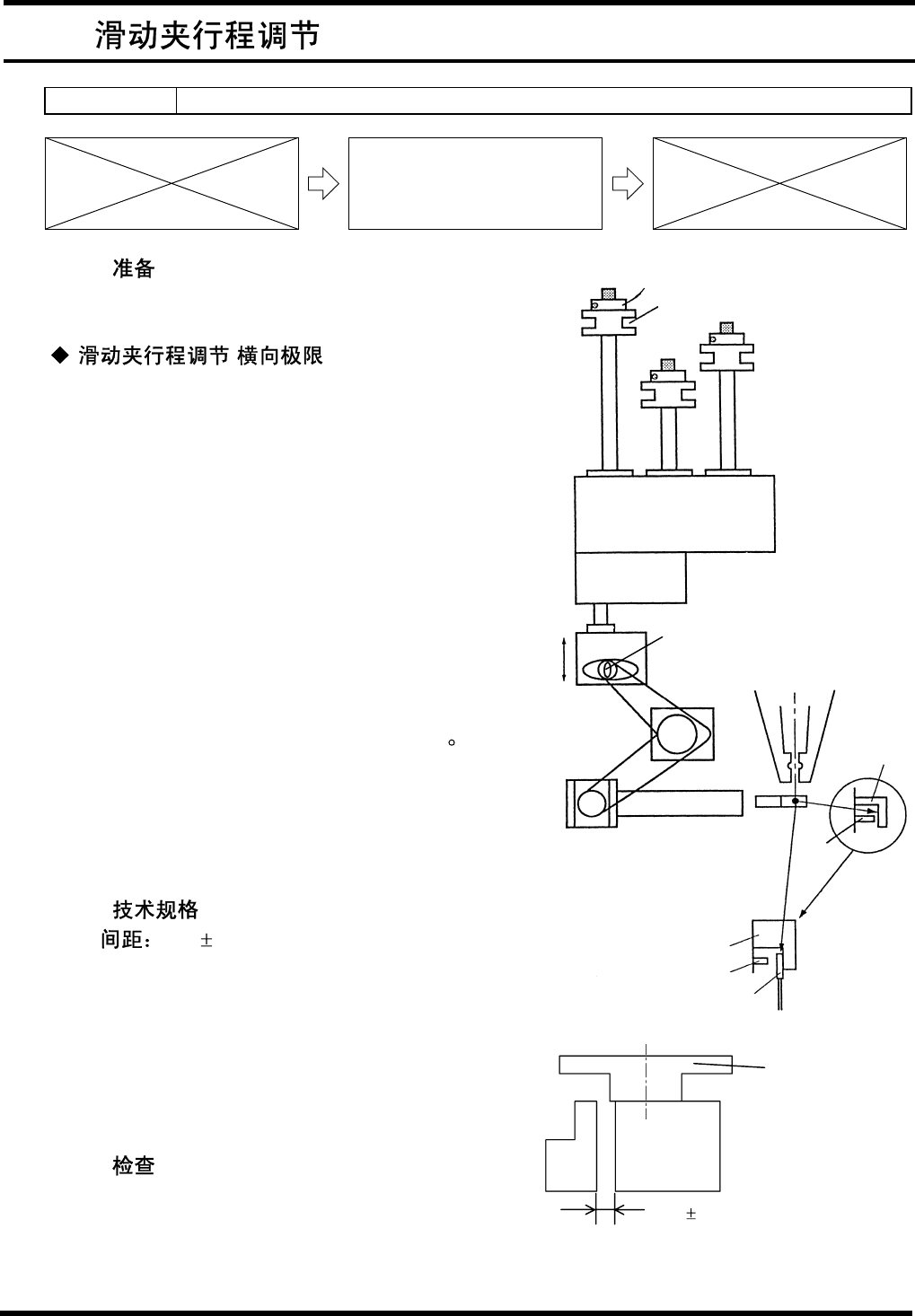
7.28
滑动夹行程调节
= =
1.
厚度量规
( )
1.
1.
接通电源
[ON]
并返回原点。
2.
检查副操纵盘的“插件头伺服电机
OFF
”
开关是否关闭
[OFF]
。
3.
合上副操纵盘的“改变传送跨距”开关
[ON]
。
4.
合上副操纵盘的“滑动转置”开关
[ON]
。
5.
断开插件头开关中的“插件头制动”开
关
[OFF]
(释放)。
6.
将循环定时器的手动旋钮旋转至
83 - 93
。
7.
合上“插件头制动”
开关
[ON] (
锁定
)
。
8.
检查插入装置切割器(固定刀片)和滑
动夹顶端之间的间距。
= =
0.4 0.05 mm
9.
如超出规定的范围,则应拧松滑行行程螺母。
10.
旋转滑行块,调节插入装置刀具(固定
刀片)和滑动夹顶端之间的间距。
11.
再次检查间距。
= =
检查横动极限的位置,并再次
返回极限。
滑动行程螺母
滑动块
凸轮随动件行程
LM
导轨
* A
活塞
编带
(52 mm)
活塞
滑动夹档块
滑动夹
档块
上
下
(52mm)
滑动夹
(26 mm)
刀具
(
固定刀口
)
0.4 0.05 mm