1OM-1434-004_w.pdf - 第115页
1 - 56 3.1 线路板搬入和元件贴装 3.1.8 线路板搬出 元件贴装完成的线路板从线路板搬出部传送到后工序。 Note 后工序的排出使用非标准方式,后工序的线路板搬送速度慢时,请将 搬送速度调整到与后工序侧一致。 进行传送带的 Y 位置排列动作时,有可能发生线路板夹入。 请将装置系统 → 运行参数 → 前后工序模式设定 → 后工序设定的搬 送速度 ( 初期值 :300[mm/ 秒 ]) 调整到与后工序侧一致。 0710 - 00…
1-55
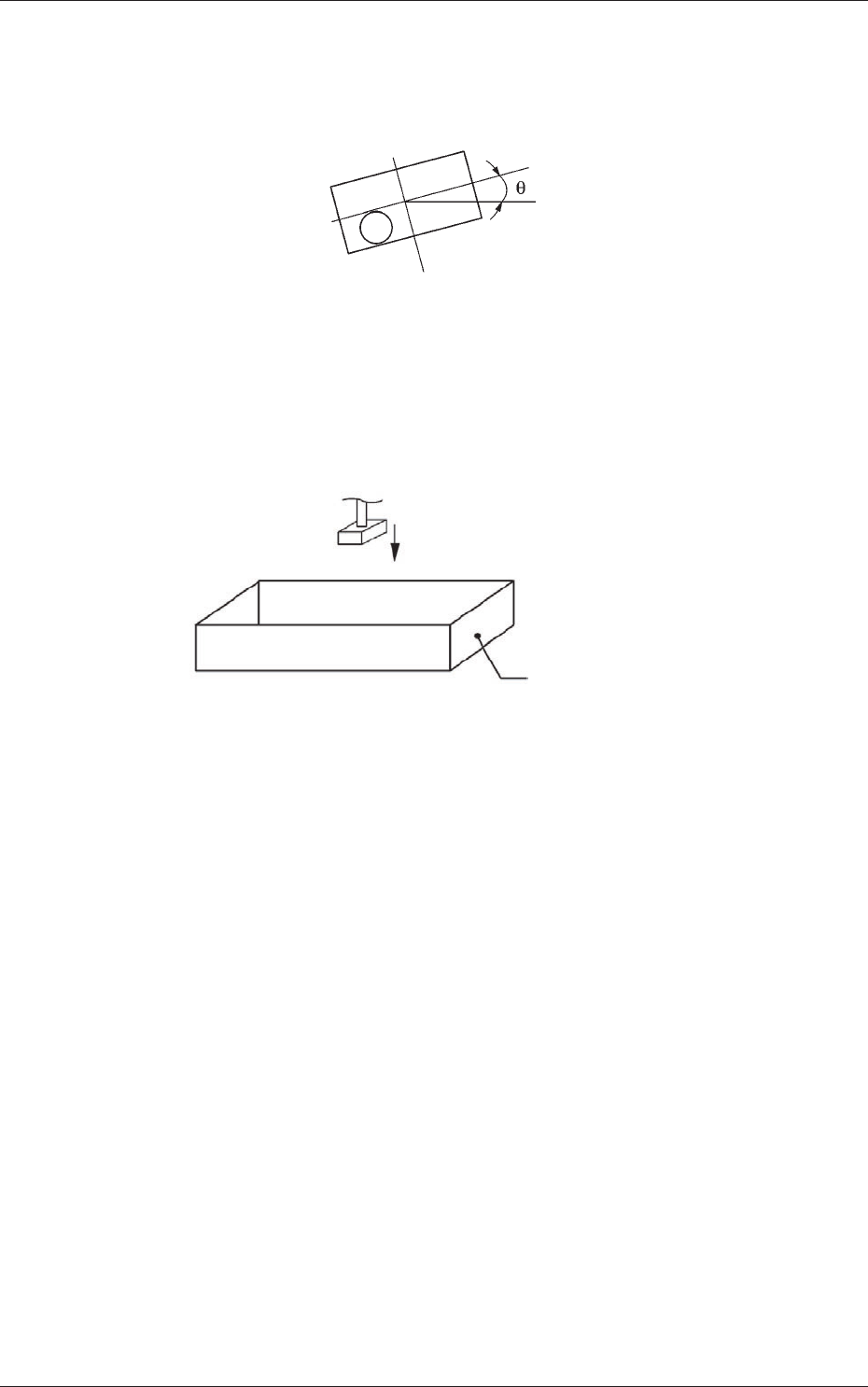
(2) 识别补正 ( 角度补正 )
旋转安装头,设定元件在线路板程序中指定的贴装角度 ( 贴装方向 )。
此时也可以补正根据元件识别得出的角度偏离 (
θ
)。
Fig.1A35
(3) 元件排出 ( 元件排出箱 )
在元件识别处理中识别为异常时,安装头向元件排出箱上移动,排出
元件。
Fig.1A36 元件排出
3.1.7 元件贴装
安装头向待机于线路板定位部的线路板的线路板程序中指定的贴装坐
标上移动。
此时补正根据元件识别测出的吸取位置偏离 (X、Y)。
以元件数据库为基础控制吸嘴的最下限。
关闭电磁阀,将吸嘴吸取的元件贴装到线路板上。
前 · 后横梁的一侧贴装元件,另一侧进行吸取动作,交替反复进行,
两横梁有效地进行实际贴装。
3.1 线路板搬入和元件贴装
0710-001
元件排出箱

1-56
3.1 线路板搬入和元件贴装
3.1.8 线路板搬出
元件贴装完成的线路板从线路板搬出部传送到后工序。
Note
后工序的排出使用非标准方式,后工序的线路板搬送速度慢时,请将
搬送速度调整到与后工序侧一致。
进行传送带的 Y 位置排列动作时,有可能发生线路板夹入。
请将装置系统
→
运行参数
→
前后工序模式设定
→
后工序设定的搬
送速度 ( 初期值 :300[mm/ 秒 ]) 调整到与后工序侧一致。
0710-001

1-57
4. 各种功能
4. 各种功能
4.1 线路板识别功能
在线路板上通常设置 2 处线路板识别标记,用线路板识别照相机检出
与识别标记坐标数据的位置偏离量,自动补正元件的贴装位置的功能。
有补正线路板整体的“全体识别”和补正每个重复图形的“分块识别”
和补正各个元件贴装点的“各个识别”。
Note
(a) 因线路板的外形尺寸偏差产生线路板定位部上的机械定位精确度
偏差时,线路板识别功能变为有效。
(b) 线路板识别标记是判断贴装图形的位置的记号。
因此识别标记和贴装图形的位置关系要确定,如果不确定,无法
提高贴装精度。
Reference
关于使用该功能的线路板程序的编制,请参照第三卷 : 数据 第三章
1.2 操作数据。
0710-001