sFAB-COM-OPM-0014SSFAB优化使用指南.pdf - 第4页
- 3 - sFAB-COM-OPM-0014 1. Job 的优化功能 1.1 对于 1 个 Job 的元件分配功能 1.1.1 Job 编制器的生产线平衡 将元件分配到生产线的各个机器 中,并使各 机器上通过简易计算得出的周期 时间均等。 <优点> ・ 优化演算的处理速度快。 <缺点> ・ 因为周期时间为简易计算,所 以不容易取得周期时间的平衡。 ・ 因为不进行元件的贴装顺序和 供料器配置等优化,所以分配后需要在各个机 器上 进行优…

目 录
- 2 -
sFAB-COM-OPM-0014
<注意>
本机器的正式名称是「sFAB50」。
在运往日本以外的地区时请使用上述名称。
另外,将本产品移设到贵公司的海外工厂或者转卖给国内外的第三方时,请事先与
富士机械制造株式会社或者本公司代理商取得联系。
Microsoft Excel
TM
是美国 Microsoft Corporation 的登录商标。
本软件正在研发,功能和操作画面等有不经预告就变更的可能。
XY5O0jHP
XY5O0jHP
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
- 3 -
sFAB-COM-OPM-0014
1. Job的优化功能
1.1 对于1个Job的元件分配功能
1.1.1 Job编制器的生产线平衡
将元件分配到生产线的各个机器中,并使各
机器上通过简易计算得出的周期时间均等。
<优点>
・优化演算的处理速度快。
<缺点>
・因为周期时间为简易计算,所以不容易取得周期时间的平衡。
・因为不进行元件的贴装顺序和供料器配置等优化,所以分配后需要在各个机器上
进行优化。
1.1.2 生产线平衡(Line Balancer)
在对各机器上的元件贴装顺序和供料器配置等实行优化的同时,向机器分配元件,
并使生产线上各机器的贴装周期时间均等。
<优点>
・在对各机器的元件贴装顺序和供料器配置等实行优化的同时向机器分配元件,容
易取得周期时间的平衡。
・元件的贴装顺序和供料器配置也被优化,不需要在各机器上实行优化。
<缺点>
・处理时间较长。
1.2 对于1个Job的优化功能
1.2.1 Job编制器的优化
对于分配到各个机器上的元件贴装顺序和供
料器配置进行优化。
1.3 对于复数Job的优化功能
1.3.1 多Job生产线平衡(Multi Job Line Balancer)
将复数Job上的元件分配到生产线上存在的机器,并在最少供料器换线状态下创建
供料器配置。
多Job生产线平衡时不进行生产程序的创建。实行多Job生产线平衡后,需要分别在
每个Job的各个机器上实行 [ 生产程序/报告的创建 ] 指令。
SFAB尚未对应。
预定对应:2014/Q4。
SFAB尚未对应。
预定对应:2014/Q4。
SFAB尚未对应。
预定对应:2014/Q4。
SFAB尚未对应。
预定对应:2014/Q4。
XY5O0jHP
XY5O0jHP
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
- 4 -
sFAB-COM-OPM-0014
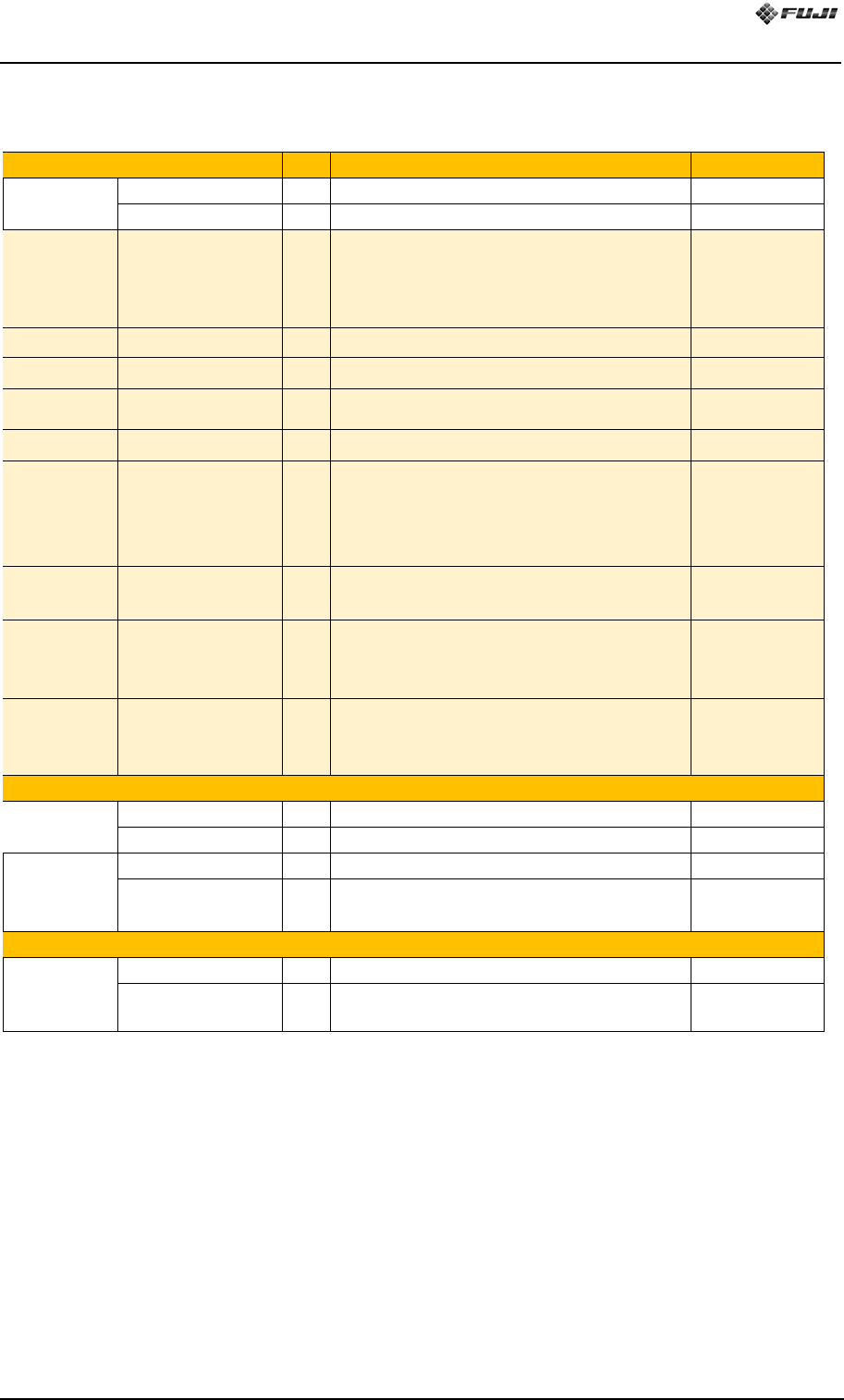
2. 优化的参数
可以在[Machine Configuration]-[General]上设定的优化选项参数如下所示。
项目 状況 详细功能 备注
Optimaize Nozzle
Station
[yes] ○
优化时进行吸嘴配置。
[No] ○
优化时不进行吸嘴配置。
Optimizer Type [Speed
/Optimal
/Time Limit]
- 设定优化的计算自体条件。
・Speed:快速计算优先
・Optimal:尽可能寻找优化条件
・Time Limit:超过设定时间时结束计算
2014/Q4 对应预定
现状为非表示。
Time Limit
- Optimizer Type 为 Time Limit 时的参照时间。 2014/Q4 对应预定
现状为非表示。
Optimize For
Cycle Time
[Y/N]
- Yes 时,考虑模组間平衡后向全模组分配供料器。 2014/Q4 对应预定
现状为非表示。
Sort by Part
Height for OF
head
[Y/N]
- Yes 时,根据从低到高的元件高度排列贴装顺序。 2014/Q4 对应预定
现状为非表示。
Use Current
Feeder Setup
[Y/N]
- Yes 时,优化供料器配置时固定既存供料器的配置。Multijob Line
Balancer 中使用。目的是减少换线作业。
2014/Q4 对应预定
现状为非表示。
Check Part Sensor [ Use if present
/Must use
/Do not consider ]
- 对于进行元件检查的对象元件的分配,设定是否考虑带 Part Sensor
的工作头。
・Use if presnt:带传感器工作头优先。没有带传感器的工作头时则
重视生产线平衡
・Must Use:必须配置在带传感器的工作头上
・Do not consider:不考虑传感器
2014/Q4 对应预定
现状为非表示。
Feeder
Duplication
[ Y/N ]
- 设定是否将相同元件分配到复数的模组(与供料器相比更重视模
组)。由此提高周期时间。
2014/Q4 对应预定
现状为非表示。
Divide Parts on
Fixed Feeders
[ Y/N ]
- 此设定为 Yes 时,对于以上 Feeder Duplication 为 Yes 时的固定供料
器的元件也进行分割。
2014/Q4 对应预定
现状为非表示。
Check for Reject
Conveyor
[ Y/N ]
- 此设定为 Yes 时,检查是否存在用于排出错误元件的搬运轨道。因为
必须使用搬运轨道排出。
2014/Q4 对应预定
现状为非表示。
▼Mark
Mark Reset
[Reset] ○
进行基准定位点的自动配置。
[<n/c>] ○
不进行基准定位点的自动配置。但是在未设定时进行。
Mark
Conpensation
Count
[2mark] ○
基准定位点的自动选择时选择 2 个定位点。
[3mark] ○
基准定位点的自动选择时选择 3 个定位点。
▼Tray
Allocate the same
to one drawer
[yes] ○
2 块放置料盘时,仅在料盘上配置相同元件。
[No] ○
2 块放置料盘时,对料盘上配置元件无限制。
XY5O0jHP
XY5O0jHP
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW
Downloaded at 2015/10/08 22:10:251 by 3NEC4804 DL#gmnjhEjW