N7201A426C.pdf - 第57页
NPM-D 通用型转印装置 4.1 转印材料的初始供给方法与成膜确认 MFTU-EJM1D C-MB-04N-00 Page 4-9 [ 补充 ] 关于初始供给量 初始供给量 V 以下述计算式算出。 ∗ 如超过初始供给量,则会从刮刀的两 端漏出,造成材料浪费。 z 关于初始供给量 V 的想法 z 初始供给量 V 的内容 成膜必要区域 A: 130 [mm] ± (23.5 + 50) [mm] ± 生成膜厚 t = 9555 ± t…
NPM-D
通用型转印装置
4.1
转印材料的初始供给方法与成膜确认
Page 4-8 MFTU-EJM1DC-MB-04N-00
9
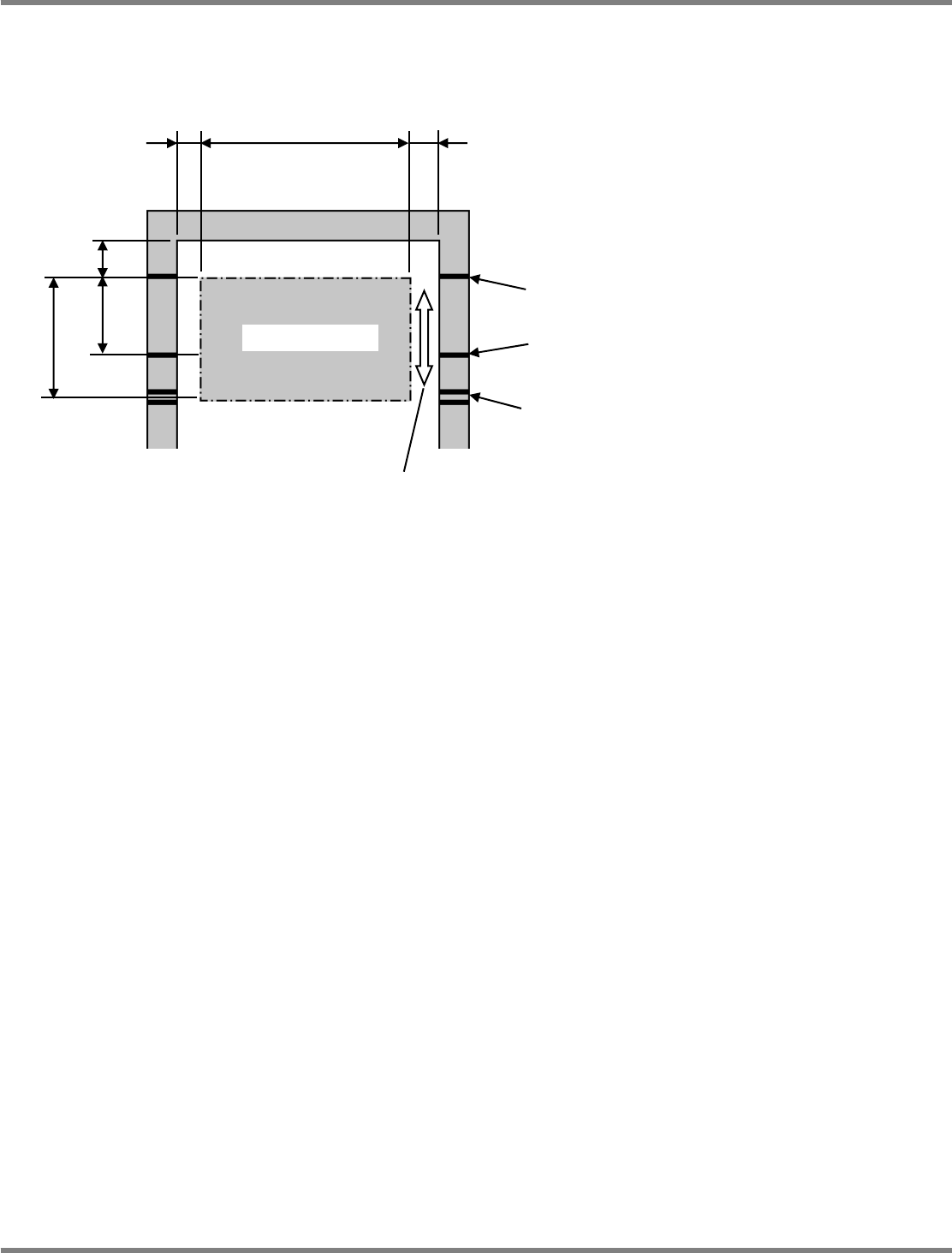
确认膜。
打开盖,目视确认左图的必要稳定膜范围内形成
了均匀的膜。
∗
Y
方向请以刻印为目标。
∗
一直到在必要稳定膜范围内形成了稳定的膜为
止、重复步骤
6 ~ 9
的操作。
刻印
刻印
2
吸嘴头标准范围
刻印
8
吸嘴头标准范围
2
吸嘴头转印位置扩张设定时的范围
关于转印位置扩张设定,请参照
‘3.3.2
转印开关
’
。
110 mm 10 mm 10 mm
范围
2: 30 mm
必要稳定膜范围
Y
方向
范围
1: 50 mm
26 mm
NPM-D
通用型转印装置
4.1
转印材料的初始供给方法与成膜确认
MFTU-EJM1DC-MB-04N-00 Page 4-9
[
补充
]
关于初始供给量
初始供给量
V
以下述计算式算出。
∗
如超过初始供给量,则会从刮刀的两端漏出,造成材料浪费。
z
关于初始供给量
V
的想法
z
初始供给量
V
的内容
成膜必要区域
A: 130 [mm]
±
(23.5 + 50) [mm]
±
生成膜厚
t
= 9555
±
t [mm
3
]
调整区域
B: 130 [mm]
±
80 [mm]
±
生成膜厚
t
=10400
±
t [mm
3
] ········
考虑了膜完了后的安全区域
补充区域
C: 1500 [mm
3
] ··················
生产中由于转印而发生的消费量
初始供给量
V
t:
生成膜厚
[mm]
V = A + B + C = 9555
±
t + 10400
±
t + 1500 [mm
3
]
= (9555 + 10400)
±
t + 1500 [mm
3
]
= 19955
±
t + 1500 [mm
3
] ·········· (
式
1)
例:生成膜厚
t = 0.20 [mm]
时、必要的供给量:
V = 19955
±
0.20 + 1500 = 5491 [mm
3
]
所以成为
5500 [mm
3
]
。
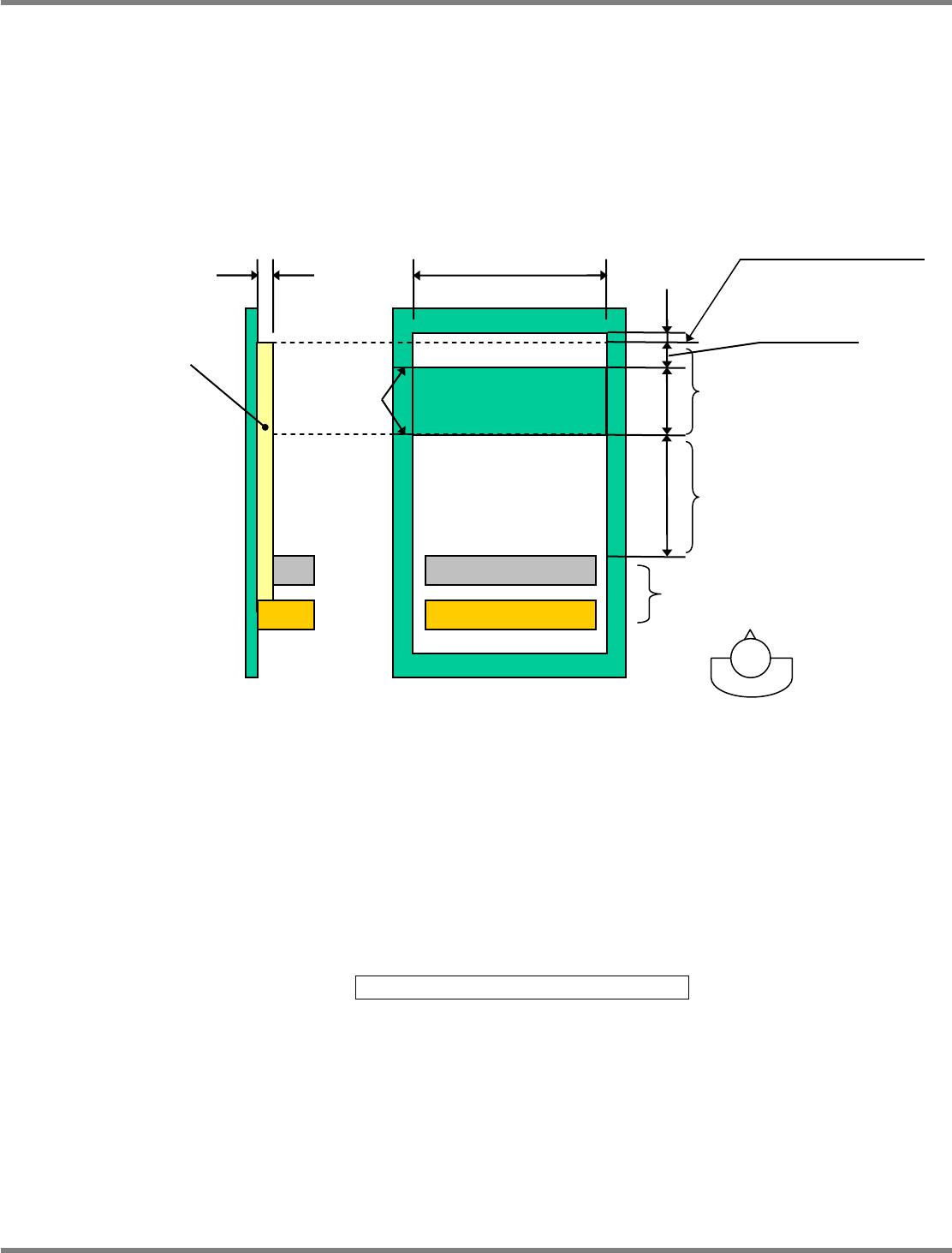
刮板
转印区域
刮刀
130 (mm)
成膜必
调整
区域
B
补充
区域
C
生成膜厚
t
刮动开始位置
刻印
2.5 (mm) 50 (mm) 80 (mm)
23.5 (mm)
转印材料
NPM-D
通用型转印装置
4.2
自动供给参数的设定
Page 4-10 MFTU-EJM1DC-MB-04N-00
4.2
自动供给参数的设定
作为自动供给参数,有这样
3
个:
c
材料供给气压
d
转印材料供给时间
e
转印可能次数
(根据前次转印材料供给而来的转印可能次数)
自动供给参数的标准设定如下。
c
材料供给气压
0.25 [MPa]
z
压力的设定方法请参照
‘4.2.4
材料供给气压的调整
’
。
d
转印材料供给时间
1 [s]
z
供给时间的设定请参照
‘3.3.2
转印开关
’
。
e
转印可能次数的算出请按以下步骤进行。
z
转印可能次数的设定请参照
‘3.3.2
转印开关
’
。
请将
‘
转印材料供给停止模式
’
设定为
‘ON:
自动供给
’
。
4.2.1
转印材料的吐出量的计测
4.2.2 1
每一个包装的转印消费量的计测
4.2.3
转印可能次数的算出