N7201A426C.pdf - 第60页
NPM-D 通用型转印装置 4.2 自动供给参数的设定 Page 4-12 MFTU-EJM1DC- MB-04N-00 6 按下 。 7 按下 。 8 按下 。 9 按下 [ 转印 ] 。 10 按下 + [ 供給 ] 。 ∗ 将供给时间设定为 1s 。 11 将伺服开关置于 OFF 12 计测薄膜的重量。 打开盖,将薄膜从前方拉出,计测薄 膜的重量。 ∗ 根据吐出前与后的薄膜的重量差来求 得吐出 量。 ChangeFdrStampe…
NPM-D
通用型转印装置
4.2
自动供给参数的设定
MFTU-EJM1DC-MB-04N-00 Page 4-11
4.2.1
转印材料的吐出量的计测
测定自动供给
1
次的吐出动作的转印材料吐出量。
但是,可以想象到由于注射器内的转印材料的残余量、成分以及温度变化,吐出量会有偏差,所以请作为
求取自动供给参数时的大概目标来使用。
吐出量的计测请在实施
‘4.1
转印材料的初始供给方法与成膜确认
’
前执行。
在计测吐出量之前,请将下述自动供给参数设定为标准值。
① 材料供给气压
0.25 [MPa]
z
压力的设定方法请参照
‘4.2.4
材料供给气压的调整
’
。
② 转印材料供给时间
1 [s]
z
供给时间的设定请参照
‘3.3.2
转印开关
’
。
1
装上转印台和刮刀装置。
请参照
‘2.2
转印台、刮刀装置以及刮板的安装
’
进行转印台与刮刀装置的安装。
∗
请不要安装刮板。
移动转印台,使得刮板驱动部位于离转印台内壁
约
100 mm
的位置。
2
安装注射器。
请参照
‘2.3
转印材料的安装
’
,装上内有转印材
料的注射器。
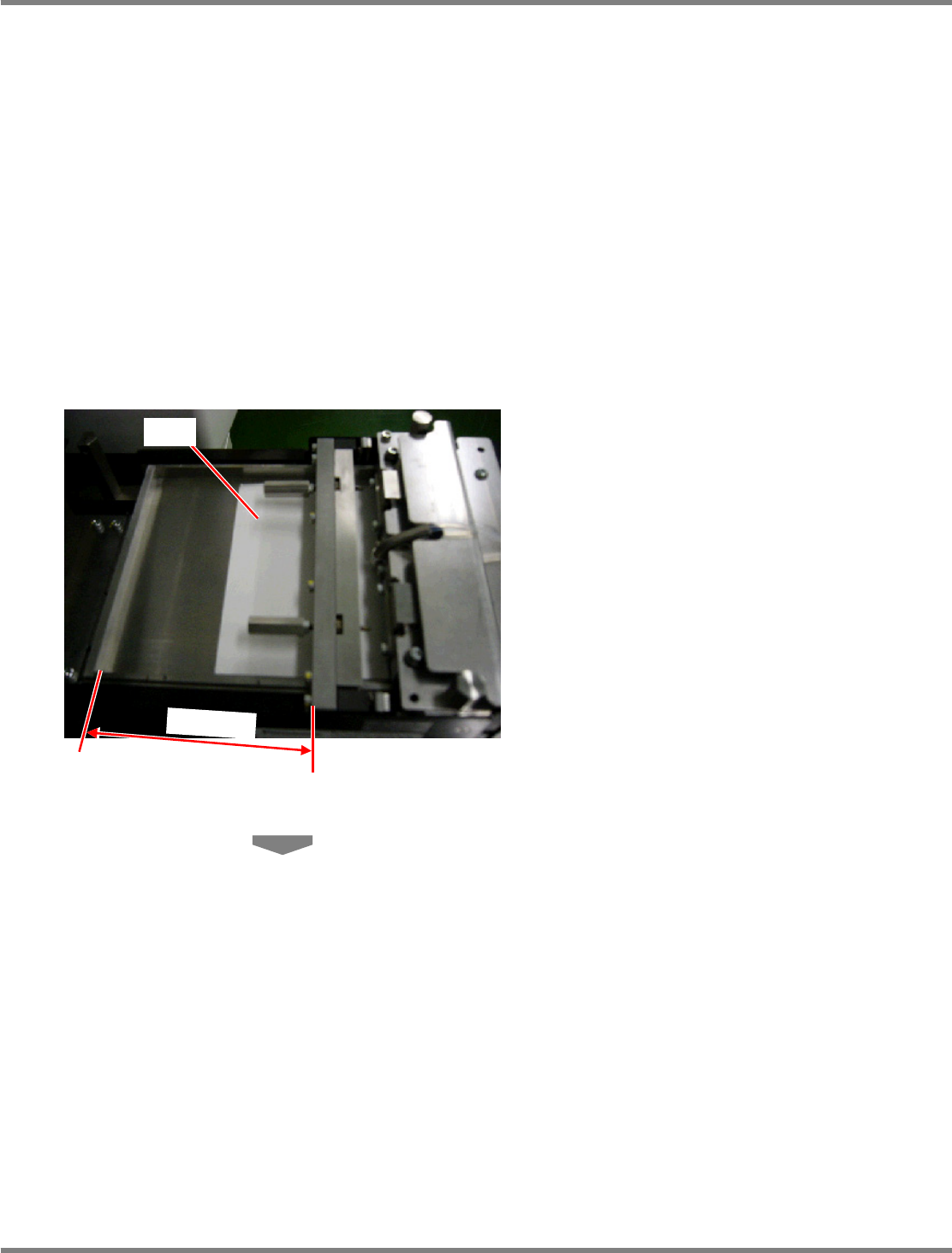
3
将转印装置设置在运转位置。
4
在管子端部的下面铺上薄膜状的铺垫
物。
∗
要吐出在该薄膜上。
事前要计测好薄膜的重量。
(根据吐出前后的重量差来计测吐出量。)
5
将转印装置设置在运转位置。
约
100 mm
薄膜
NPM-D
通用型转印装置
4.2
自动供给参数的设定
Page 4-12 MFTU-EJM1DC-MB-04N-00
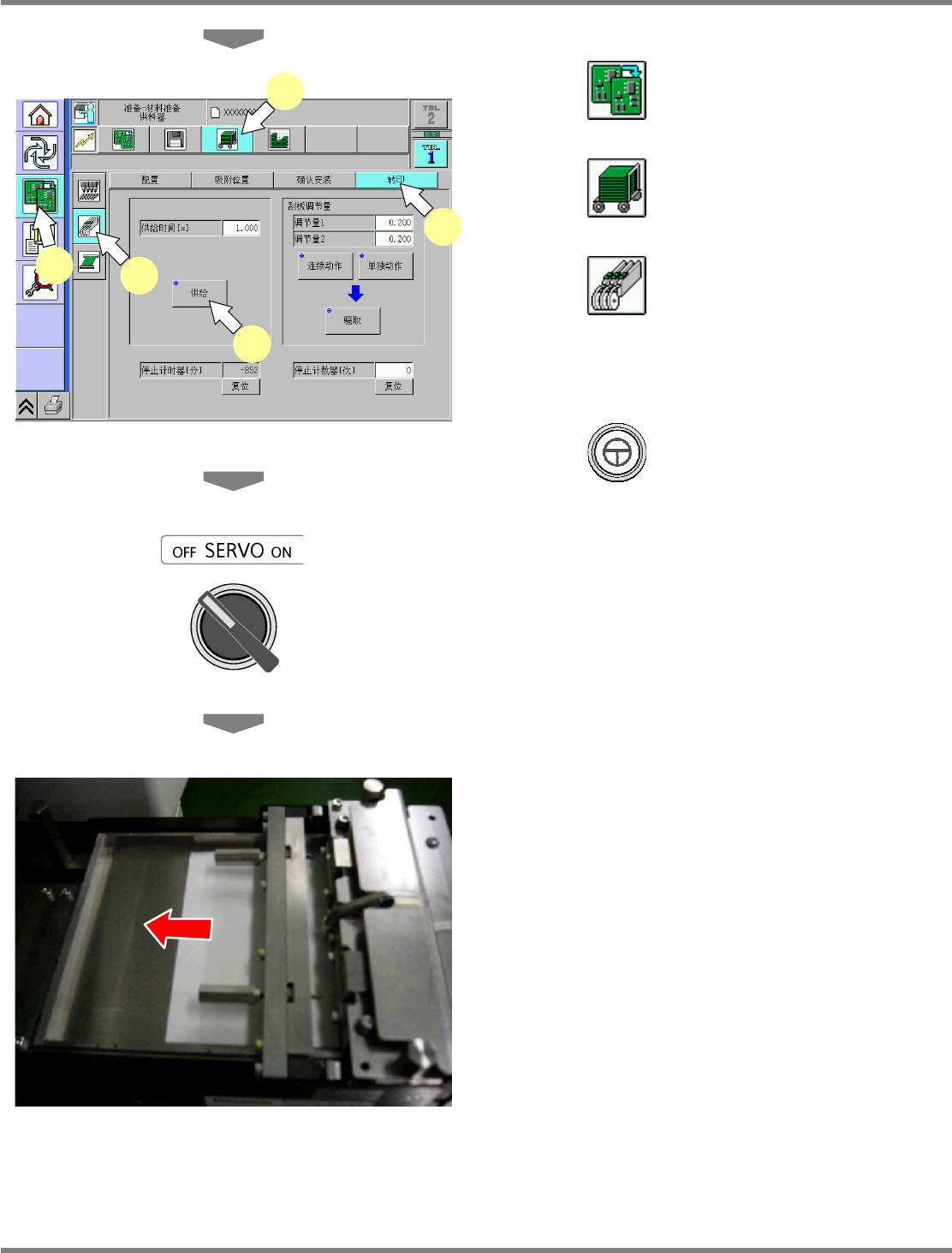
6
按下
。
7
按下
。
8
按下
。
9
按下
[
转印
]
。
10
按下
+ [
供給
]
。
∗
将供给时间设定为
1s
。
11
将伺服开关置于
OFF
12
计测薄膜的重量。
打开盖,将薄膜从前方拉出,计测薄膜的重量。
∗
根据吐出前与后的薄膜的重量差来求得吐出
量。
ChangeFdrStamperUnit-01C00
6
7
8
9
10
NPM-D
通用型转印装置
4.2
自动供给参数的设定
MFTU-EJM1DC-MB-04N-00 Page 4-13
4.2.2
每
1
个包装的转印消费量的计测
请测定转印前与转印后的包装的重量,来求取。
但是,可以想象到由于转印材料的成分、温度变化以及焊锡点的表面状态的不同,转印消费量会有偏差,
所以请作为求取自动供给时的大概目标来使用。
z
请事前计测要转印的元件的重量。
z
请在实测转印消费量之前,实施
‘4.1
转印材料的初始供给方法与成膜确认
’
。
1
按下
。
2
按下
。
3
按下
。
4
按下
[
转印
]
。
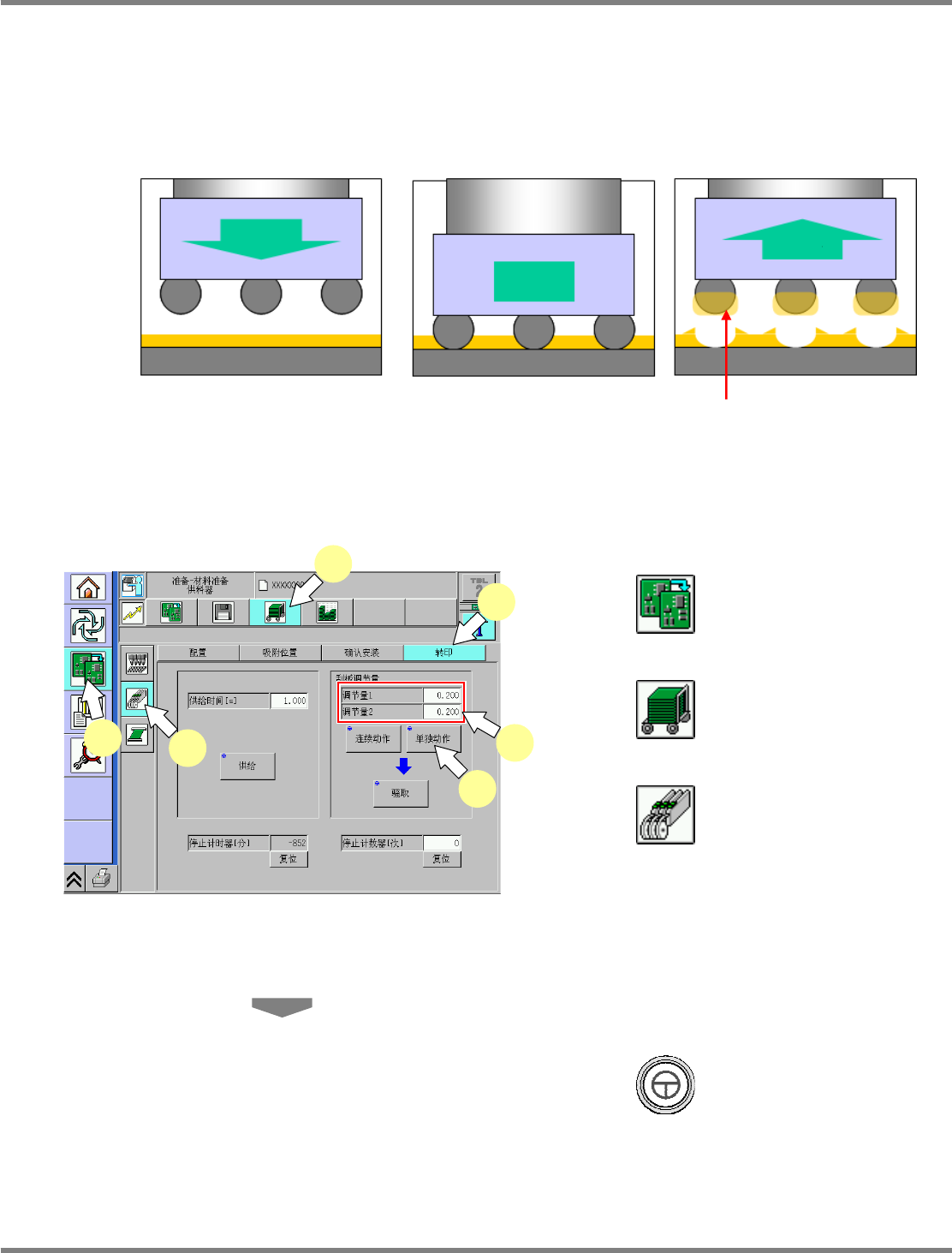
5
请根据要转印的元件来设定刮板调节
量
1
、
2
的値。
6
按下
+ [
单独动作
]
。
转印消费量
ChangeFdrStamperUnit-01C00
1
2
3
4
6
5
下降
停止
上升