00196044-05 - sg x und x4i fse_en.pdf - 第604页
MTC2 Masterdrives Setting the CAN bus address at the master drive PMU S tudent Guide (FSE) SI PL ACE X Series and X4I MTC2 Edition 01/2009 EN 608 14.4.4 Setting the CAN bu s addr ess at the master drive PMU It is necessa…
MTC2
Factory settings Masterdrives
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN MTC2
607
U501 = Machine data
P060 = Function parameters for selection of current menu
Index 4: Address
P095 = Motor list with standard motors
P096 =Function parameter motor
Define serial Interface:
P700 interface address of COM 1
P701 baud rate 8 is equal to 38400
14.4.3 Factory settings
Reset the Master drives to the define defaults
You must change 3 Parameters to define the defaults
after this you can download the parameter set for the axis.
Change parameter P053 from 7 to 6 (this value is a binary code 0111 --> 0110).
Set Parameter P060 from 7 to 2.
Change Parameter P970 from 1 to 0. Parameter-Reset is started.
Check the serial interface and CAN Bus address after RESET:
Adjust the V24 (RS232) Interface.
– Parameter P700 = 0
– Parameter P701 --> index 1 = 8 (= baud rate 38400).
Check the address for Can -Bus Parameter P918.
Download the Parameter set for the Axis with the Laptop.
ATTENTION:
When setting factory defaults, the axis concerned must not be subject to position control.
MTC2
Masterdrives Setting the CAN bus address at the master drive PMU
Student Guide (FSE) SIPLACE X Series and X4I
MTC2 Edition 01/2009 EN
608
14.4.4 Setting the CAN bus address at the master drive PMU
It is necessary to enter the addresses of the feed and lifting axes on the PMU’s (Parameterization Units)
for the Master drives on initial commissioning of the MTC and after the replacement of the Master drives.
This can be performed external to the MTC. The Master drives must be supplied with 24 V DC. The
control for the related axis must be shut down.
These brief instructions show how to enter the address for the Masterdrive of the lifting axis for tower 1.
For more detailed information, see the chapter "Parameterization" in the user manual for "SIMOVERT
MASTERDRIVES".
The following addresses are provided for the lifting and feed axes:
X Select , to go to the parameter numbers.
X Step with , until you reach the seven segment number
P060
. This is the menu selection.
X Select . A number will appear on the display. This is the
Parameter menu
.
X Step with , until you reach the number
4
. ("4" means "module configuration").
X Select . You will see
004
on the display. This is the status indicator for
Module configuration
.
X Select , to go to the parameter numbers. You will see
P060
.
X Step with , until you reach the seven segment number
P918
. This is the parameter number for
the bus address.
NOTE:
For setting the CAN Bus address you could use the software "Drive Monitor". For manual
adjustment of the CAN bus address, see Section (14.3 MTC2 Calibration and Settings
J
571 ) .
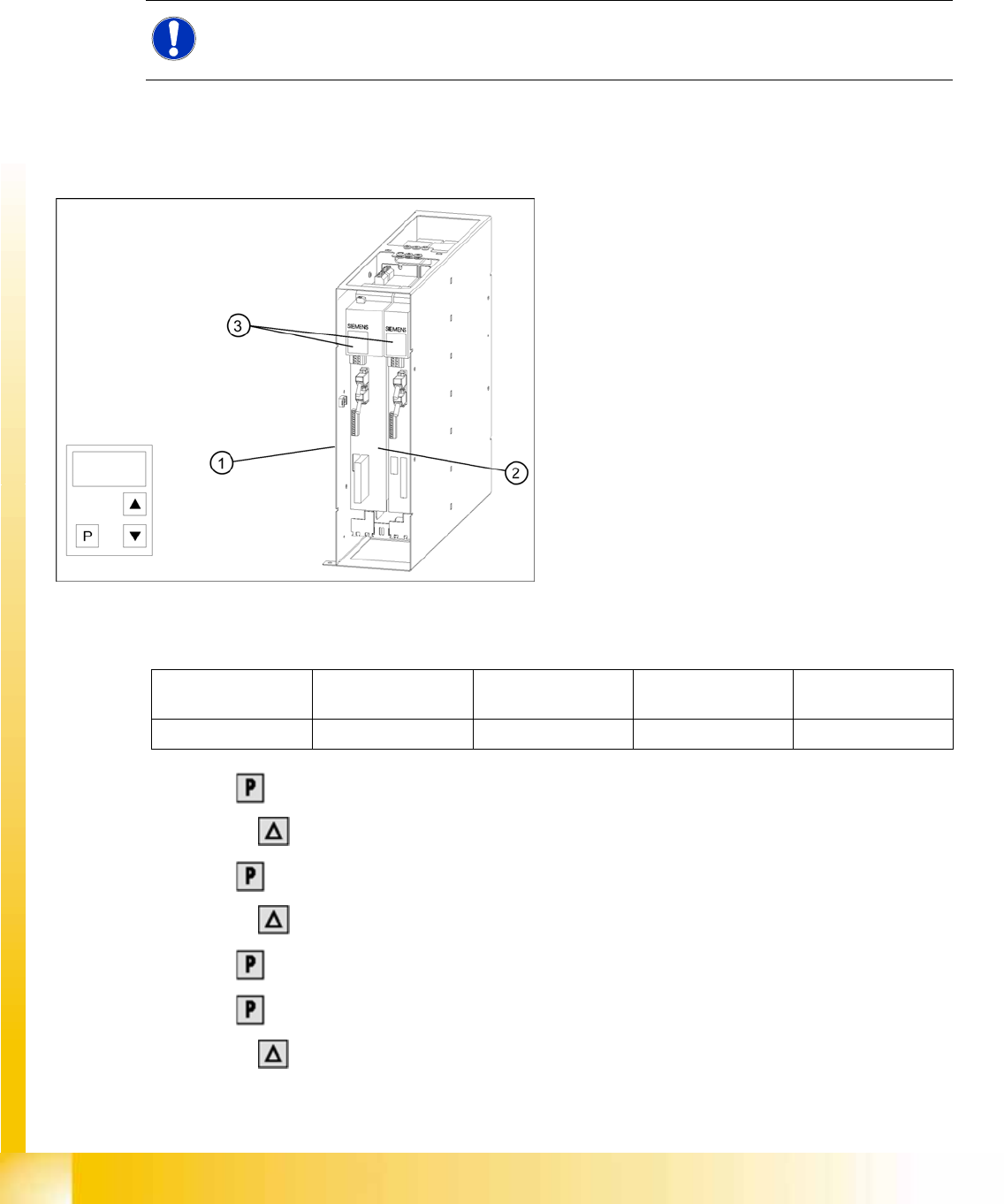
14-65: Masterdrives of the lifting and feed axes (shown here for tower 1)
Legend:
1. Masterdrive of the lifting axis for tower 1
2. Masterdrive of the feed axis for tower 1
3. Masterdrive of the lifting axis for tower 2
4. Masterdrive of the feed axis for tower 2
5. Control panels
Lifting axis 1
(PMU 1)
Feed axis 1
(PMU 2)
Lifting axis 2
(PMU 3)
Feed axis 2
(PMU 4)
Address 1234
MTC2
Setting the CAN bus address at the master drive PMU Masterdrives
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN MTC2
609
X Select , to go to the parameter index. You will see
001
, which is index 1. (an index is always
indicated by a small line).
X Select , to go to the parameter value. You will see
1
. This is the address of the lifting axis for
tower 1.
X Select , to return to the parameter numbers. You will see
P918
.
X Step with , until you reach the number
P060
. Now you are back in the menu selection.
X Select and set with
1
. You will be taken back to the
Parameter menu
.
X Select . You will see
009
.
X Select . You will see
P60
.
X Set
r000
.
X Select . The initial state will be restored.
NOTE:
For the PMU 2 (feed axis 1) setting, you will need to step with until you reach
2
.