RDS_Lacktrockner_en.pdf - 第9页
9 Gentle cooling to below 60 °C After the drying process, the warm process atmosphere is extracted. Despite this, the component still has an outlet temperature of around 60 °C. A separate air or water-cooled cooling unit…
8
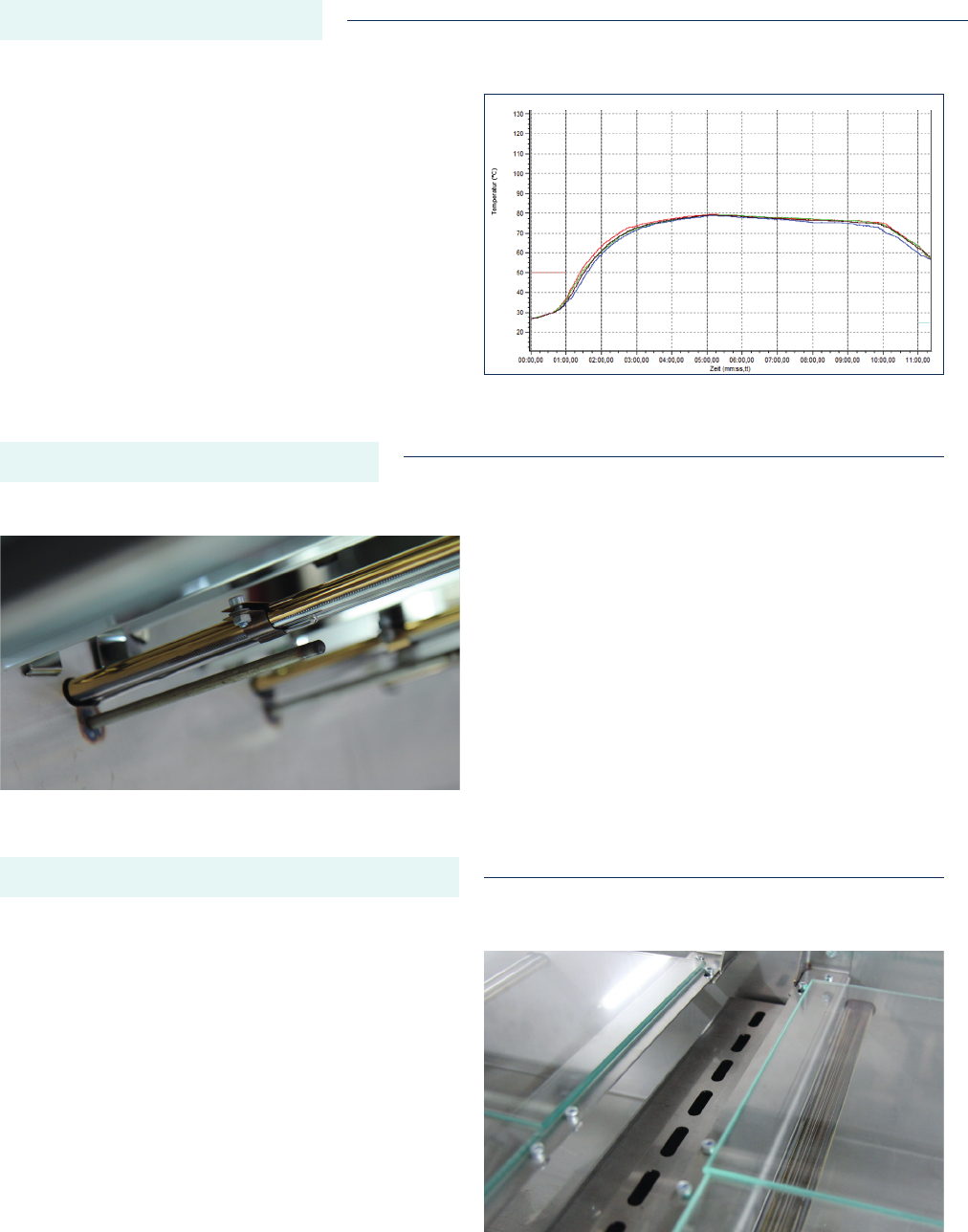
Internal temperature monitoring
For optimum hardening of the components, the RDS dryers
feature internal temperature monitoring. Thermal elements
have been installed in every heating zone, which precisely
measure the temperature in the system. The values are
displayed on the monitor. As soon as the tolerance values
are exceeded, an acoustic alarm signals and the heating is
switched off.
The exceptional thermal insulation of heating
zones and the individually adjustable tempera-
tures allow for optimum proling of your drying
processes – which are perfectly adapted to the
requirements of the products.
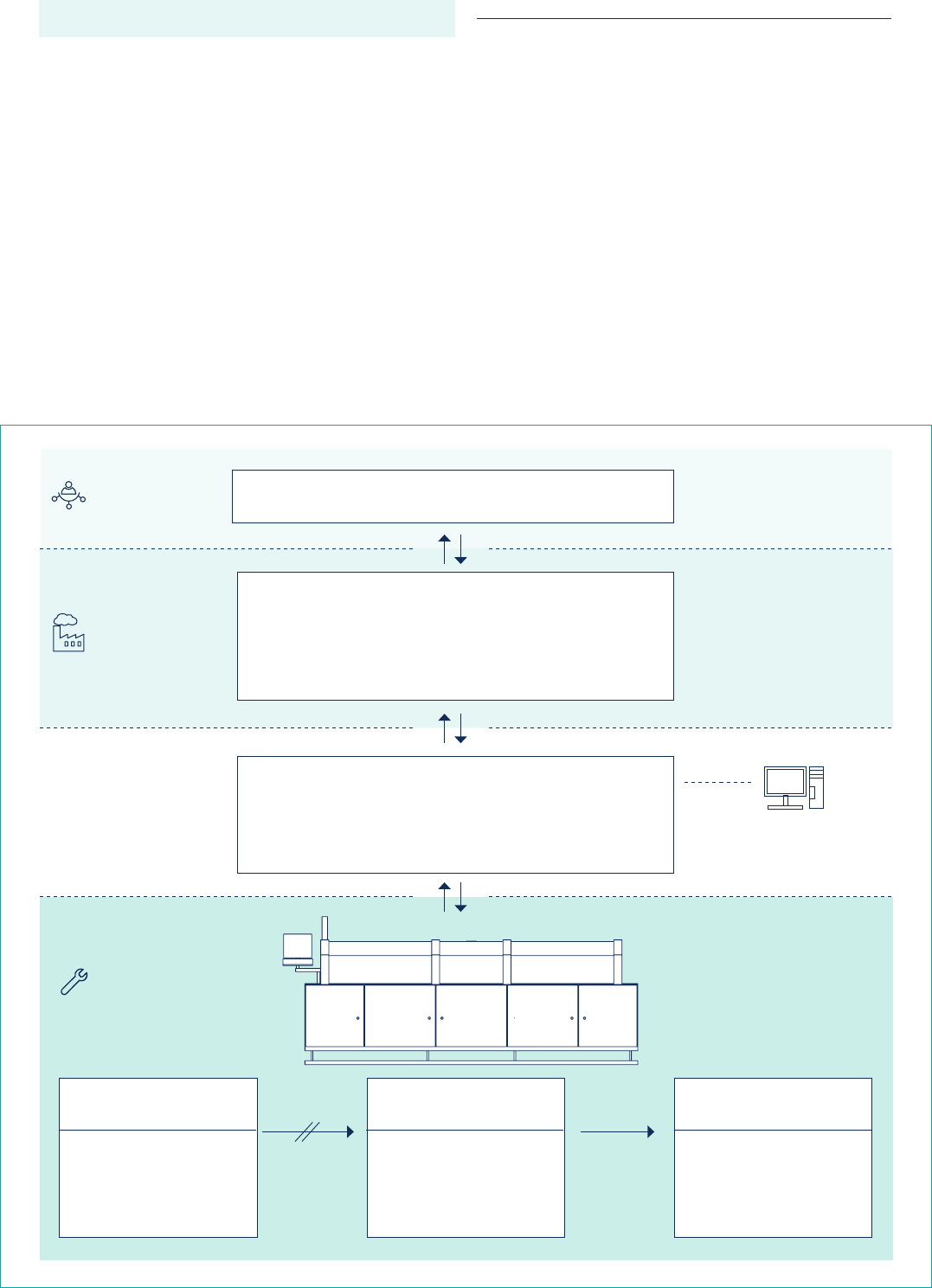
The exhaust system ensures safe removal of solvents
among other things. Appropriate mechanisms are attached
to the input and output of the process chamber, as well
as between the heating zones. The process exhaust air is
supplied directly to the extraction through the fan. The sub-
stances to be hardened and the exhaust products released
determine the extraction volume. The extraction function
is monitored by a pressure sensor. If there is a problem, the
heating switches off automatically and the inflow of new
components is stopped. This prevents any flammable gas
mixtures from forming in the system.
Optimum proling capability
Exhaust system and integrated extraction
Temperature curve
Process stability
thanks to clever features

9
Gentle cooling
to below 60 °C
After the drying process, the warm process atmosphere is extracted. Despite
this, the component still has an outlet temperature of around 60 °C. A separate
air or water-cooled cooling unit is available as an option, and can be used to
achieve signicantly lower temperatures.
In the air-cooled cooling line, the hot process exhaust air is extracted via the
attached exhaust hoses. As well as this, cold ambient air is aspirated and blown
in via the panel of nozzles to cool the components. With the water-cooled cooling
option, the cooling process is carried out via heat exchangers. There is the option
of controlling the cooling process precisely with separately adjustable fans in the
individual zones and influencing the cooling gradient accordingly.
Implementation of optimum outlet temperatures
Optional air or water-cooled cooling unit
Temperatures can be set individually
System also available without cooling line
Process documentation, traceability, etc.
The variety of MES systems on the market requires individual
adjustment of data transfer from the Rehm drying system
to the client’s superordinate manufacturing management
system (MES). Superordinate to this is the ERP system,
which the whole company keeps an eye on, and which allows
for logistic optimisations across all sites. However, the MES
system focuses on a company’s individual production lines.
Rehm uses an ROI interface (Rehm open interface) to trans-
fer individual data. Machine-specic operational data that is
due for the respective system is collected and passed on to
the MES system as a bundle.
It is possible to ensure the seamless traceability of prod-
ucts, components or batches in this way. A data set is
created for every assembly, which documents the relevant
process parameter during the run. The assembly can be
clearly identied and assigned via a barcode scan on the
assembly itself, or by scanning the batch card. Process
locking is also available as an option. Here, the scan is com-
pared with the database and the assembly is only forwarded
on to the system in the event of approval. Defects can be
detected and prevented in this way and therefore lead to
process improvements.
Manufacturing execution system (MES)
Production control at operational level
Superordinate manufacturing management system for planning
and monitoring production processes
Enterprise resource planning system (ERP)
Rehm open interface (ROI)
Data transmission
Data is transmitted using an interface with the superordinate
manufacturing management system
Line monitoring
Process locking
Control
Comparison of the congured
program with the assembly to
be manufactured
Traceability
Traceability
of all process-relevant data
Company level
Operational data
acquisition
Production monitoring
Recording process-relevant
Data with the system software
Operational level
Stop
If there is no
conformance, an
alarm signal will
sound
Production level