3OM-1434-003_w.pdf - 第238页
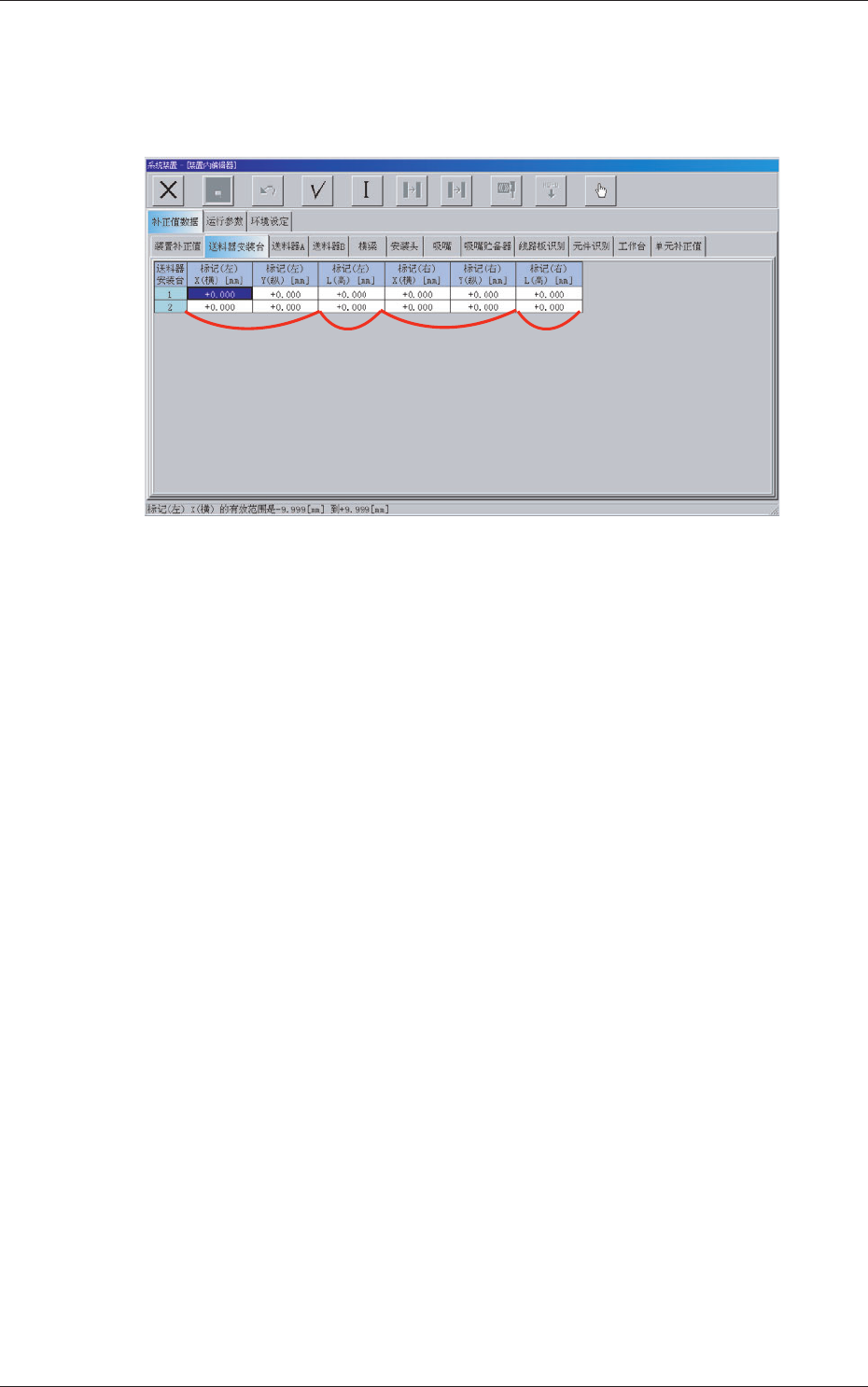
6 - 1 1 0805 - 002 2.1 补正值数据 2.1.2 送料器安装台补正值 在 “ 补正值数据 ” 选项卡中,按 [ 送料器安装台 ]Tab,即可显示以下 选项卡。 Fig.3F8 “ 送料器安装台 ” 选项卡 [1] [2] [3] [4]
6-100710-001
2.1 补正值数据
[5] 基准标记追踪 (A)
调整与元件识别照相机补正值教示时取得的基准标记位置的设计
位置的偏离。
Note
该数据为安装头旋转中心补正值教示的基准值。
[6] 基准标记追踪 (B)
调整与安装头旋转中心补正值教示时取得的基准标记位置的设计
位置的偏离。
Note
基准标记追踪 (A) 与基准标记追踪 (B) 的差分为安装头旋转中心补正
值的补正值。
[7] 切割器
模块 1、2 [mm]
调整切割器的调整位置偏离。
[8] 教示板
安装头 1、2
X( 横 )、Y( 纵 )、L( 高 )[mm]
调整冶具放置处的设计位置的偏离。
[9] 线性传感器采样尺寸
安装头 1、2
用各安装头的在线传杆器 ( 线传感器 ) 设定灰尘污垢检出扫描数。
[10] 元件排出箱
模块 1、2
X( 横 )、Y( 纵 )、L( 高 )[mm]
调整对元件排出箱的设计位置的偏离。
6-110805-002
2.1 补正值数据
2.1.2 送料器安装台补正值
在
“
补正值数据
”
选项卡中,按 [ 送料器安装台 ]Tab,即可显示以下
选项卡。
Fig.3F8
“
送料器安装台
”
选项卡
[1] [2] [3] [4]
6-120710-001
2.1 补正值数据
[1] 标记 ( 左 ) X( 横 )、Y( 纵 )[mm]
是调整对送料器安装台 1、2( 背面 : 送料器安装台 1、正面 : 送料
器安装台 2) 的设计尺寸的位置偏离的补正值,以贴装基准 XY 坐
标系为基准进行设定。
标记 ( 左 )X、Y 在送料器安装台左端设置送料器安装台补正值测
定冶具,用线路板识别照相机进行识别,算出位置偏离。
[2] 标记 ( 左 ) L( 高 )[mm]
是调整对送料器安装台 1、2( 背面 : 送料器安装台 1、正面 : 送料
器安装台 2) 的设计尺寸的高度方向偏离的补正值数据。
设置的送料器安装台低于设计值时,正输入。
[3] 标记 ( 右 ) X( 横 )、Y( 纵 )[mm]
是调整对送料器安装台 1、2( 背面 : 送料器安装台 1、正面 : 送料
器安装台 2) 的设计尺寸的位置偏离的补正值,以贴装基准 XY 坐
标系为基准进行设定。
标记 ( 右 )X、Y 在送料器安装台右端设置送料器安装台补正值测
定治具,用线路板识别照相机进行识别,算出位置偏离。
[4] 标记 ( 右 ) L( 高 )[mm]
是调整对送料器安装台 1、2( 背面 : 送料器安装台 1、正面 : 送料
器安装台 2) 的设计尺寸的高度方向偏离的补正值数据。
设置的送料器安装台低于设计值时,正输入。
Note
以标记 ( 左 )XY、标记 ( 右 )XY 值为基准,算出送料器安装台的线路
板定位部的倾斜度。