00191161-01.pdf - 第117页
Skötselinstruktion SIPLACE 80S-20/F4/F4-6/F5 3 Vad skall man göra... Utgåva 03/98 CE SWE fr. o.m. programversion SR.404.xx 3.9 Vid fyllni ng av komponenter 3 - 19 - Text till B ild 3.8.2 1 Bord 1 (WPV ) 2 Bord 2 3 Bord 3…
3 Vad skall man göra... Skötselinstruktion SIPLACE 80S-20/F4/F4-6/F5
3.8 Hur undviker man spårfel Utgåva 03/98 CE SWE fr.o.m. programversion SR.404.xx
3 - 18
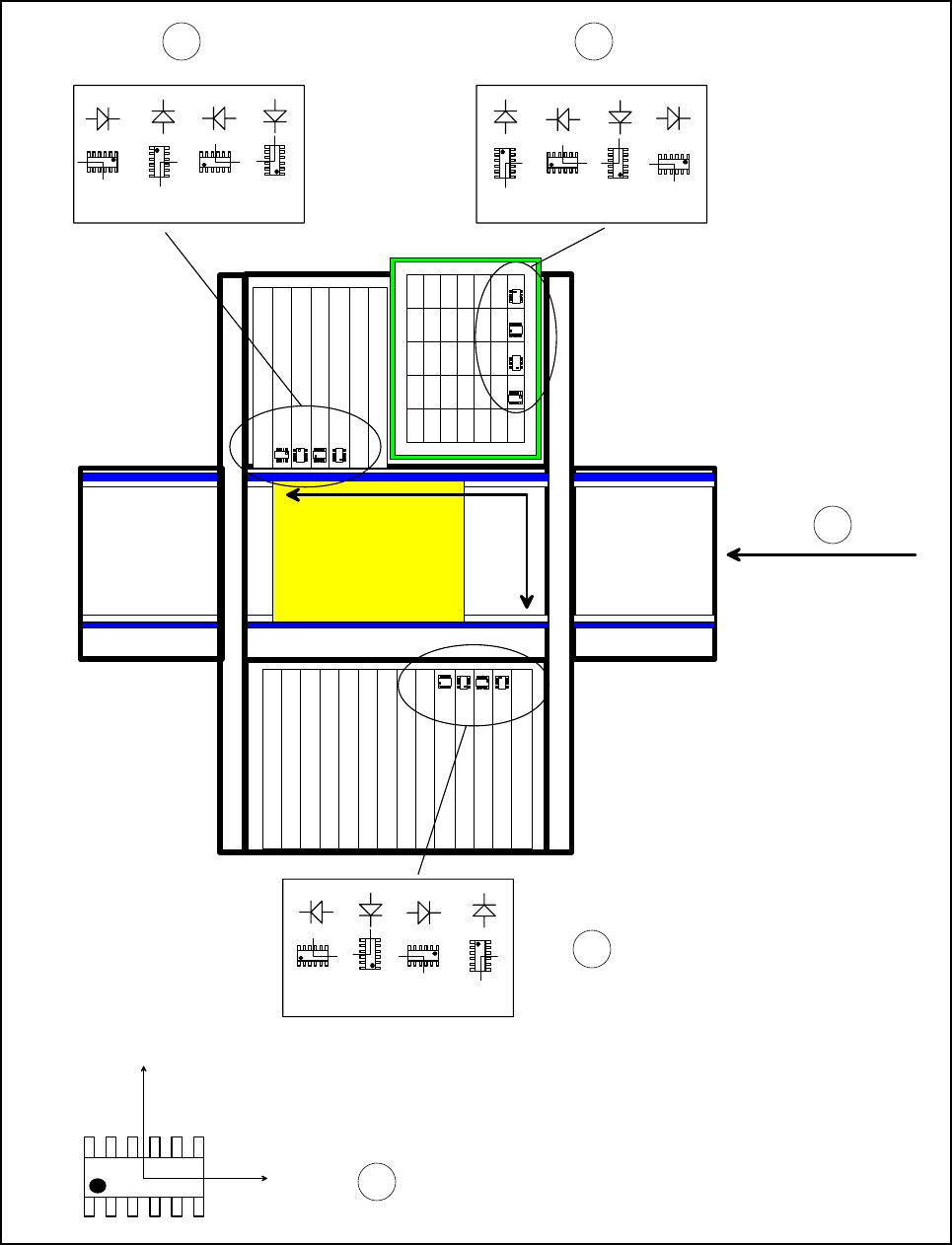
3.8.6 Kontroll för avhämtningsvinkeln av komponenterna
Bild 3.8.2 Kontroll för avhämtningsvinkeln av komponenterna
0° 90°
180° 270°
X
component-removal belt
0°
90°
180°
270°
0°
90° 180° 270°
Y
0°
90°
180°
270°
0°
90°
180°
270°
0°
90°
180°
270°
Y
X
MKS
12
4
3
5
Skötselinstruktion SIPLACE 80S-20/F4/F4-6/F5 3 Vad skall man göra...
Utgåva 03/98 CE SWE fr.o.m. programversion SR.404.xx 3.9 Vid fyllning av komponenter
3 - 19
- Text till Bild 3.8.2
1 Bord 1 (WPV)
2 Bord 2
3 Bord 3
4 Transportriktning
5 Beskrivning av komponenten i GF-Editor, 0°-Beskrivningsläge
3.9 Vid fyllning av komponenter
Fyllningen av komponenterna med och utan streckkod har beskrivits i del 3.4 i den engelska huvudokumenta-
tionen.
OBSERVERA:
Vid fyllning av långa stångcellerna med komponenter, ta hänsyn, att de små anslutningsbenen inte skall
böjas.
Ta hänsyn med bandinmatningsmodulerna, att du skarvar ett nytt band alltid vid rätt tid, så att inmatnings-
modulerna inte skall köras tomma.
Skarva inte heller band för tidigt, därför att, när du efter skarvningen rullar ändan av bandet av den gamla
rullen på nya rullen, kan det vara, att rullen av det nya bandet blir för fullt, bandet av rullen glider och fast-
nar. Detta skulle förorsaka, beroende på förhållandena, avhämtningsfel och ökade stopptider.
Använd ovillkorligen stickaxlar med stora bandruller och ta i beaktande, att indelningsplåtarna är rätt
inställda (se Bild 3.5.2, sida 3 - 11).
3.10 Vid bearbetning av ytceller
Handla fyllning av WPV-celler på följande sättet:
Framkalla menyn „Transportör“ (Feeder) i menyn „Grundvisning“ (Main view).
Välj därefter menyn „Funktioner med våffelpacksväxlare“ (Wafflepack changer).
Klicka på knappen „Körning till fyllningsposition“ (Go to refill position).
Framkalla menyn „Visning av cellerna och ändring av fyllningarna“ (Display magazine and update inven-
tory levels).
Klicka på knappen „Uppdatering av fyllningfarna“ (Update inventory levels). Den aktuelle fyllningen av cel-
len skall visas.
Fyll cellen med komponenter.
Klicka på den motsvarande cellen i tabellen.
Klicka på knappen „Ny fyllning ...“ (New inventory level... ). Fönstret „Fyllningsinmatning“ (Enter inventory
level) skall öppnas.
Mata antalet av fyllda komponenter in i matningsfältet „Nytt värde“ (New level).
Klicka på OK. Cellen har fyllts.
Kom tillbaka in i menyn „Funktioner med våffelpacksväxlaren“ (Wafflepack changer).
Klicka där på knappen „Avslutning av fyllningsposition“ (Quit refill position).
Fortsätt placeringen, om det var avbruten.

3 Vad skall man göra... Skötselinstruktion SIPLACE 80S-20/F4/F4-6/F5
3.11 Operatörsprofil Utgåva 03/98 CE SWE fr.o.m. programversion SR.404.xx
3 - 20
3.11 Operatörsprofil
Följande uppgifterna skulle flyttas åt operatörpersonalen:
Sköta, att det finns tillräckligt komponenter i inmatningsmodulen
Övervakning av rättigheten för allokering av komponenterna in i inmatningsmodulerna
Fyllning av komponenterna vid rätt tid och skarvning av band vid rätt tid
Kontroll av vibrationsintensitäten av linjärinmatningsmodulerna (Vid typ3-inmatningsmodulerna inte mera
nödig).
Kontroll av rätta läget av komponenter (se del 3.8.5 från sida 3 - 17 och del 3.8.6 från sida 3 - 18)
Kontroll av folieavlossningskraften (inte vid S-inmatningsmoduler)
Kontroll av materialflödet av kretskort både på inmatnings- och utmatningstransportör
Kvalitetskontroll av kretskort
Stickprovkontroll av kretskort före lödningsugnen
Beaktning av ESD (electro-static sensitive devices) -instruktioner
Felundvikning (se del 3.7.1 från sida 3 - 13 och del 3.7.2 från sida 3 - 13)
Beaktning av störvisningarna och störmeddelandena av automaten och vid behov flyttning vidare för mon-
törer
Utarbetning av underhållsåtgärder, som har specifierats i skötselinstuktionerna
3.12 Verktygen för operatörer
All operatörerna skulle vara försedda med senare nämnda verktyg. Vi rekommenderar, att verktygen förvaras
i ett specialförråd, t.ex. läderetui, för att undvika skador av personalen till exempel med pincetten.
För varje operatören av maskinen behövs:
– 1 SMD-pincett
– Pensel met korta borst för rengöring av komponentbordet
– Sats av lilla spår- och tvärstyckeskruvmejslar
– Sexkantnycklar för linjärinmatningsmoduler och pipettväxlaren
– Bandskarvningstänger och material för skarvning
– Sax för skarvning (använd inga normala saxar eller sidavbitare)
– Raderingssticka eller glasfibersticka för arbetsskiftsmärken
– Vattenfast stift för märkning av spåren
– Rengöringsmedel (T-sprit, plexiglasputsare, vaddstickor, luddfria dukar, pipputsare)
– Ytterligare:
– Dammsugare
– Lyftvagn att växla komponentbordet, se del 10.3 iden engelska huvuddokumentationen.