M2series_ServiceManual_e.pdf - 第21页
1 Installation 1-13 Connecting Loader with Machine There is an entrance sensor at the entrance of the machine. If the loader is installed upstream of the machine, the entrance sensor m ust be moved to avoi d interruption…
1 Installation
1-12
⑤ Disable all the parameters in other tab fields than [XY-axes]. Remove a check mark on each
parameters in [Conveyer], [Head], [Board Clamp], [ANS], [Feeder Bank], and [Lamp & Buzzer] (tabs
may vary due to mounter’s option settings.) in order to carry out only the selected parameters in
[XY-axes].
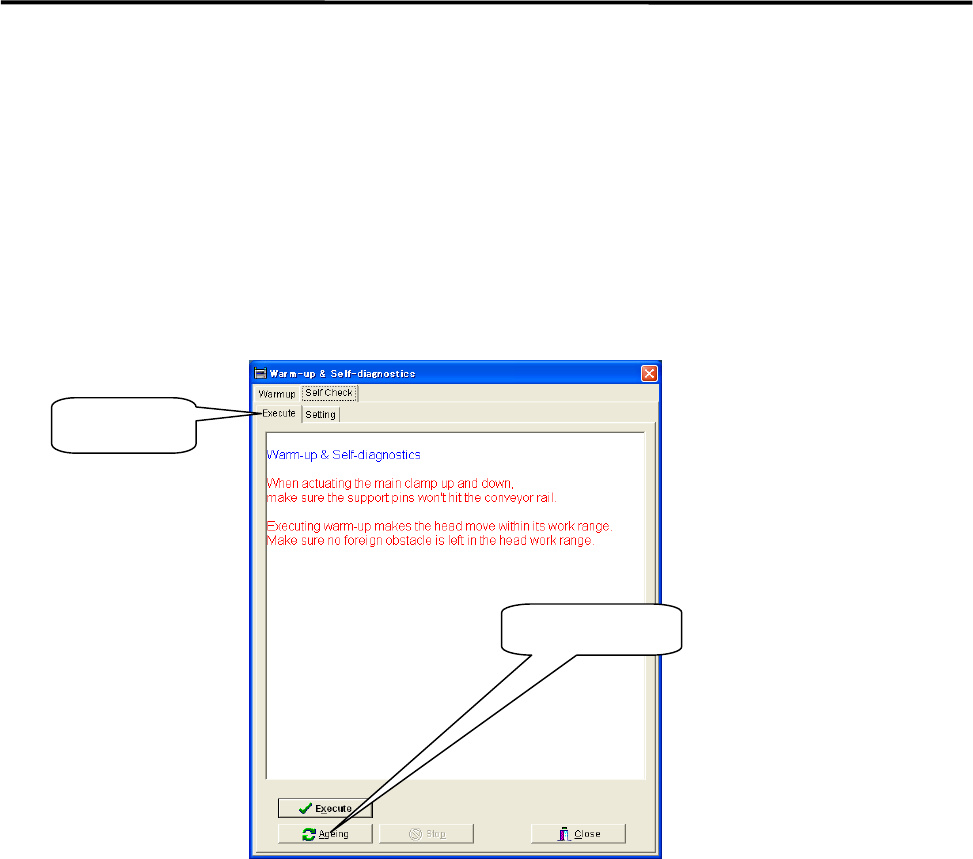
⑥ Select [Execute] and click <Ageing>.
When [Execute] tab is selected, the <Execute> button and the<Ageing> button are found at the
bottom of the window. Clicking the <Execute> button enables to perform warm-up only a single
cycle and sufficient ageing is not carried out.
⑦ Continue ageing for 5 to 10 minutes.
After 5 to 10 minutes, click the <Stop> button to stop ageing.
⑧ Wipe off excess grease.
Use a unwoven cloth to wipe off excess grease which is built up on ball-screw nuts, on linear guide
sliders, and both ends of each axis.
NOTE: Refer to Chapter 3 Mechanical Section for the location of each axis.
⑨ Check to be sure that the excess grease has not been scattered around.
Make sure the excess grease has not been stuck on sensors, cameras, conveyer and its belts, and ANC
When it has been stuck on these parts, remove it with unwoven cloth.
NOTE: Refer to Chapter 3 mechanical Section for more detail in cleaning of scan camera and mirror.
Ageing Button
Execute Tab
1 Installation
1-13
Connecting Loader with Machine
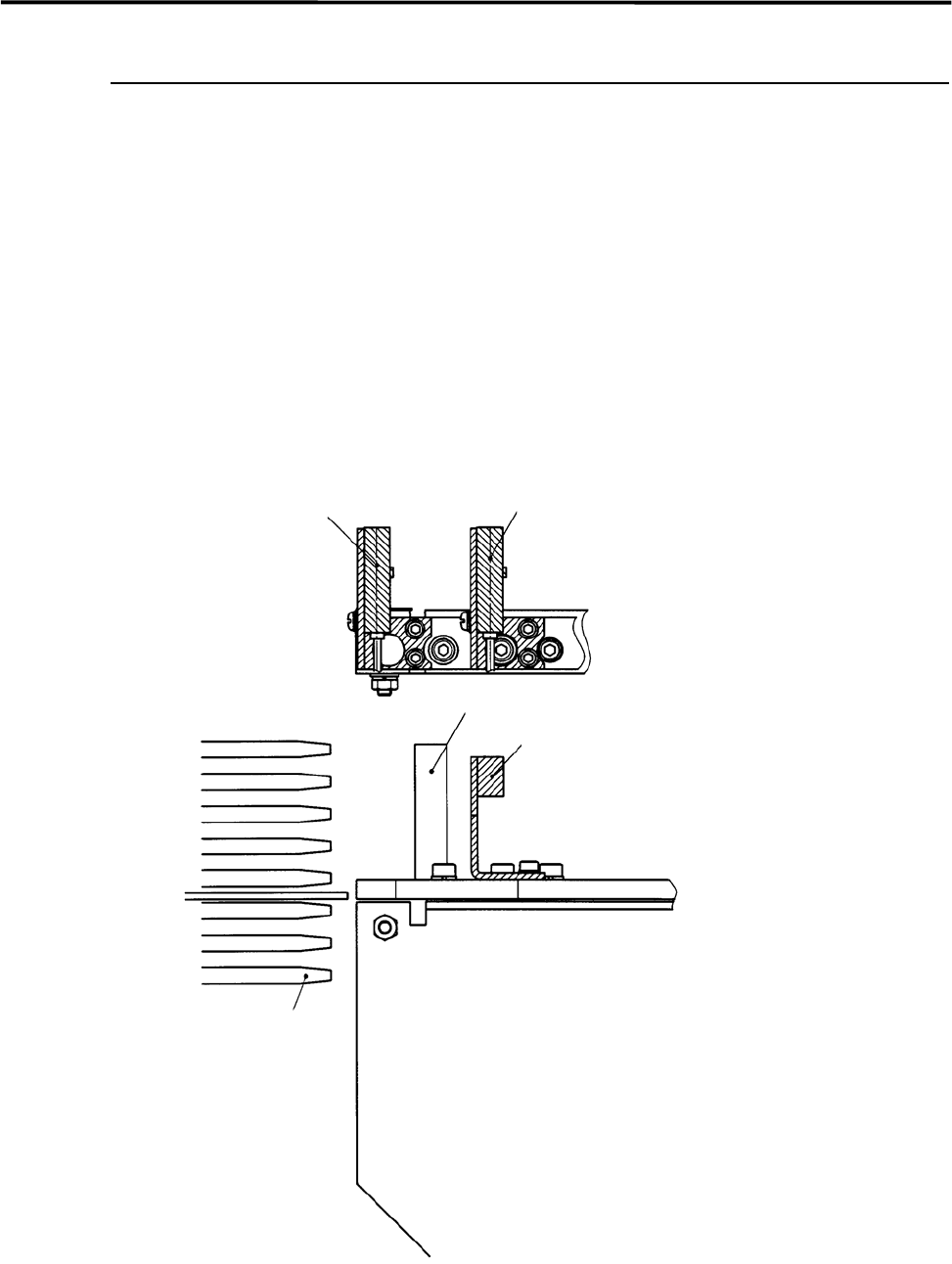
There is an entrance sensor at the entrance of the machine. If the loader is installed upstream of the
machine, the entrance sensor must be moved to avoid interruption with the loader.
After the sensor has been moved, align the conveyors for smooth board transfer.
NOTE: While moving a sensor and aligning conveyors, the power to the machine must be turned off.
a: The sensor position without a loader.
b: The sensor position with a loader installed upstream of the machine.
Loader rack
Loader’s frame
Normal position
Entrance Sensor
Position with loader installed
1 Installation
1-14
Pre-Process and Post-Process of Machine
Connecting Pre-Process and Post-Process
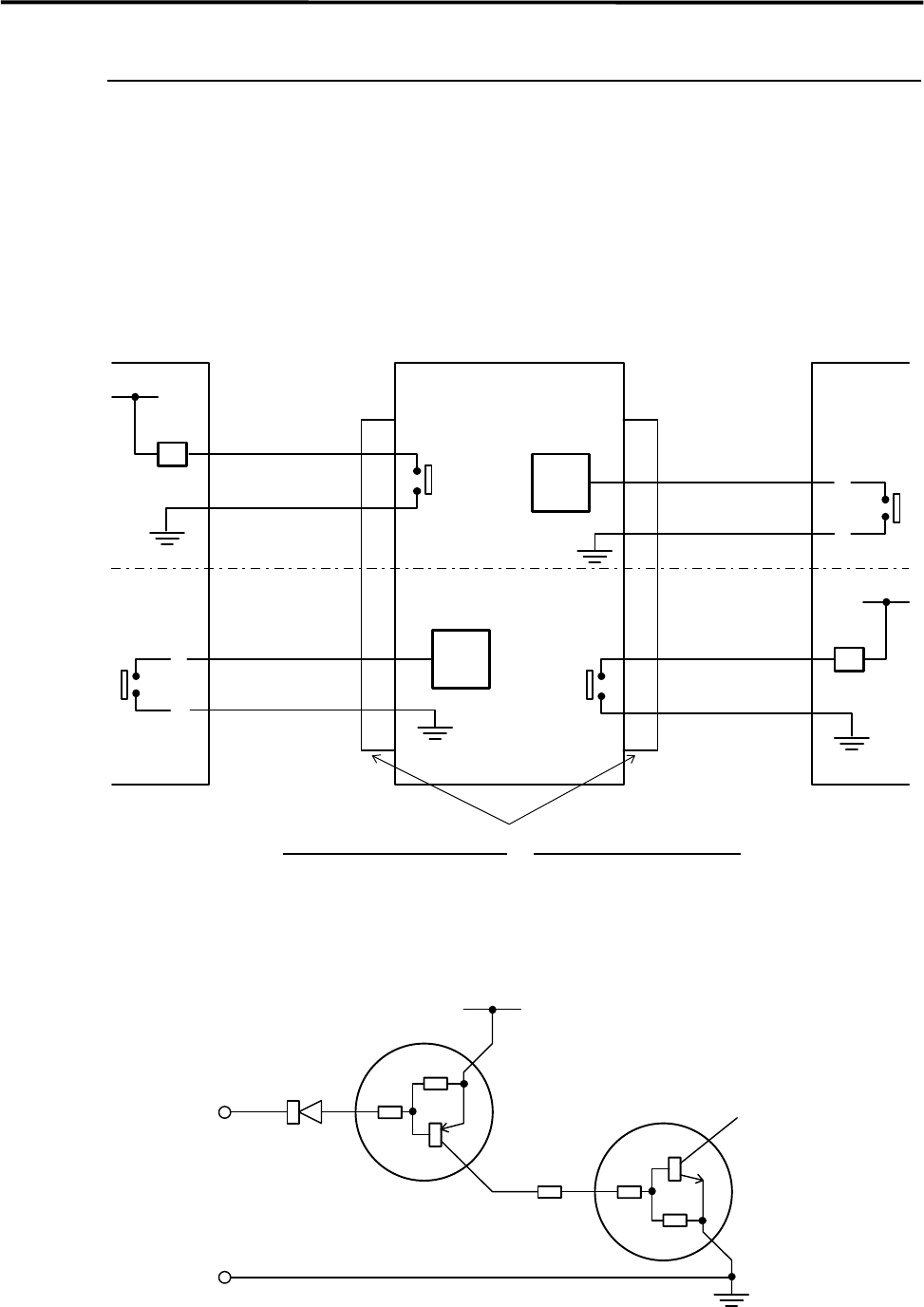
When using other manufacturer’s machines as the pre-process or post-process, connect them as shown in
the below diagram. No-voltage output (relay) is recommended for post-process.
Standard spec. : Upper half of the diagram.
SMEMA Interface spec. : Whole diagram.
*INPUT CIRCUIT
*INPUT CIRCUIT
2
1
CN2 CN1
Post-process
Connector (Cable side)
AMP
206044-1(plug)
66099-2 or equivalent (pin)
206070-1(cable clamp)
Connector (Mounter side)
AMP
206043-1(receptacle)
MounterPre-process
BOARD
AVAILABLE
BOARD
AVAILABLE
MACHINE
NOT READY
2.2K Ω
10K Ω
10K Ω
10K Ω
10K Ω
COM
Input
terminal
*INPUT CIRCUIT
+5V
30VDC 1A or less
100VAC 0.5A or less
RELAY
RELAY
MACHINE
NOT READY
3
4
2
1
3
4