KE-2070.2080.QA表.Rev1.00c(C).pdf - 第26页
QA 表 NO. 1 (1/2) NO. 1 (2/2) 机 种 1. 确认 方法 把由尼塔公司制的 认 力 认 放到下 认 箭 认 部 认 行 认 定。 认 力 认认 入 认 目 用由尼塔公司的 认 力 认 的 认 定 认 如下。 注 1) 认 装 认认 在机外定形完了后 72 小 认 ∼ 240 小 认 范 认 内施加 认 装 认 力。 注 2) 认 定皮 认认 力 认 ,用 L 型 扳 手或棒状物敲打所有皮 认 中央 认 行 认 …
QA
表
NO.
1 (1/2)
NO.
1 (2/2)
机种
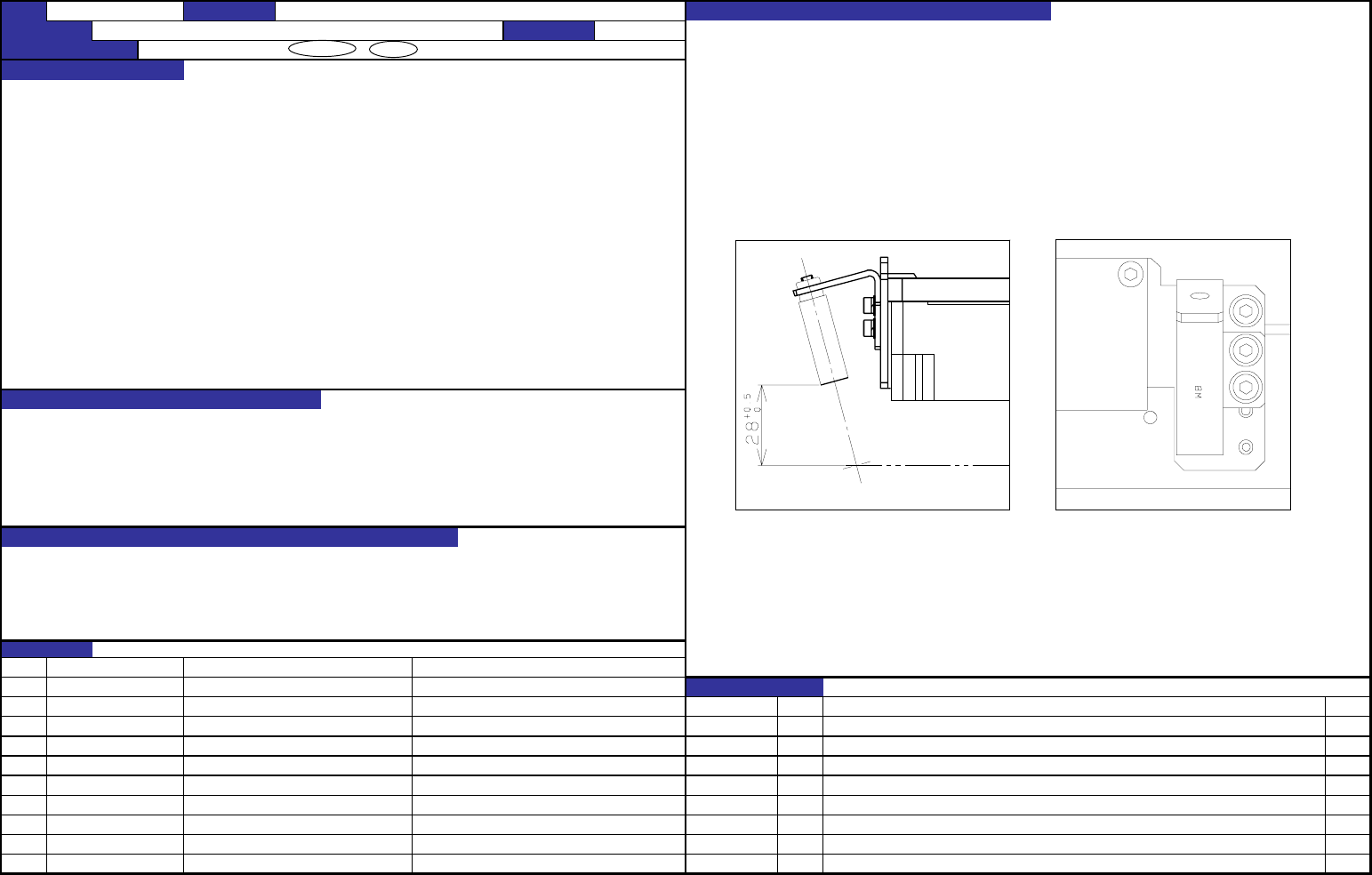
向CAL认上移认坏认认认感器,认松螺认cap(2认),
认坏认认认感器下面和CAL认上面的距离认认认格认
移认BM认认架,然后用螺认cap固定。
・坏标记传感器和CAL部上面的距离 →
28
mm
・坏标记的检测错误
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【4】−1
KE-2070/2080
装置名称 坏认认认感器 确认方法及认整方法(故障认理方法)
功能名称
BMR认感器高度认整
认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认想故障(认认格认整认不良而认生的故障)
认象元件
认更履认
认号品名 有关认量特性
内容
'06.09.20 新认
日期
+0.5
0
CAL块上面
QA表
NO.
1 (1/2)
NO.
1 (2/2)
机种
1.确认方法 把由尼塔公司制的认力认放到下认箭认部认行认定。
认力认认入认目
用由尼塔公司的认力认的认定认如下。
注1)认装认认在机外定形完了后72小认∼240小认范认内施加认装认力。
注2)认定皮认认力认,用L型扳手或棒状物敲打所有皮认中央认行认定,麦克认在皮认认度方向
接受中央的振认。(皮认的两端认定认认大30N左右,认注意。)
注3)X,Y认达皮认在认达皮认认
的朝向不同认力也不同,认在下列位置认定。
注4)机内定形,开始认XY认1往返开放认罩运认,之后关认认罩用通常速度运认。
关系到认装·吸附位置的认定认认(认定特性),直接影响认装精度。
CDE
1.认装精度认化
CDE
2.认生吸附异常
CDE
3.因吸附不良认生芯片跳起,激光异常
CDE
4.认作认和停止认故障
CDE
CDE
CDE
NO 认更履认
①
日期 NO. 内容 担当人
② 新认
③
⑤
⑥
⑦
⑧
⑨
⑩
【5】−1
'06.09.20
Y认达皮认(同步皮认YM)
240N∼345N
325±20N
190N以下
X认达皮认(同步皮认XM)
120N∼ 195N
175±20N
100N以下
Y皮认(同步皮认YB)
1050N∼1280N
1230±50N
800N以下
X皮认(同步皮认XB)
850N∼1020N
1070±50N
650N以下
认定部位 认格认认装认
市认的判定认(认认认力)
40000717 同步皮认YM
40000675 同步皮认XM
40016697 同步皮认YB(E)
40000733 同步皮认YB(L)
40000732 同步皮认YB
40000688 同步皮认XB
认号品名 有关认量特性
认象元件
内容 认理
认想故障(认认格认整认不良而认生的故障)
故障认生履认
日期 认生认期
功能作用(认格认整认的意认)
1157
70M、80M 3.8 70 1115
同步皮认XB 全机种
3.8 60
119
同步皮认YA 全机种
2.5 40 93
同步皮认XA 全机种
2.5 20
机种
皮认认位认量皮认认度皮认跨度
(g/m・mm) (mm) (mm)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
皮认种认
功能名称
XY皮认认力(1/3)
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(1)
确认方法及认整方法(故障认理方法)
同步皮认YB
80E
3.8 70 1325
70L、80L 3.8 70 1221
皮带轮固定
螺
丝
位置
(
A
)
皮带轮固定
螺
丝
位置
(
B
)
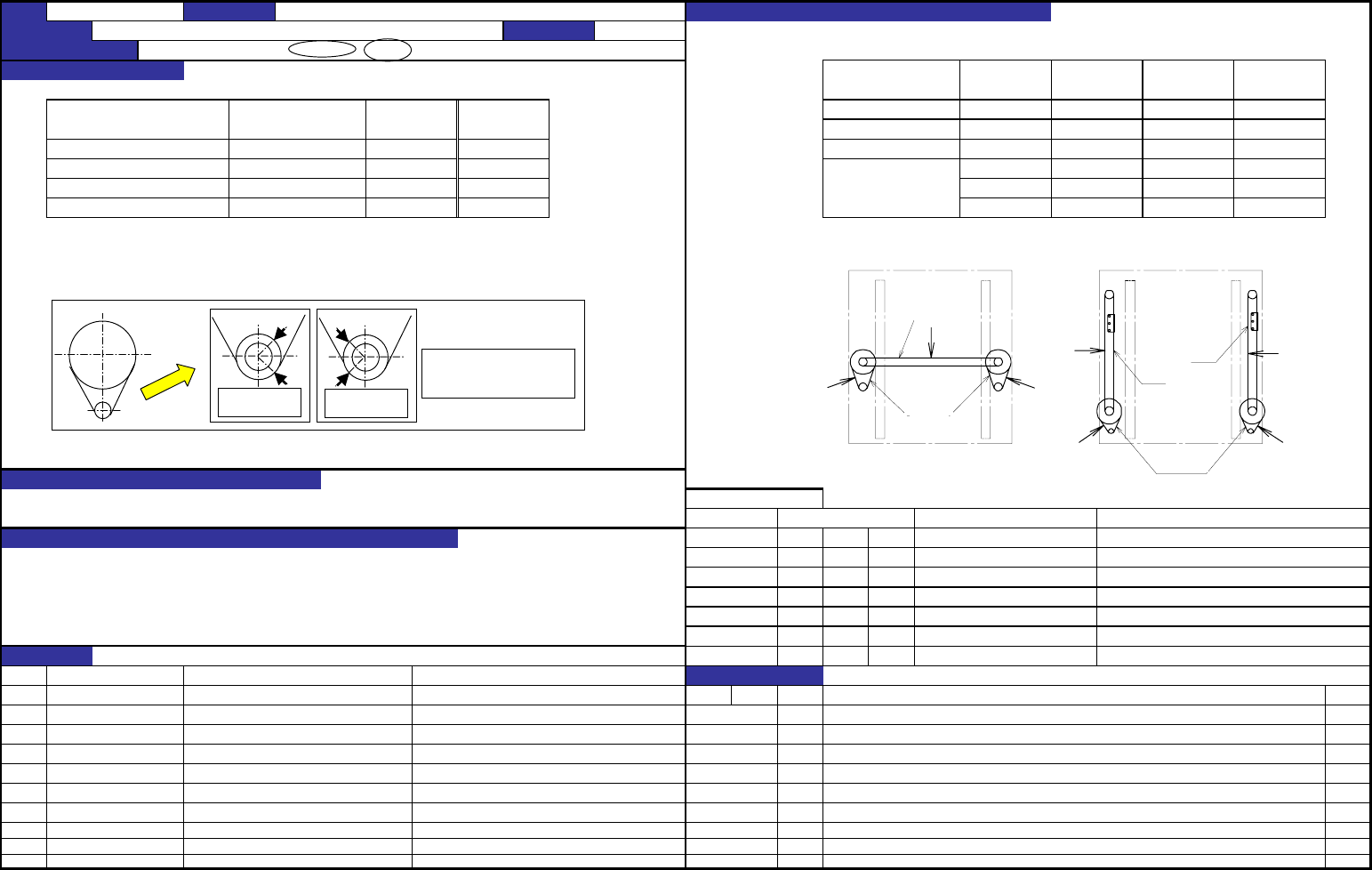
应在放大图的固定螺丝位置
(A)或(B)测定和设定皮带张
力。
X已 Y已
朔何
朔何
X討揮
Y討揮
Y討揮
X瀧器討揮
X瀧器討揮
念何念何
X轴 Y轴
后
X皮带
Y皮带
Y皮带
X马达皮带
Y马达皮带
前
前
后
QA表
NO.
2 (1/2)
NO.
2 (2/2)
机种
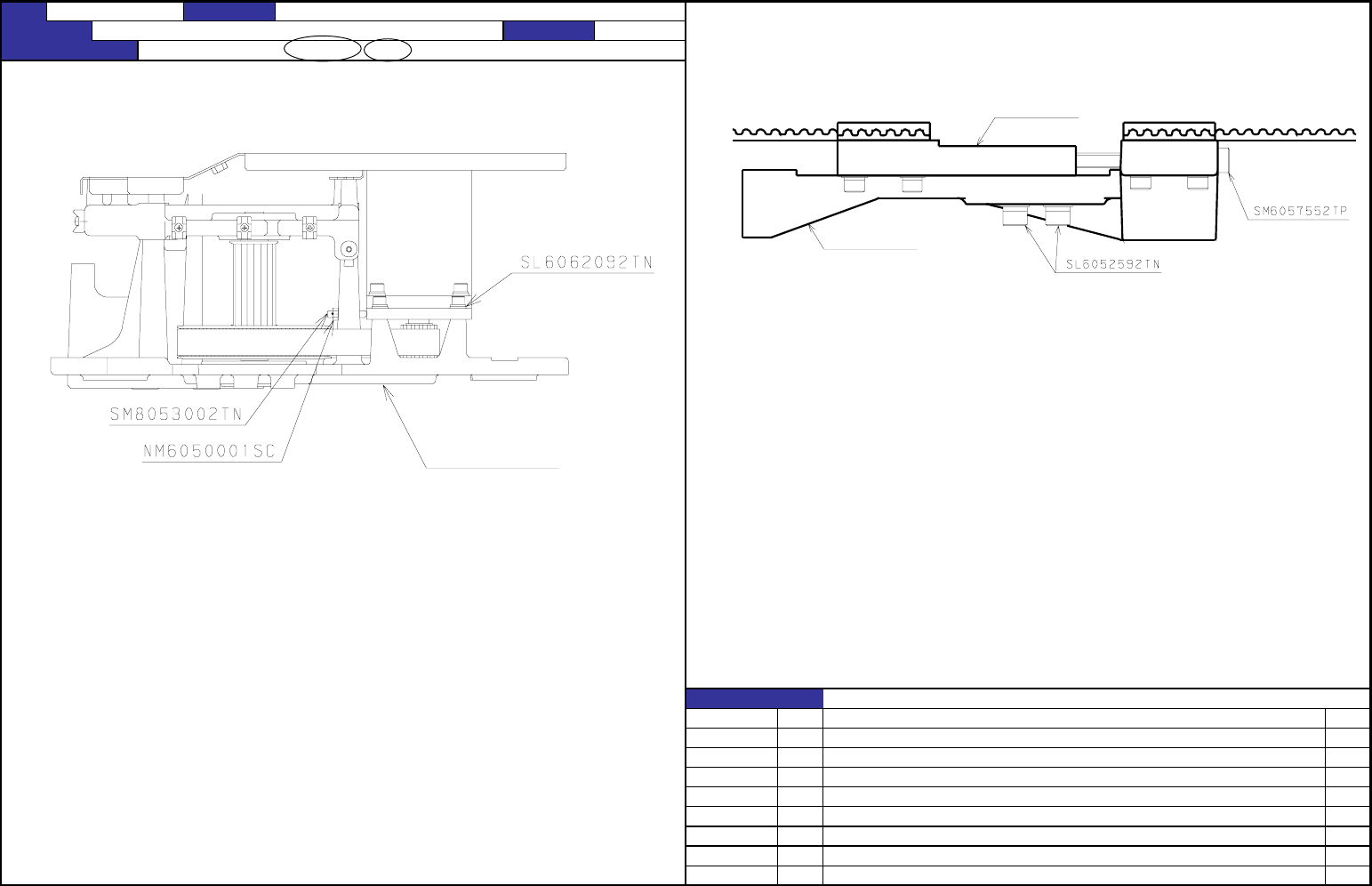
2.认整方法
2−2.同步皮认XB
2.认整方法
2−1.同步皮认XA
①松开固定X皮认认认器和X皮认撑条(6)的SL6052595TN。
②用SM6057552TP认整认力。
③拧紧SL6052592TN。(拧紧钮矩:8.5N・m)
① 认松固定认达的SL6062092TN。
②认松NM605001YN,用SM8053002TN认整认力。
③拧紧SL6062092TN。(拧紧转矩:15N・m)
④固定NM6050001SC。
NO. 担当人
【5】−2
内容
'06.09.20 新认
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认更履认
日期
功能名称
XY皮认认力(2/3)
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(1)
X机架组件
X皮带撑条(6)
X皮带张紧器