00193933-03.pdf - 第350页
7 Stationsudvidelser Driftsvejledning SIPLACE HF-serie 7.13 SIPLACE P roductivity-Lift Softwareversion SR.50x.xx Udgave 01/2006 D K 350 7.13. 2 Realiser ing af p arallelbesty kning Da linjer med paral lelt anbragt e auto…
Driftsvejledning SIPLACE HF-serie 7 Stationsudvidelser
Softwareversion SR.50x.xx Udgave 01/2006 DK 7.13 SIPLACE Productivity-Lift
349
7.13 SIPLACE Productivity-Lift
7.13.1 Koncept ved parallelbestykning
Normalt er bestykningslinjer placeret i serie og kædet serielt sammen med hinanden. Bestyk-
ningsprogrammet køres igennem i sekvenser, mens printpladerne transporteres videre fra en ma-
skine til den næste. Dette betyder, at bestykningen af en printplade er fordelt på forskellige
automater.
7
Fig. 7.13 - 1 Serielle og parallelle linjer sammenlignes
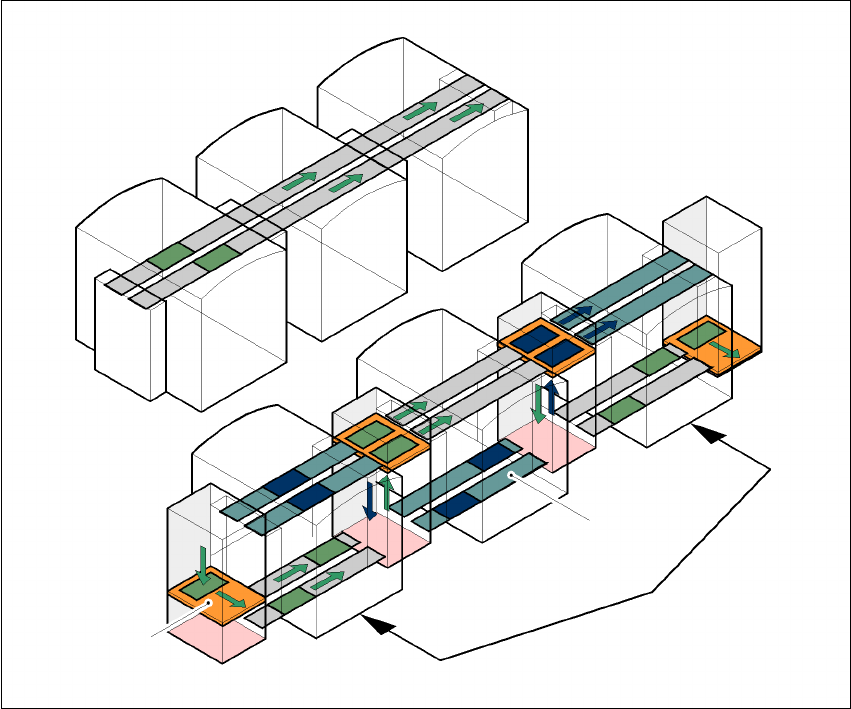
Ved den parallelle sammenkædning samles bestykningsindholdene fra de enkelte automater.
Flere automater arbejder med det samme bestykningsprogram. De bestykker alle komponenter
på en maskine, der er fordelt på flere maskiner i den serielle forarbejdning. Er en automats kapa-
citet udnyttet 100%, transporteres printpladerne videre til den næste automat med det samme be-
stykningsprogram, hvor de så bestykkes. Denne kombination af maskiner med samme
bestykningsindhold betegnes som gruppe eller cluster.
Seriel linje
Parallel linje
Forsænket
transport
Gruppe (Cluster)
Vandret/
lodret lift
7 Stationsudvidelser Driftsvejledning SIPLACE HF-serie
7.13 SIPLACE Productivity-Lift Softwareversion SR.50x.xx Udgave 01/2006 DK
350
7.13.2 Realisering af parallelbestykning
Da linjer med parallelt anbragte automater er meget mere pladskrævende, har man realiseret kon-
ceptet med parallelbestykning med forsænket transport og horisontal/vertikal lift (HV-Shuttle).
Automaterne er stadigvæk anbragt i serie, dog kan linjen arbejde parallelt via liftenheder og for-
sænkede transporter. På denne måde bibeholdes næsten SIPLACE-linjernes kompakthed.
Forsænket transport 7
To transportbånd transporterer tomme eller bestykkede printplader, der kører nede under maski-
nerne (se Fig. 7.13 - 1
).
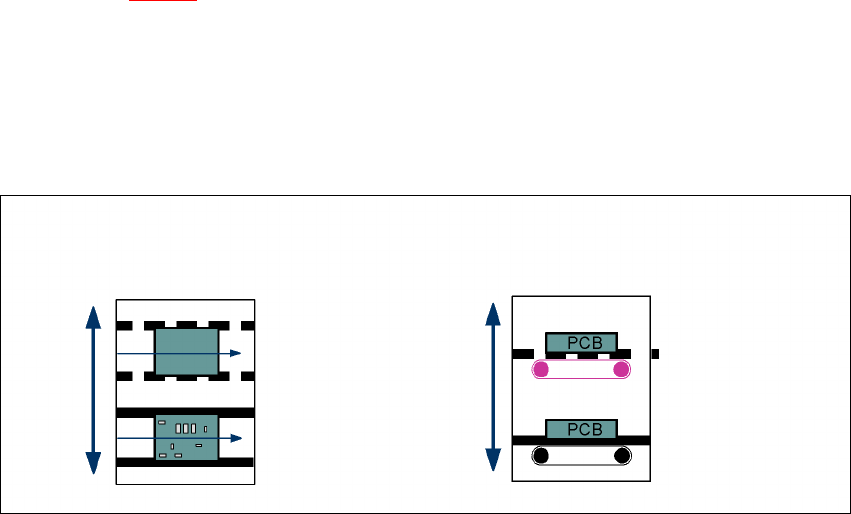
Vandret/lodret lift (vandret/lodret shuttle) 7
En HV-Shuttle er anbragt i starten af en linje mellem automaterne og for enden af en linje. Den
transporterer printpladerne mellem det forsænkede niveau og bearbejdningsniveauet og mellem
de to spor på de forsænkede transporter.
7
Fig. 7.13 - 2 Vandret/lodret shuttle (VL-shuttle), transport-sporskift og liftfunktion
Vandret transport
VL-shuttle
Liftfunktion
Lodret transport
Ubestykket
Bestykket
Standard-
transportniveau
Forsænket
transportniveau
VL-shuttle
Transport-sporskift
Driftsvejledning SIPLACE HF-serie 7 Stationsudvidelser
Softwareversion SR.50x.xx Udgave 01/2006 DK 7.13 SIPLACE Productivity-Lift
351
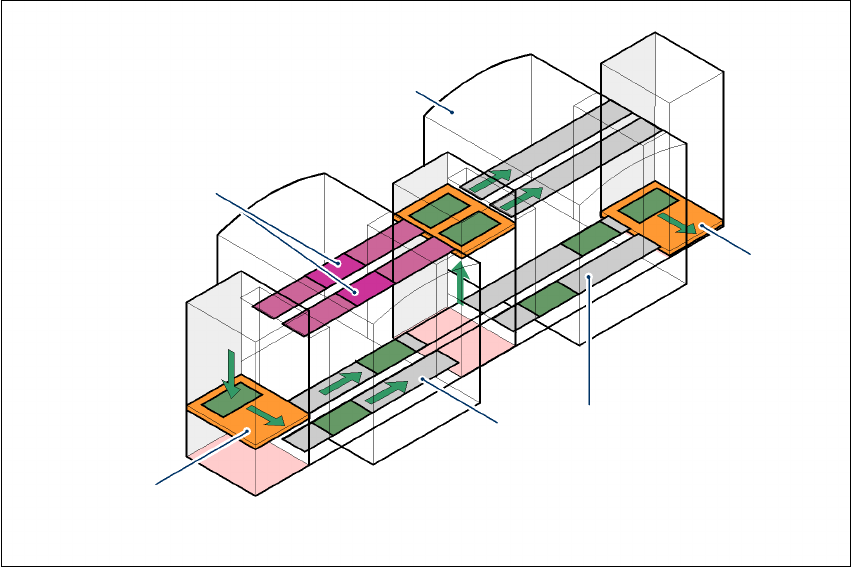
7.13.3 Fordele ved Productivity-Lift
Med Productivity-Lift er det muligt at øge linjens produktivitet på grund af automaternes bestyk-
ningsrater inden for linjen.
7
Fig. 7.13 - 3 Productivity-Lift, undgåelse af stilstandstider
I parallelt sammenkædede linjer kan enkelte automater svigte, uden at hele linjen derved stand-
ser. Derudover er det muligt at få adgang til enkelte maskiner, mens resten af linjen bestykker vi-
dere uden afbrydelse.
Dette gælder især for
– procesbetingede undersøgelser eller testdrift
– programmering af PCB-mærker, husformer eller testbestykninger,
– vedligeholdelse eller reparationer
– betjeningsfejl som f.eks. ikke rettidig påsplejsning af tape eller manglende komponenter.
En yderligere fordel er, at linjen kan omkonfigureres efter ønske vha. softwaren, uden at dette
kræver en omstilling af maskiner.
Optaget PCB-transportstrækning
pga bestykning
Bestykningsautomat
Vandret
og lodret lift
Forsænket
transport
Sporskift