SM471_Introduction(Chi_Ver1).pdf - 第87页
6-9 Module Function 6.5.1.5. 基准点的平面度 基准点标记的表面应平坦而完整 。 表面的非平坦度 应在 0.02mm 以内。 基准点 标记表 面上的物质也要平坦而完整。 ( 基准点标记表面上, 突出高度应在 0.02mm 以内。 ) 6.5.1.6. 错误标记 (Bad-Marks) PCB 不需要贴装部品时, 把 Bad-Mark( 错误标记 ) 标记在 PCB 里上。 ( 错 误标记的位 置应该一致。 ) …
6-8
Samsung Component Placer SM471 Introduction
6.5.1.4. 标记的材料和表面处理:
所有识别用标记应该是未作表面处理的铜薄面,或是要作以下的表面处理。
透明的非氧化处理
(电)镀镊
(电)镀锡
(电)镀锌
(电)镀金
抗氧化处理(Reflower Solder Coating)
Flux Coating
警 告 当设备准备运行时调整传感器或纠正错误会造成人员受伤。一定
要在设备解除准备运行的停止状态下(Idle模式)调整传感器或
纠正错误。
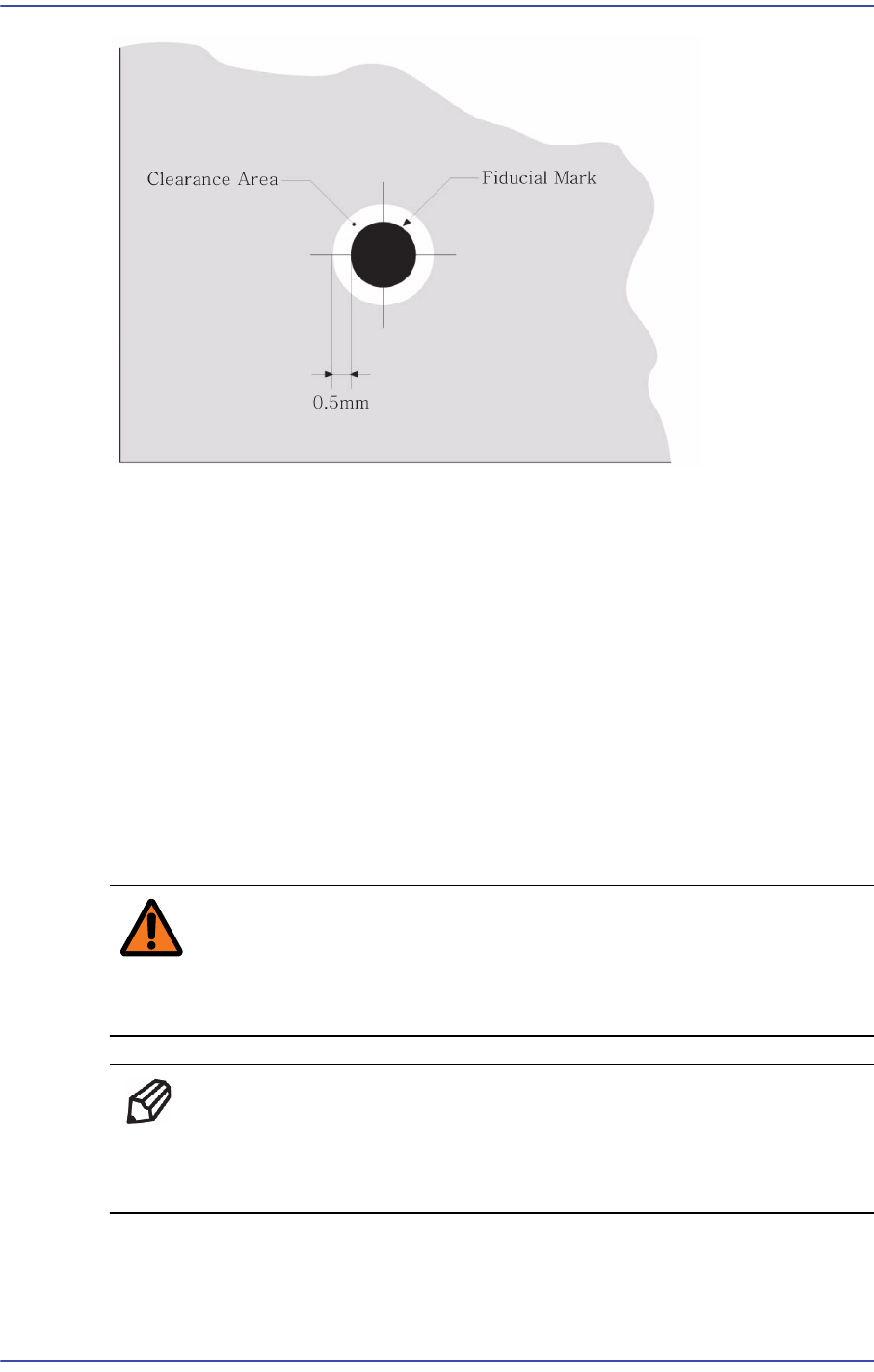
备注 为了基准点标记和PCB 的电路确实完全的区别,基准点标记和
PCB的电路之间应有明显的对照。基准点标记的表面需要作经常
性的清洁工作,以防被弄脏或污染。

6-9
Module Function
6.5.1.5. 基准点的平面度
基准点标记的表面应平坦而完整。表面的非平坦度应在0.02mm以内。基准点标记表
面上的物质也要平坦而完整。(基准点标记表面上,突出高度应在0.02mm 以内。)
6.5.1.6. 错误标记 (Bad-Marks)
PCB不需要贴装部品时,把 Bad-Mark(错误标记)标记在 PCB里上。( 错误标记的位
置应该一致。)
错误标记的颜色应与PCB 的底色形成完全的对照,其直径为 2.5mm 以上。
6-10
Samsung Component Placer SM471 Introduction
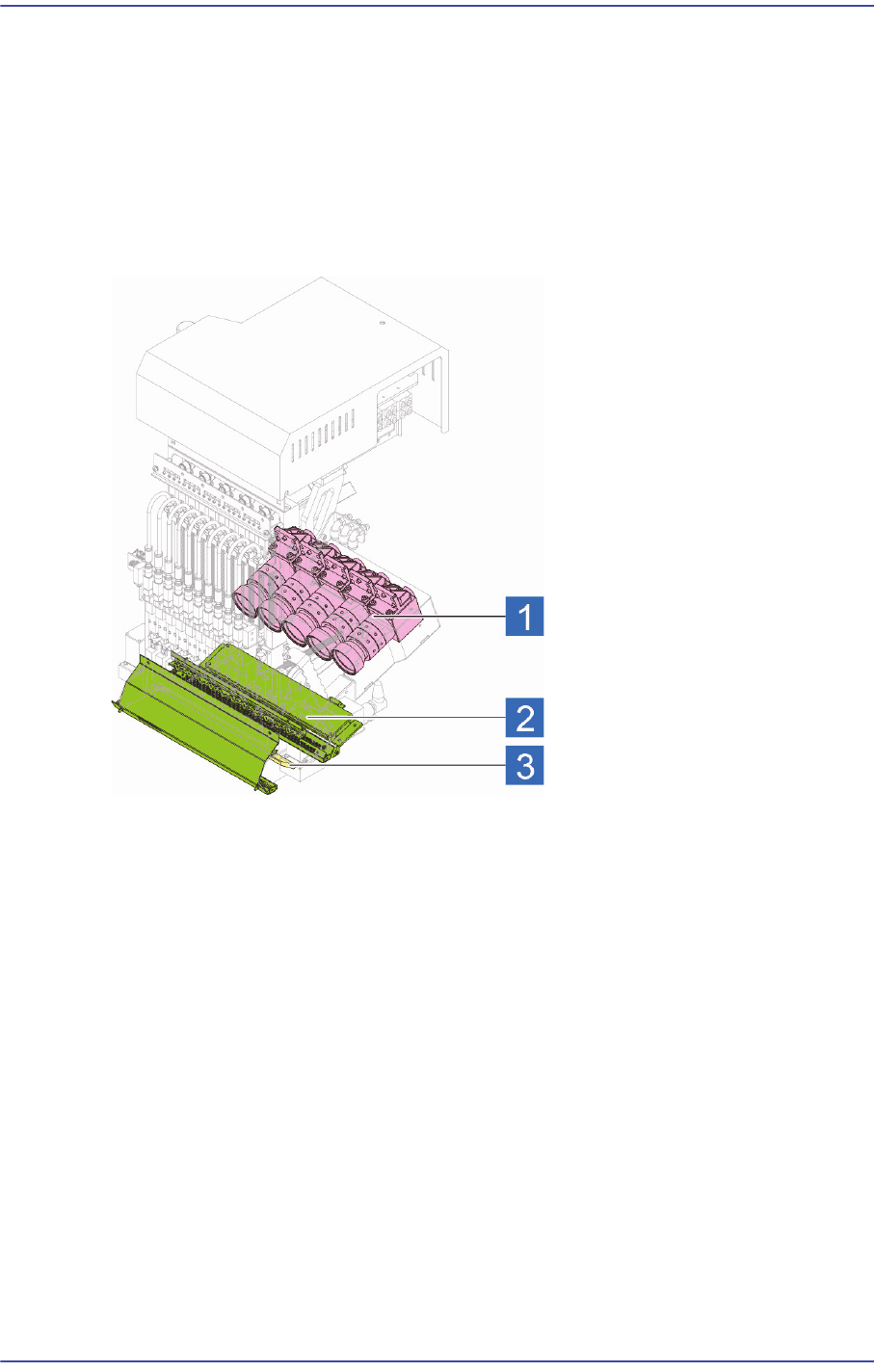
6.6. Flying Vision
6.6.1. 概要
Flying Vision System是10个贴装头使部件从吸附位置移动到贴装位置,在移动途中
Vision(显示)识别部件的系统。用安装在Head 的5 个CCD摄象机同时识别10 个
Head的部品。而且各Head可以分别选用2种方式的多级数码照明。
图
6.6 Samsung Flying Vision
1: Fly Camera
2:
照明
3: Mirror
6.6.2. 光路控制
Flying Vision System为了水平位置上的Camera识别垂直位置上的部件,光路上使用
了镜子。吸着部品时 , 装在Head的反射镜旋转到Head的前面。部品被吸着后向贴装
位置移动时,反射镜再旋转到Head的底部,这个时候部品的Vision 通过反射镜的反
射聚焦在安装于Head的CCD 摄象机。
通过对此图像的Vision 处理后,系统可以识别部品的位置及角度。系统再利用已经
识别的部品的位置及角度来做贴装坐标误差的补偿。在误差补偿位置贴装部品时,
反射镜再旋转到Head的前面。