赫立麟翔系列在线型自动光学检测仪使用手册-Ver3.0-C3069.pdf - 第62页
上海赫立电子 科技有限公司 在线型自动光 学检测仪使用 手册 第 61 页 共 64 页 b) 极反检 测方法 之 亮 度偏 差 在 T op ( RGB ) Dark 图 像模式下 : IC 元件极 性标识 亮度明显区 别于周边 像素的亮度 数值, 且清晰 可见 , 以当前 检测窗 口为例 , IC 未 极反时, 当前 检测窗 口内的 亮度 偏差百 分比结 果数值 相对 较大;而 当 IC 贴 片极反时,当 前检测窗口内 的亮度分 布…
上海赫立电子科技有限公司
在线型自动光学检测仪使用手册
第
60
页 共 64 页
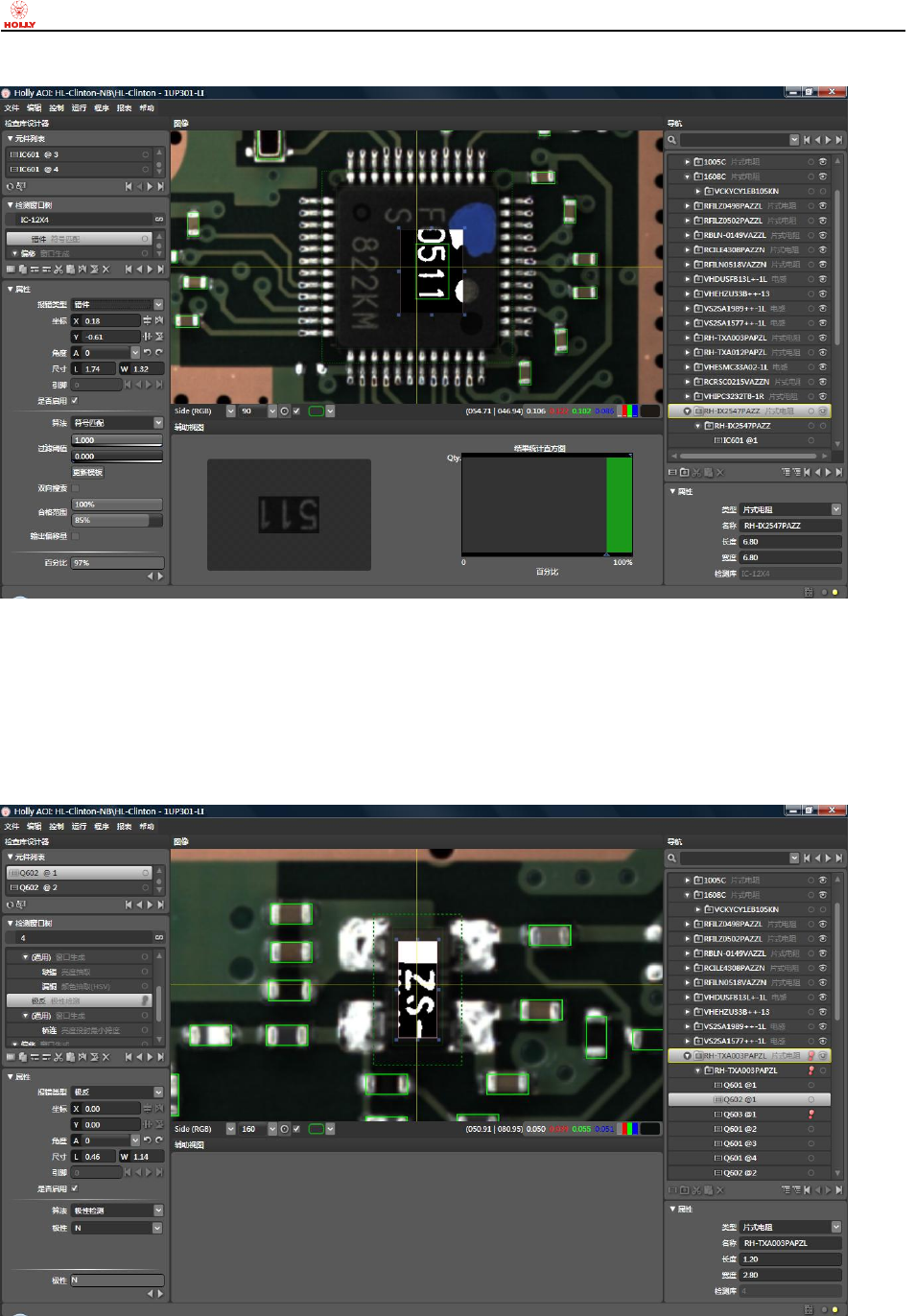
c) 错件检测方法 之 符号匹配
在 Side(RGB)真彩色图像模式下:IC 等元件本体上有丝印/激光字符,未错贴成其它元件时,当前检
测窗口位置字符图形相似度百分比结果数值较高;而当元件错贴成其它元件时,当前检测窗口位置字符
图形发生变化,相似度百分比结果数值非常小。
5-4-7. 极反
a) 极反检测方法 之 极性检测
在 Side(RGB)真彩色图像模式下:二极管元件极性标识在极性检测算法下,更加突出且清晰可见,以
当前检测窗口为例,二极管未极反时,极性结果数值显示为 N;而当二极管贴片极反时,极性结果数值
则为 P。
上海赫立电子科技有限公司
在线型自动光学检测仪使用手册
第
61
页 共 64 页
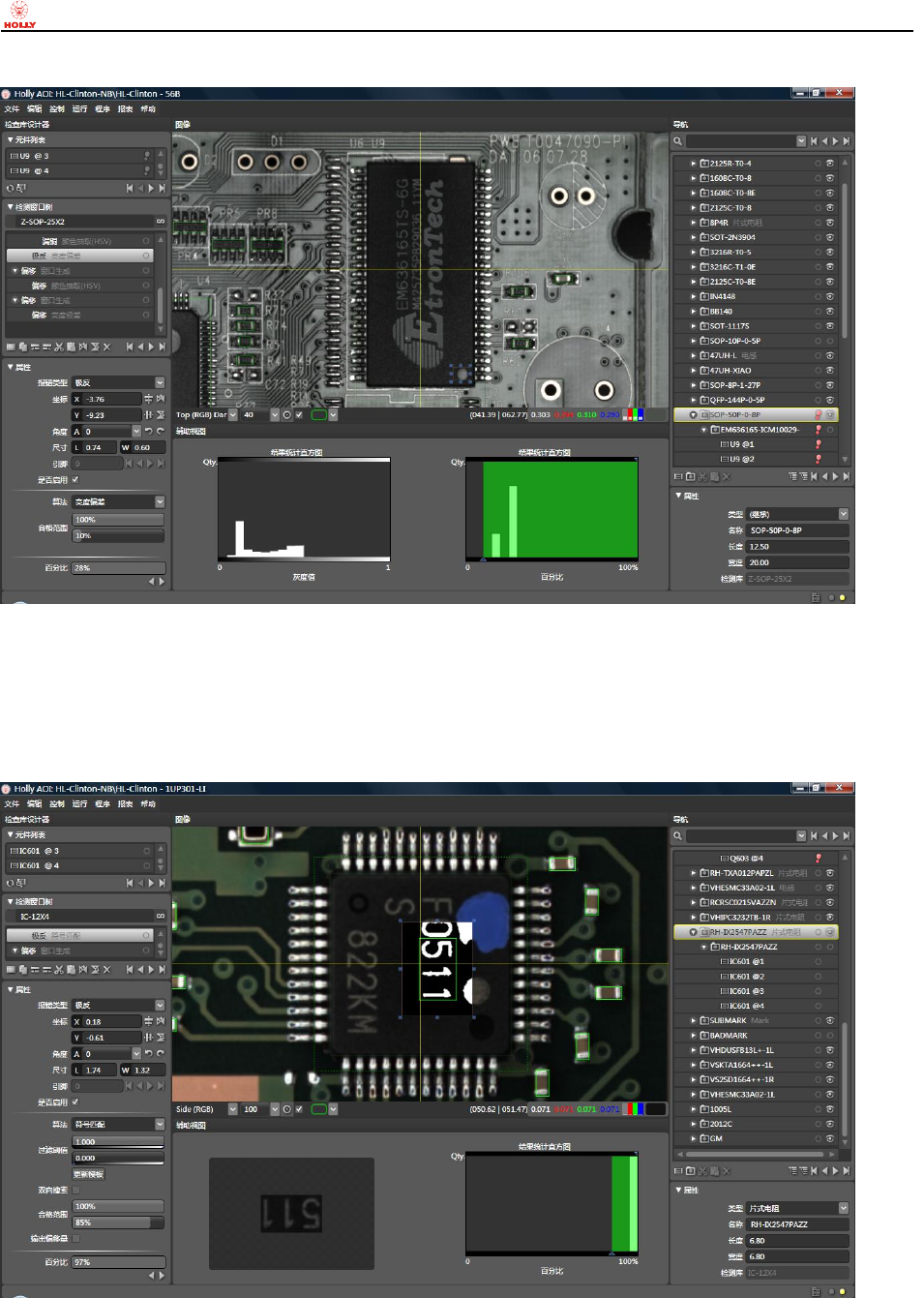
b) 极反检测方法 之 亮度偏差
在 Top(RGB)Dark 图像模式下:IC 元件极性标识亮度明显区别于周边像素的亮度数值,且清晰可见,
以当前检测窗口为例,IC 未极反时,当前检测窗口内的亮度偏差百分比结果数值相对较大;而当 IC 贴
片极反时,当前检测窗口内的亮度分布将非常均匀,亮度偏差百分比结果数值相对较小。
c) 极反检测方法 之 符号匹配
在 Side(RGB)真彩色图像模式下:IC 等元件本体上有丝印/激光字符,未贴片极反时,当前检测窗口
位置字符图形相似度百分比结果数值较高;而当元件贴片极反时,当前检测窗口位置字符图形发生变化,
相似度百分比结果数值非常小。
上海赫立电子科技有限公司
在线型自动光学检测仪使用手册
第
62
页 共 64 页
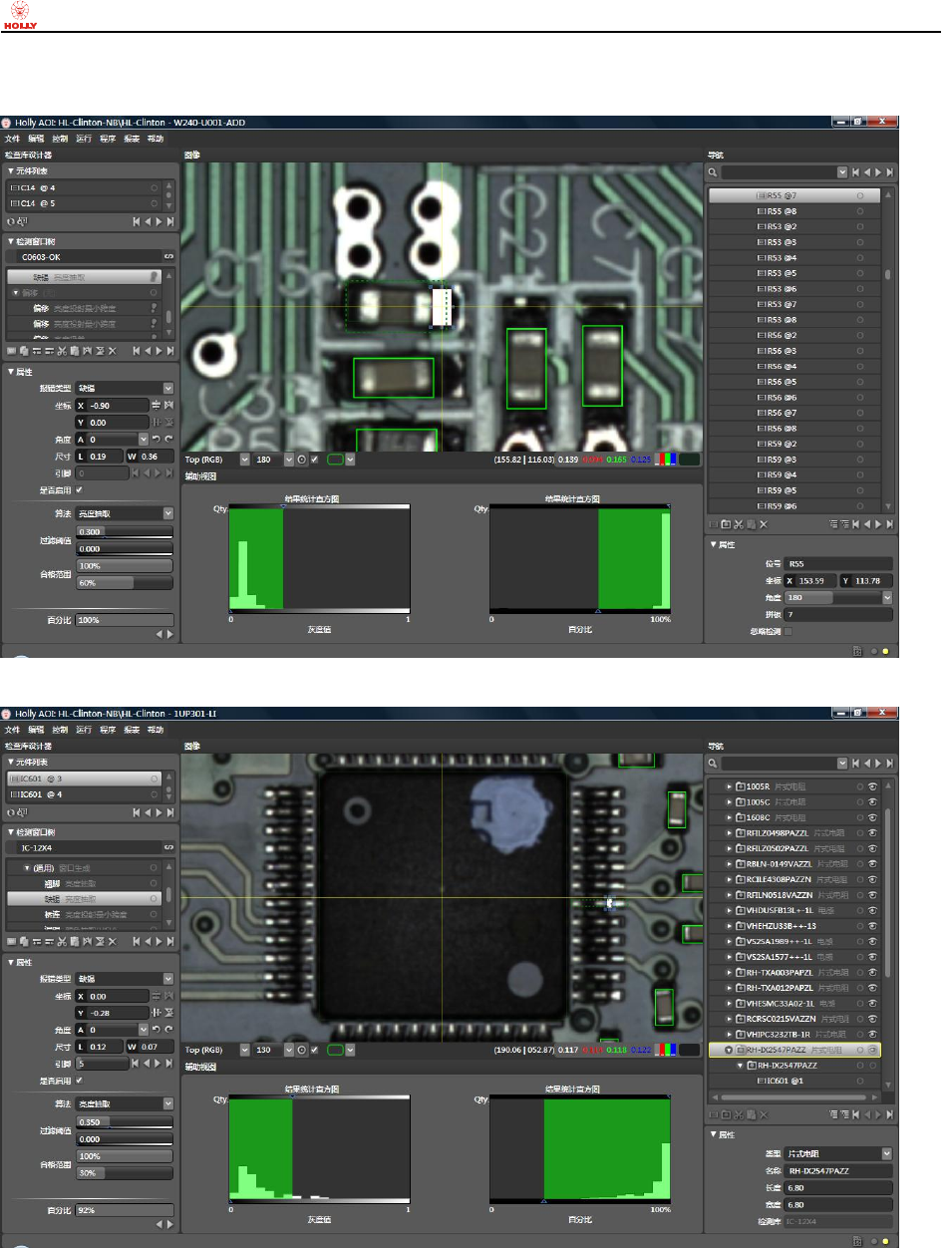
5-4-8. 缺锡
a) 缺锡检测方法 之 亮度抽取(暗部抽取)
在 Top(RGB)同轴落射照明图像模式下:由于良好的焊锡会依附电阻/电容等片式元件的电极端面以及
IC 等元件的引脚端面形成自然的斜坡,焊锡为斜坡状,焊锡区域亮度数值呈现为非常暗,焊盘相对平坦
则呈现为非常亮。焊锡状况良好时,当前检测窗口亮度抽取亮度很暗的像素数占窗口内像素总数的百分
比结果数值相对较大,暨焊锡量较足;而当焊锡较少时,当前检测窗口亮度抽取亮度很暗的像素数占窗
口内像素总数的百分比结果数值相对很小。