SM321(F_.pdf - 第5页
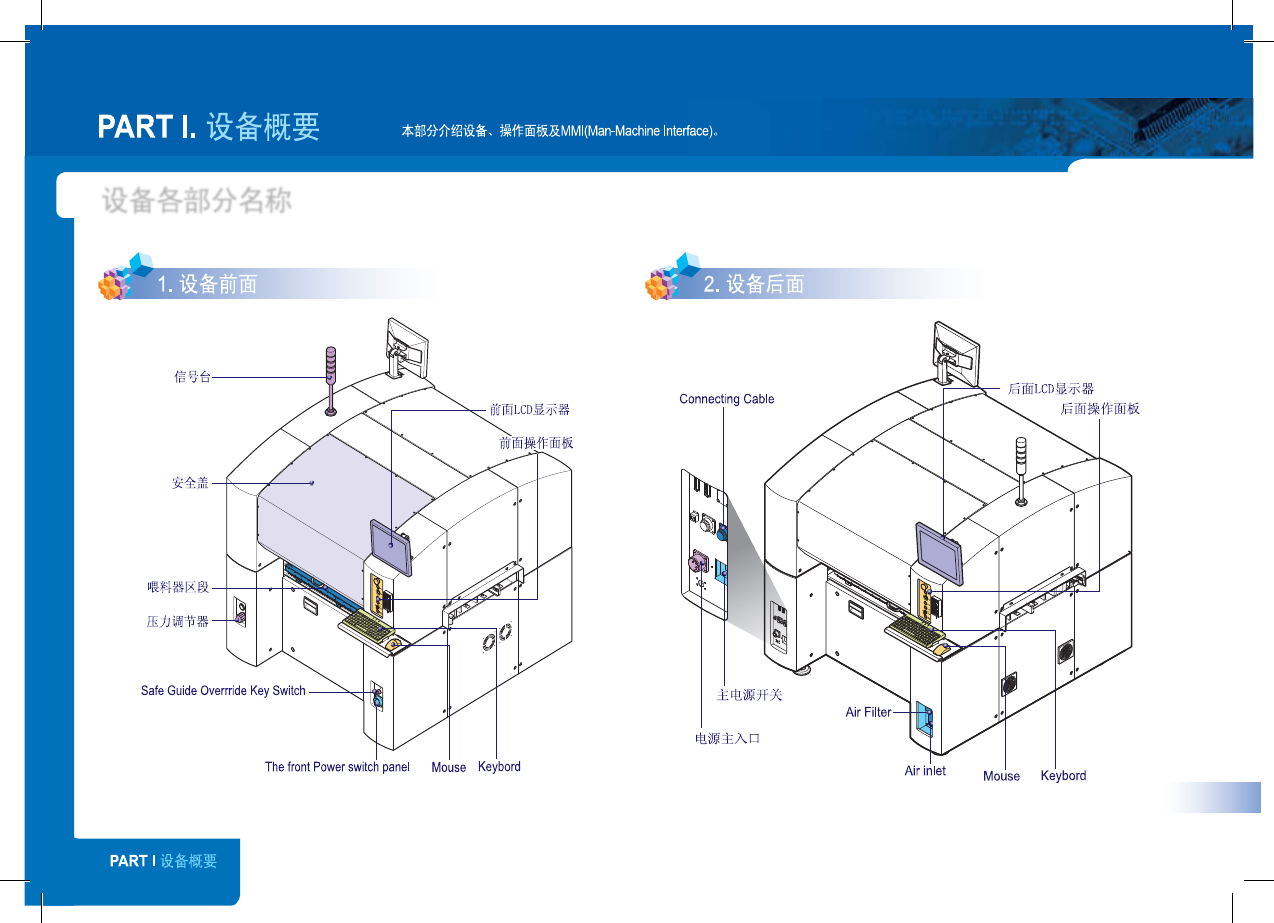
SM 3 21 (F ) Ope rat io n Ha nd bo ok 5 设 备 各 部分 名 称 A I R P R E S S U R E R E G U L A T O R S A F E G U A R D O V E R R I D E M A IN S W I T C H T R A Y L A N I N T E R F A C E A C P O W E R 3 P h . 2 2 0 V M C C B F R …

SM321(F)总操作流程如下。
概要-作业流程
SM321(F) Operation Handbook
4
概要
.
设备启动前的检点
2
.
打开
Main
开关
3
.
MMI
的初始化
4
.
给设备电动机供应电源
空压
额定电压
*
设备内部的污渍
*
吸嘴状态
*
供给装置
*
安全盖
、
*
设备周围的安全
顺时针方向拧设备前面的
Main
开
关
,
给设备供应电源
。
执行
MMI
则程序自动初始化
,
检点设
备的各模块
。
再点击
<
ReadyM
$
钮即可操作
。
5
.
执行初始化
6
.
Warming
-
Up
(
预热
)
7
.
下载
PCB
文件
、
设置传送轨道
•
在示教框中点击
<
1
\
/
100
>
按钮
•
<
1
~
101
\
/
^
>
亮灯后
,
再点击
<
HOME
START
>
按钮执行初始化
。
为提高设备的实际精密度
,
在实际
贴装前大约利用
10
分钟的时间执行
预热
<
Warming
-
Up
>
。
调节输送机宽度
。
设置
PCB
固定方式
。
选择要操作的
PCB
文件进行下载
。
11
.
生产完成
9
.
布置
BACKUP
PIN
10
.
生产
PCB
12
.
关闭设备电源
•
选择
MMI
的
’
产品
’
菜单
•
选择
’
PCB
D
/
L
’
子菜单
•
在
<
生产计划
>
栏输入生产量
•
选择
’
Start
’
子菜单后
,
按操作面板的
’
START
’
按钮
v
■
■
•
点击
<
RESET
>
按钮
•
点击
<
EXIT
>
按钮
•
关闭
MAIN
开关
(
逆时针方向
)
•
整理工作现场周边
请在适当的位置布置
Backup
Pin
,
使
之支持机板下部
。
生产完成
,
点击
<
PCB
停止
>
按钮
:
结束生产
。
SM321(F) Operation Handbook
5
设备各部分名称
A
I
R
P
R
E
S
S
U
R
E
R
E
G
U
L
A
T
O
R
S
A
F
E
G
U
A
R
D
O
V
E
R
R
I
D
E
M
A
IN
S
W
I
T
C
H
T
R
A
Y
L
A
N
I
N
T
E
R
F
A
C
E
A
C
P
O
W
E
R
3
P
h
.
2
2
0
V
M
C
C
B
F
R
A
M
E
G
R
O
U
N
D
P
R
E
V
I
O
U
S
N
E
X
T
[
C
H
1
]
F
E
E
D
E
R
[
C
H
2
]
D
O
C
K
I
N
G
SM321(F) Operation Handbook
6
操作面板
JOG
BANG
HOME
O
.
LINE
□
□
口口
XY
Z
/
R
S
□
□
口
□
□
□
c
□
口
5
6
□
口
□
□
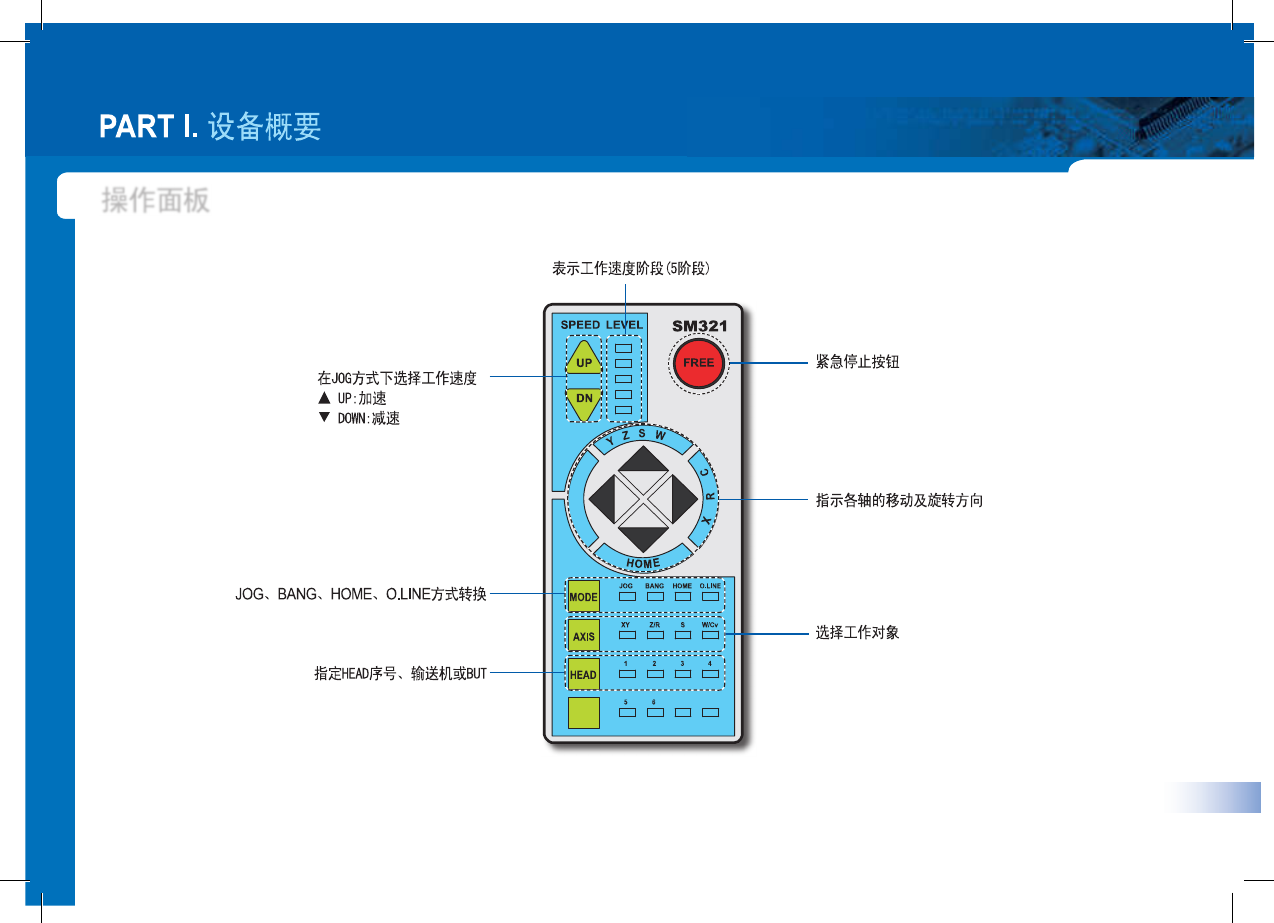
表示工作速度阶段
(
5
阶段
)
SPEED
LEVEL
SM
321
紧急停止按钮
指示各轴的移动及旋转方向
选择工作对象
在
JOG
方式下选择工作速度
▲
UP
:
加速
▼
DOWN
:
减速
JOG
、
BANG
、
HOME
、
O
.
LINE
方式转换
指定
HEAD
序号
、
输送机或
BUT
PART
I
.
设备概要
H
0
H
口