TCM-X110_X210_X300(D) 1_Operation.pdf - 第84页
2 . 4 . 7 2 . 4 . 7 2 . 4 . 7 2 . 4 . 7 2 . 4 . 7 线 路 板 认 识 部 线 路 板 认 识 部 线 路 板 认 识 部 线 路 板 认 识 部 线 路 板 认 识 部 F i g . 1 A 2 8 F i g . 1 A 2 8 F i g . 1 A 2 8 F i g . 1 A 2 8 F i g . 1 A 2 8 通 过 线 路 板 认 识 照 相 机 检 测 线 路 板 …
2. 4. 6 2. 4. 6
2. 4. 6 2. 4. 6
2. 4.6
元件认识部元件认识部
元件认识部元件认识部
元件认识部
F ig . 1 A 2 7F i g . 1A 2 7
F ig . 1 A 2 7F i g . 1A 2 7
Fi g . 1A 2 7
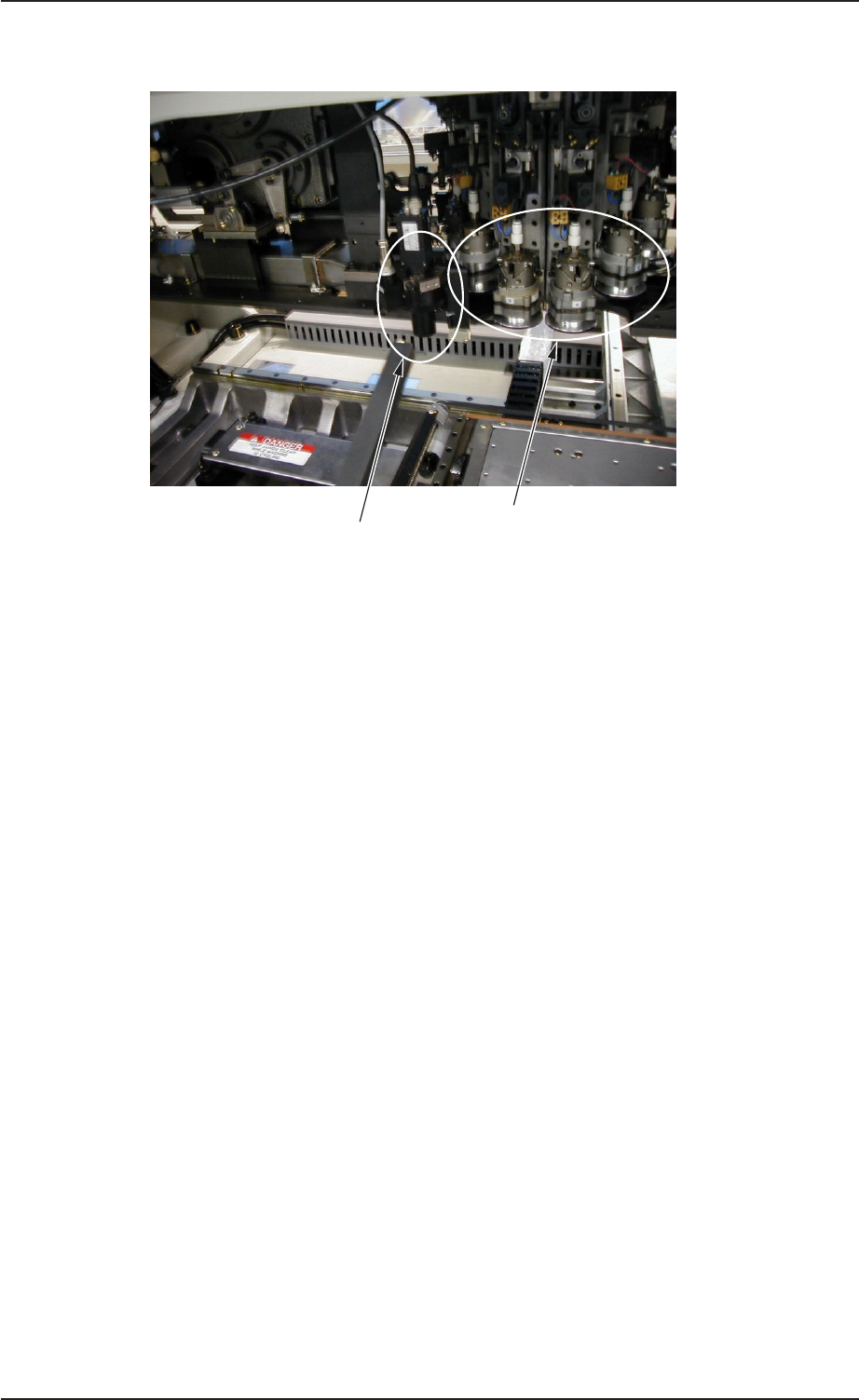
利用两台元件认识照相机和三个光源,检查( 元件认识) 吸取吸嘴上
被吸取元件的机具。
认识元件有以下三个内容。
元件的有 无 检测
对应元件 库的元件 检测
元件位置偏离 及角度偏离 的测定
2 . 42 . 4
2 . 42 . 4
2 . 4
主要单 位主要 单 位
主要单 位主要 单 位
主要单 位
0308-001 1-30
元件认识 照相机部元件认识 照相 机部
元件认识 照相机部元件认识 照相 机部
元件认识 照相机部
2 .4 .7 2 . 4. 7
2 .4 .7 2 . 4. 7
2. 4 .7
线路板认识部线路板认识部
线路板认识部线路板认识部
线路板认识部
F ig . 1 A 2 8F i g . 1A 2 8
F ig . 1 A 2 8F i g . 1A 2 8
Fi g . 1A 2 8
通过线路板认识照相机检测线路板上已装的线路板认识记号,计算
出对应认识记号坐标数据的位置偏离量,并自动补正元件的安装位
置 。
2 . 42 . 4
2 . 42 . 4
2 . 4
主要单 位主要 单 位
主要单 位主要 单 位
主要单 位
0308-001 1-31
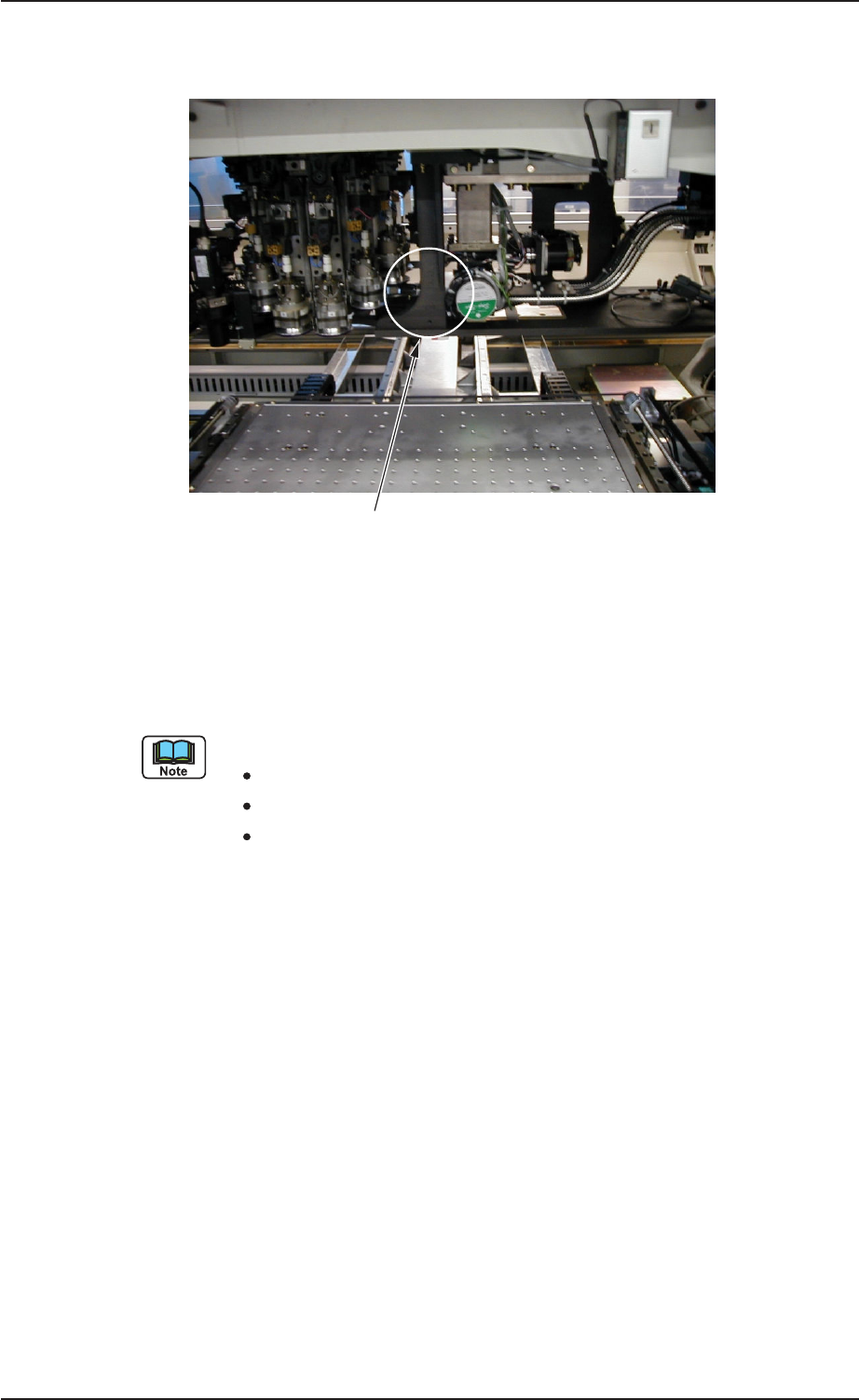
线路 板认 识照 相 机线路板认 识照相 机
线路 板认 识照 相 机线路板认 识照相 机
线路板认 识照相 机
安装头 塔安 装头塔
安装头 塔安 装头塔
安装头 塔
3 .3 .
3 .3 .
3 .
表 面表面
表 面表面
表 面
实际贴 装实际 贴 装
实际贴 装实际 贴 装
实际贴 装
的的
的的
的
结 构结构
结 构结构
结 构
针对将元件实际贴装到线路板表面的结构进行简单说明。
(a) 以线路板流动方向 “ 从左向右( L → R ) ” 为基准进行说
明 。
(b) 详细内容请参照 “ 第二篇: 操作( 培训人员) 第二节
1 . 动作概要 ” 章节。
3 . 13 . 1
3 . 13 . 1
3 . 1
线路板搬进和线路板定位线路板搬进和线路板定位
线路板搬进和线路板定位线路板搬进和线路板定位
线路板搬进和线路板定位
线 路 板 搬 进线 路 板 搬 进
线 路 板 搬 进线 路 板 搬 进
线 路 板 搬 进
从前工序中搬进的线 路 板在 L 传 送带 上移动,停止在线路板搬 运
部 。
F ig . 1 A 2 9F i g . 1A 2 9
F ig . 1 A 2 9F i g . 1A 2 9
Fi g . 1A 2 9
线 路 板 定 位线 路 板 定 位
线 路 板 定 位线 路 板 定 位
线 路 板 定 位
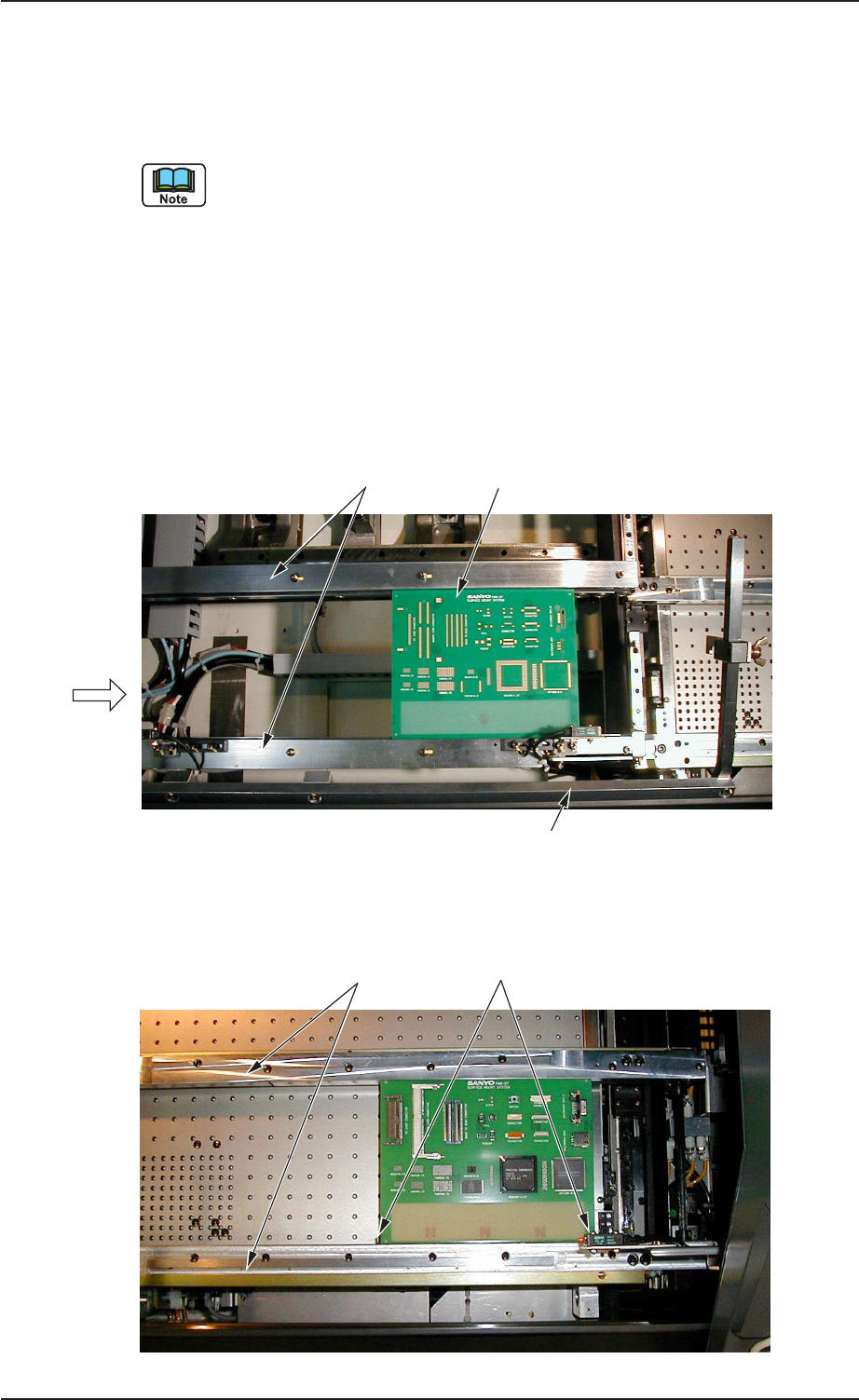
通过线路板搬运部移动至 X Y 工作台上的线路板通过滑道和线路板
定位针被固定在 X Y 工作台上。
F i g .1 A 3 0 X YF i g .1 A 3 0 X Y
F i g .1 A 3 0 X YF i g .1 A 3 0 X Y
F i g . 1 A 3 0 X Y
工作台部工作台部
工作台部工作台部
工作台部
0308-001 1-32
3 .3 .
3 .3 .
3 .
表 面表 面
表 面表 面
表 面
实 际 贴 装实 际 贴 装
实 际 贴 装实 际 贴 装
实 际 贴 装
的的
的的
的
结 构结 构
结 构结 构
结 构
LL
LL
L
传送带传送带
传送带传送带
传送带
线 路 板线路 板
线 路 板线路 板
线 路 板
前工序前工序
前工序前工序
前工序
线路板搬运部线路板搬 运部
线路板搬运部线路板搬 运部
线路 板搬运部
线路 板定位针线路板定位针
线路 板定位针线路板定位针
线路 板定位针
滑 道滑 道
滑 道滑 道
滑 道