00197464-01_SM_CP20-A-M_DE.pdf - 第53页
5 Einstellarbeiten 5.4.2 Kulissenreferenzlauf (im S IT EST) 5.4 Nullpunktkorrektur fü r Stern- und Z-Achse Serviceanleitung SIPLACE C&P20, C&P20A, C&P20M 53 Nach Servicearbeiten an der Z-Ach se oder Ster nach…
5 Einstellarbeiten
5.4 Nullpunktkorrektur für Stern- und Z-Achse 5.4.1 Kopfspezifische Daten nach manuellem Kopftausch in die Maschinendaten
52 Serviceanleitung SIPLACE C&P20, C&P20A, C&P20M
5.4
5.4 Nullpunktkorrektur für Stern- und Z-Achse
Nullpunktkorrektur für Stern- und Z-Achse
5.4.1
5.4.1 Kopfspezifische Daten nach manuellem Kopftausch in die Maschinendaten übertragen
Kopfspezifische Daten nach manuellem Kopftausch in die Maschinendaten übertragen
Kopfspezifische Daten manuell übertragen
Voraussetzung: Der Kopf muss referenziert sein (Stern- und Z-Achse).
5.4.2
5.4.2 Kulissenreferenzlauf (im SITEST)
Kulissenreferenzlauf (im SITEST)
► Starten Sie den SITEST --> Kopf - Funktionen
HINWEIS
Fast Head Exchange
Wird ein Kopftausch über die Funktion FHE durchgeführt, dann werden die kopfspezifischen
Daten automatisch übertragen.
► Wechseln Sie in den Bedienerlevel SIPLACE (Kun
-
de).
► Wählen Sie Einzelfunktionen (Sensoren und Funktio
-
nen überprüfen) --> Sensoren und Funktionen
von bestimmten Komponenten überprüfen .
► Wählen Sie den entsprechenden Kopf.
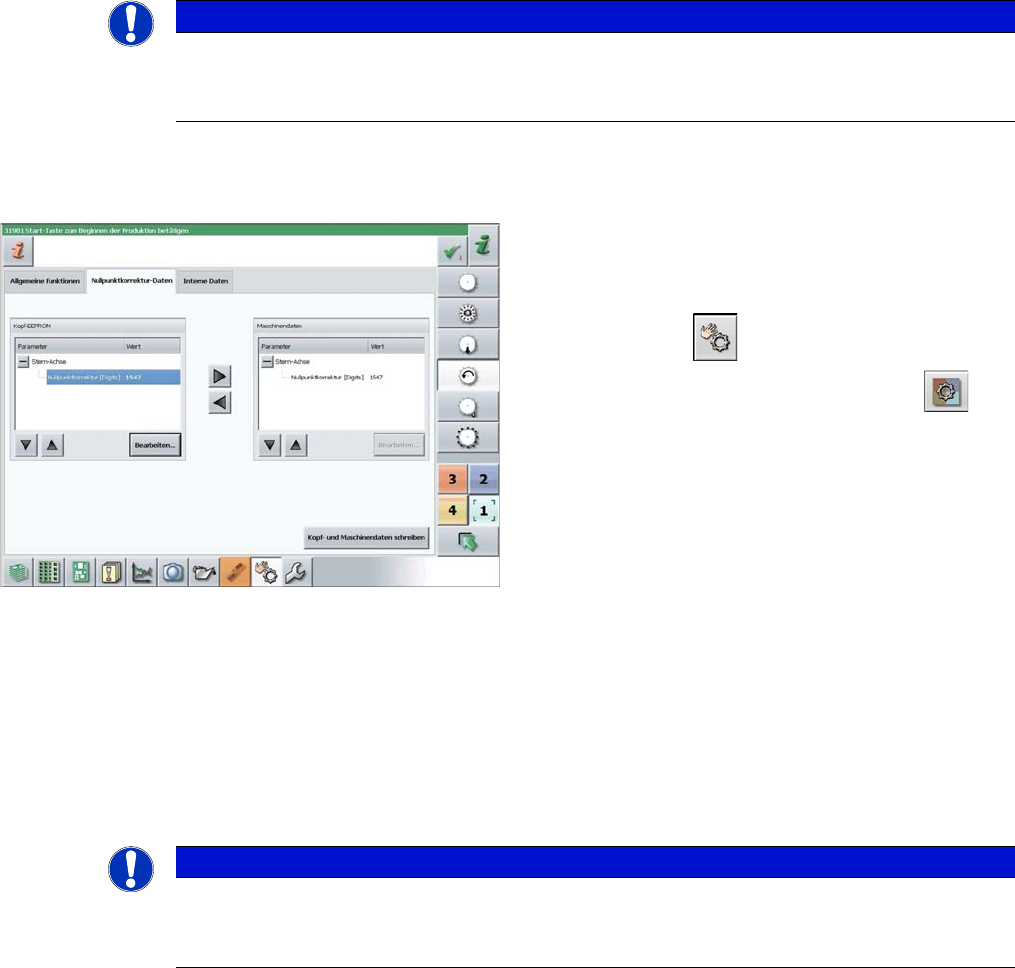
► Wählen Sie Z-Achse.
► Wählen Sie Nullpunktkorrekturdaten.
► Wählen Sie im Bereich Kopf-EEPROM den entspre
-
chenden Parameter aus, klicken Sie auf Bearbeiten
und tragen Sie den entsprechenden Wert ein.
► Übertragen Sie die Daten mit dem Pfeil-Button vom
Kopf-EEProm in die Maschinendaten.
► Wählen Sie nach der Korrektur der Parameter Kopf-
und Maschinendaten schreiben.
► Wiederholen Sie die Einstellung für die Stern-Achse.
HINWEIS
Nach Servicearbeiten am C&P20
Die Funktion Nullpunkt Z-Achse und Stern-Achse kalibrieren sollte nach Servicearbeiten am
C&P20 Kopf durchgeführt werden.
5 Einstellarbeiten
5.4.2 Kulissenreferenzlauf (im SITEST) 5.4 Nullpunktkorrektur für Stern- und Z-Achse
Serviceanleitung SIPLACE C&P20, C&P20A, C&P20M 53
Nach Servicearbeiten an der Z-Achse oder Sternachse müssen die Nullpunktkorrekturen neu aufge
-
nommen werden.
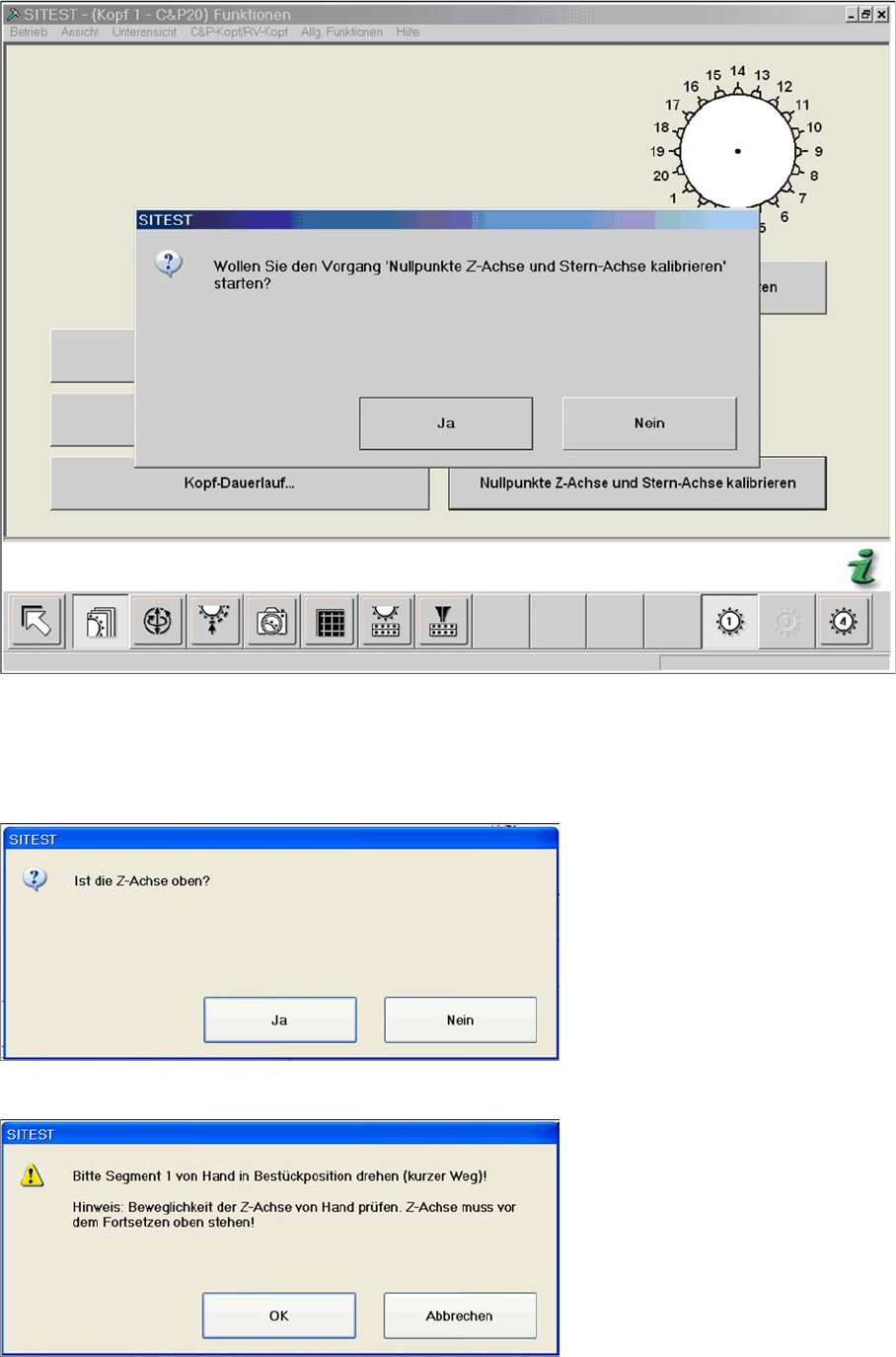
► Drücken Sie den Button Nullpunkt Z-Achse und Stern-Achse kalibrieren
► Bestätigen Sie die Abfrage mit JA.
► Überprüfen Sie die Position der Z-Achse und drücken Sie JA.
► Drehen Sie den Stern auf dem kürzesten Weg mit dem Segment 1 in die Bestückposition.
► Drücken Sie die Start-Taste an der Maschine.
5 Einstellarbeiten
5.4 Nullpunktkorrektur für Stern- und Z-Achse 5.4.3 Ermitteln der Nullpunktkorrektur für die Stern- und Z-Achse ab
54 Serviceanleitung SIPLACE C&P20, C&P20A, C&P20M
► Drücken Sie dann OK am Monitor.
Der Kalibriervorgang wird jetzt gestartet und die neuen Z- und Stern-Nullpunktkorrekturwerte werden in
der Achs_ver.ma und auf dem Kopf-EPROM gespeichert.
5.4.3
5.4.3 Ermitteln der Nullpunktkorrektur für die Stern- und Z-Achse ab SW605.03.SP1
Ermitteln der Nullpunktkorrektur für die Stern- und Z-Achse ab SW605.03.SP1
Das Menü zur Ermittlung der Nullpunktkorrekturen ist nur mit dem Service-Passwort (Kunde)
zugänglich!
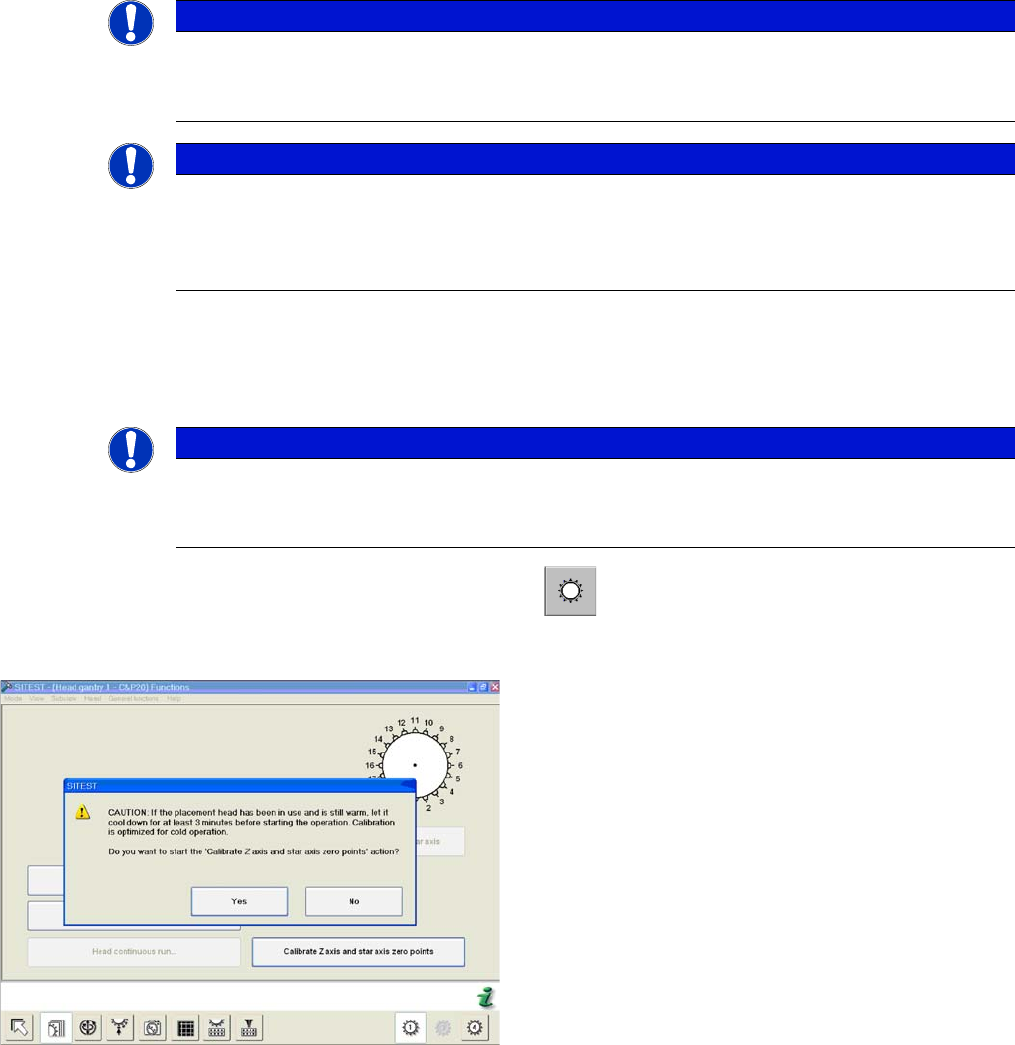
► Starten Sie den SITEST --> Kopf-Funktionen .
► Drücken Sie den Button Nullpunkt Z-Achse und Stern-Achse kalibrieren.
HINWEIS
Kalibriervorgang nicht erfolgreich
War der Kalibriervorgang nicht erfolgreich, kontrollieren Sie den Verfahrweg der Z-Achse. Die
max. und min. Verfahrwege der Z-Achse (C&P20) sind 34000 Digits und -200 Digits.
HINWEIS
Kulissenreferenzlauf fehlgeschlagen
Sollte der Kulissenreferenzlauf fehlschlagen, so muss mit Hilfe einer Einstelllehre der Rachen
der Z-Achse eingestellt werden.
Diese Arbeit darf nur durch den SIPLACE-Servicetechniker durchgeführt werden.
HINWEIS
Nullpunkt Z-Achse und Stern-Achse kalibrieren
Die Funktion Nullpunkt Z-Achse und Stern-Achse kalibrieren sollte nach Servicearbeiten am
C&P20-Kopf durchgeführt werden. (Z.B. Z-Achse, BE-Sensor-Austausch)
Kalibrierung Nullpunktkorrekturen Stern- und Z-Achse
► Warten Sie gegebenenfalls 3 Minuten, bis sich der
Kopf abgekühlt hat.
► Bestätigen Sie die Abfrage mit JA.