Service Information.pdf - 第48页
用于 服务 工程师 服务 信息 SI18020008E - 000 = Y SM10 后送料 库改造 程序 47/65 a 机器后 视图 4 5 3 D 1 2 "R2 Flt" 5 [> 现 有传感器 进 纸器浮 动检 测传 感器 接收 器侧 6 1 [> D 附加 线束:至 KMG - M663D - 00"J0047" "R1 FDR PWR" KMG - M…
用于服务
工程师
服务
信息
步骤
11
。
布置线束。(6/7)
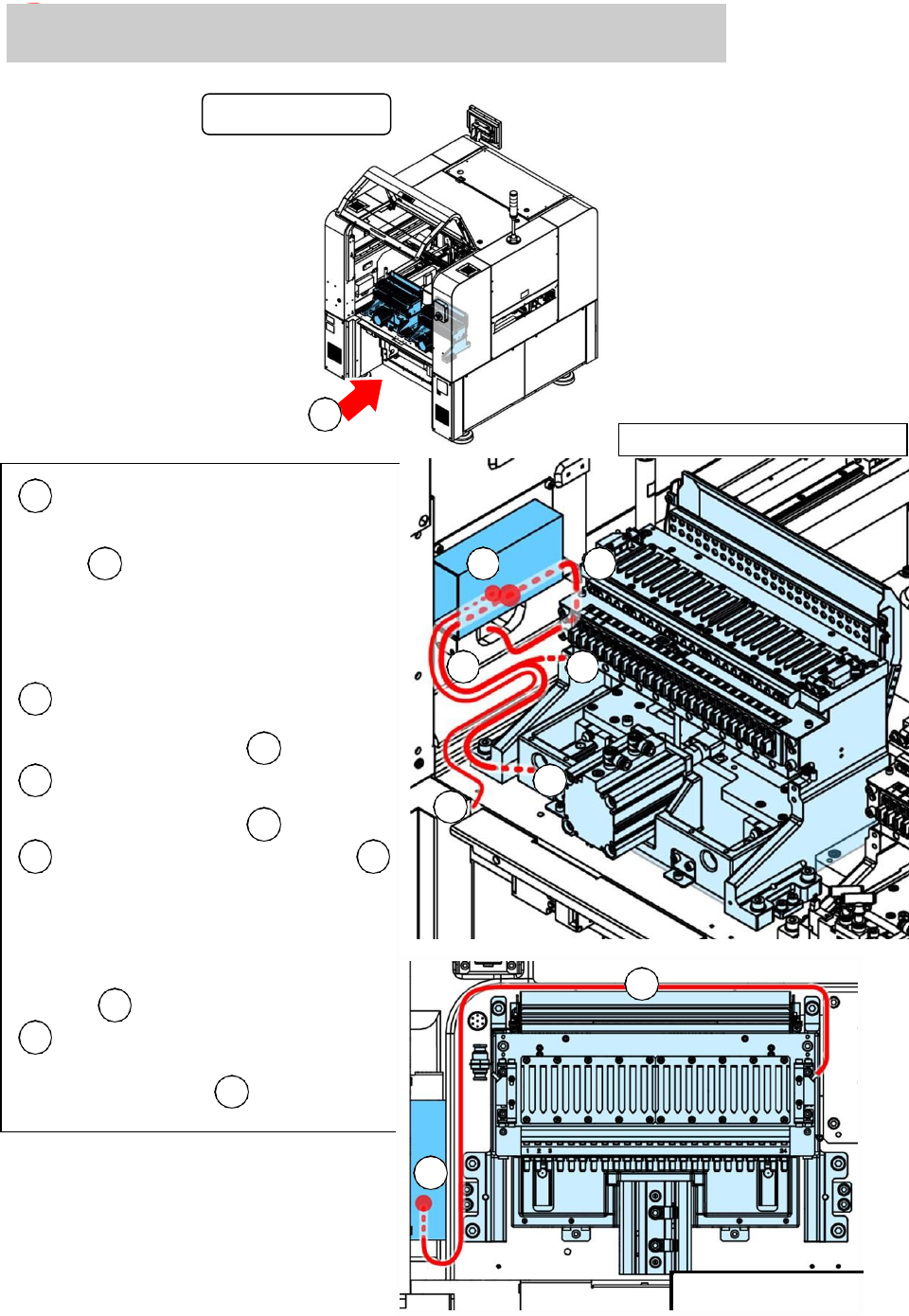
机器后视图
SI18020008E-000• YSM10
后送料器库改造程序
46/65
1
带银行"J1077""R1 FDR
PWR""J1076""I/O
C"2
个
部件的线束
+>
4
切割机气缸传感器"R1
切割 操作"
"R1 切割 Cl"
•>现有连接器
2
进纸器浮动检测传感器发射器侧"R1 FLT
POW"
\> 现有连接器
5
3
盖 上软件 线束(参见"3.13")
"J0282""R 快 门"
[>
现有连接器
5
4
附加线束(参见步骤 10):到
D
KMG-M663D-
00"J0047""R1 FDR
PWR"
KMG-M668F-00 "J0106"
"I/O C"
KMG-M668E-00 "J105"
"I/O C"
+>
1
6
馈线浮动检测传感器接收器侧
"R1 FLT"
5
[> 现有传感器
5
4
D
2
1
3
6
5
顶部视图
放大视图:R1
a
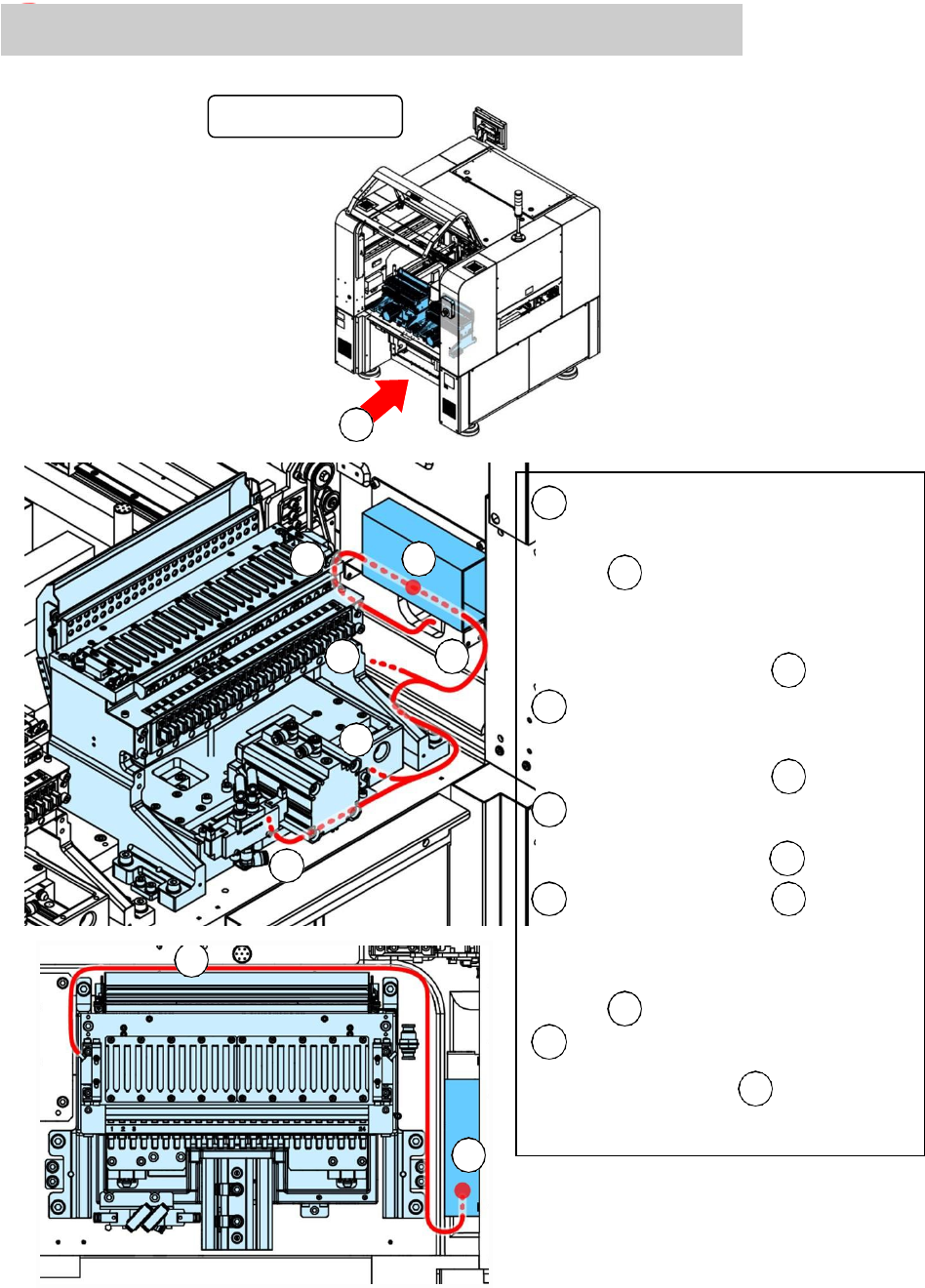
用于服务
工程师
服务
信息
SI18020008E-000 = YSM10
后送料库改造程序
47/65
a
机器后视图
4
5
3
D
1
2
"R2Flt"
5
[> 现有传感器
进
纸器浮动检测传感器接收器侧
6
1
[>
D
附加
线束:至
KMG-
M663D
-00"J0047""R1
FDR PWR"
KMG
-M668F-00
"J0106" "I/O C"
4
进纸器浮动检测传感器发射器侧"R2 FLT
POW"
\> 现有连接器 5
3
\> 现有连接器
5
刀具阀完全通(参见"3.9"
)
"R
切割
操作"
"R 切割 Cl"
2
切割机
气缸传感器
"R2
切割 操作"
"R2
切割 Cl"
\> 现有连接器 4
4
[>
1
线束,带银行
"J1079""R2 FDR
PWR""J1078""I/O C"2
步骤12。布置线束。(7/7)
6
5
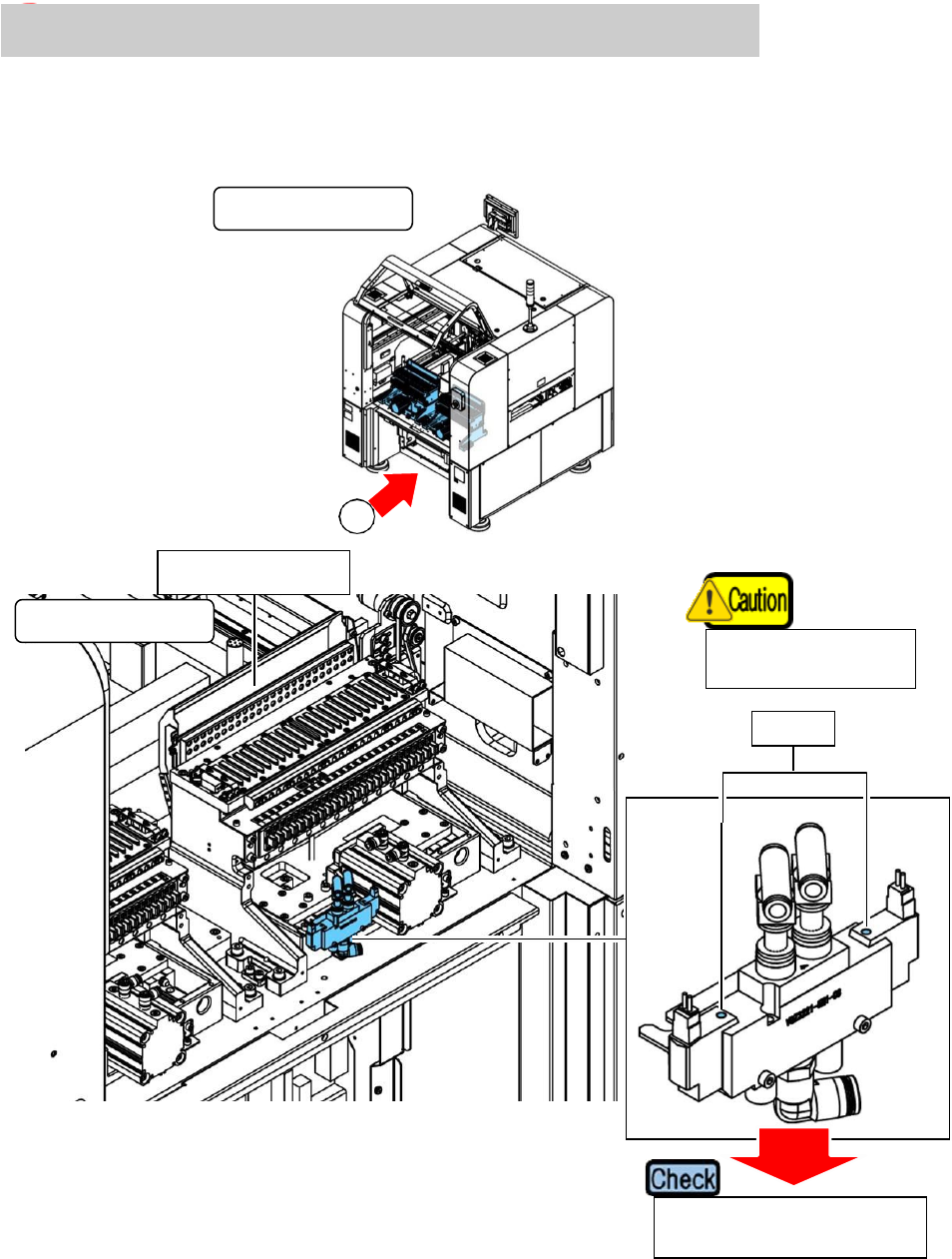
用于服务
工程师
服务
信息
SI18020008E-000 = YSM10
后送料库改造程序
48/65
a
机器 后视图
按钮
示例:R2 侧
放 一些文件
不要把手放在斜坡
内。
3.16
检查刀具功能 步骤 1。 打开
空气供应。连接空气 管。
第 2 步。确认刀具工作正常。
通过 重复以打开和关闭来检
查功能