CM402规格说明书.pdf - 第25页
CM402-M/L 2007.0401 - 19 - ■ CSP 的识别条件 能够贴装 CSP 的条件如下所示。 ( 但是,基本上,首先在获得样品之 后,再经过研讨、实验,才 能判断是否能够贴装 CSP 。 ) 高速贴装头 多功能贴装头 外形尺寸 5 mm×5 mm ~ 24 mm×24 mm 5 mm×5 mm ~ 24 mm×24 mm 厚度 1.0 mm ~ 6.5 mm 1.0mm ~ 21mm 焊锡球间距 0.5mm ~ 1.…
CM402-M/L 2007.0401
- 18 -
■
QFP
的识别条件
能够贴装
QFP
的条件如下所示。
(
但是,基本上,首先在获得样品之后,再经过研讨、实验,才能判断是否能够贴装
QFP
。
)
高速贴装头
多功能贴装头
外形尺寸
5 mm×5 mm
~
24 mm×24 mm 5 mm×5 mm
~
45 mm×45 mm
厚度
1.0 mm
~
6.5 mm 1.0mm
~
21mm
引脚间距
0.65 mm, 1.0 mm, 1.27 mm, 1.5 mm
0.4 mm, 0.5 mm, 0.65 mm
1.0 mm, 1.27 mm, 1.5 mm
引脚宽度
0.2 mm
以上
引脚形状
从铸型部突出的引脚必须在
1 mm
以上。
・ 供给形态
编带供给
托盘供给(穿梭式托盘供料器
(
选购件
)
对应)
※关于上述规格以外的元件,请与本公司联络。
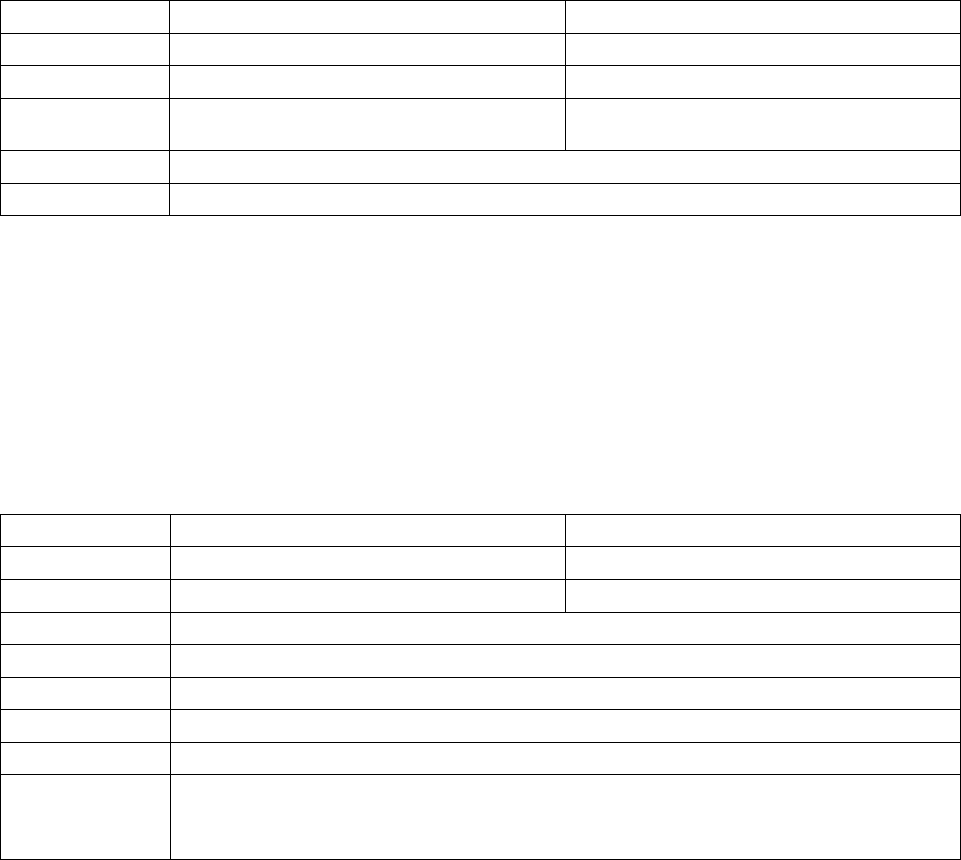
■
BGA
的识别条件
能够贴装
BGA
的条件如下所示。
(
但是,基本上,首先在获得样品之后,再经过研讨、实验,才能判断是否能够贴装
BGA
。
)
高速贴装头
多功能贴装头
外形尺寸
7 mm×7 mm
~
24 mm×24 mm 7 mm×7 mm
~
45 mm×45 mm
厚度
1.0 mm
~
6.5 mm 1.0mm
~
21mm
焊锡球间距
1.0 mm, 1.27 mm, 1.5 mm
焊锡球直径
φ
0.5 mm,
φ
0.7 mm,
φ
0.9 mm
焊锡球形状
球状
焊锡球材质
高温焊膏、共晶焊膏
焊锡球数量
3
个
× 3
个
~
50
个
× 50
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球、交错孔图形与有关
BGA
的
JEDEC
、
EIAJ
规定的内容相同。
)
・ 为了同时识别
BGA
的外形和焊膏球,其本体材质以玻璃环氧为对象。
因为焊锡球贴装面的状态
(
有无图形、通孔、光泽等
),
有时会出现难于识别的情况。
・ 对主体材质为陶瓷、主体颜色为金色的物品,仅根据外形识别进行贴装。
・ 焊锡球的表面状态
焊锡球表面上不得出现因氧化而引起的模糊现象。
(
根据氧化程度是否能够识别
,
需要通过实验进行确认。
)
・ 供给形态
编带供给
托盘供给(穿梭式托盘供料器
(
选购件
)
对应)
CM402-M/L 2007.0401
- 19 -
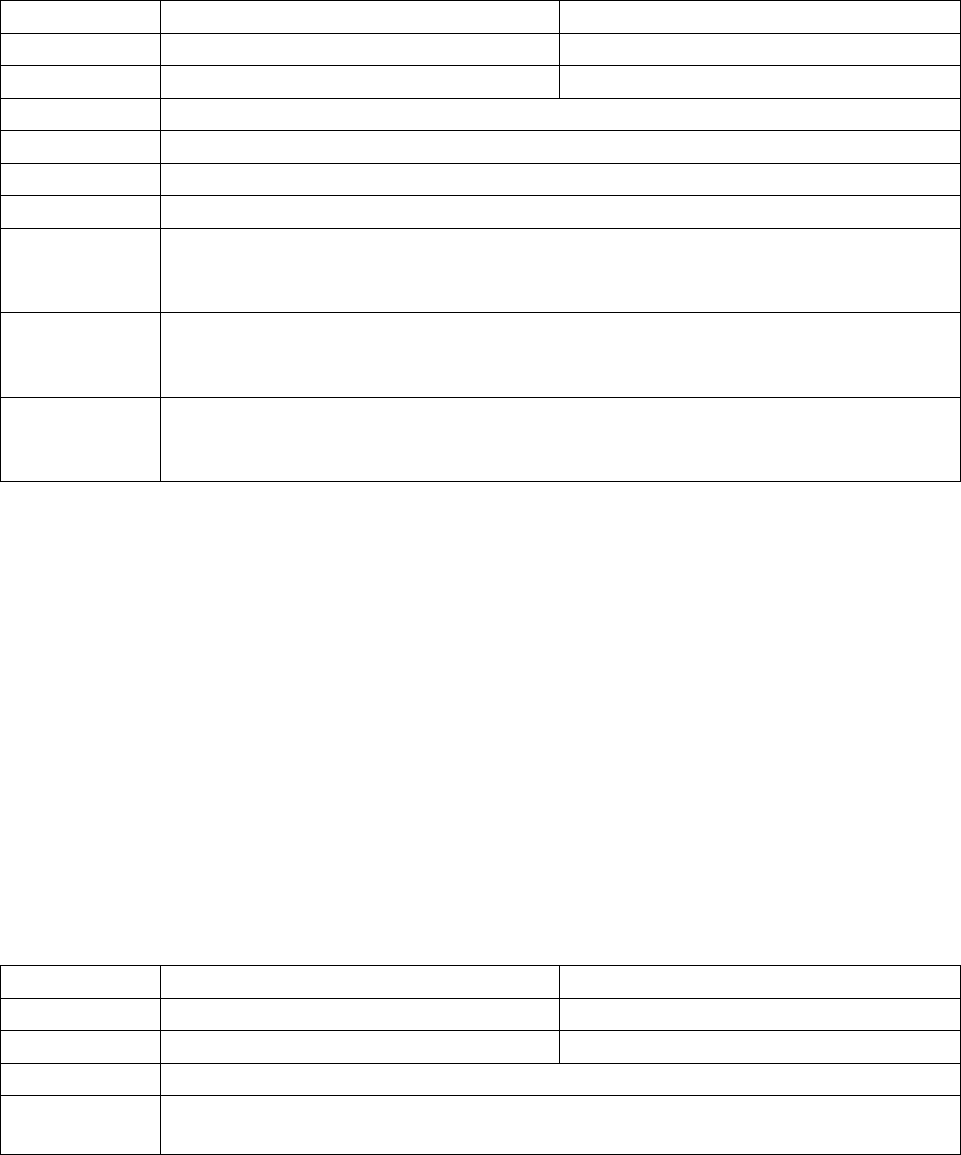
■
CSP
的识别条件
能够贴装
CSP
的条件如下所示。
(
但是,基本上,首先在获得样品之后,再经过研讨、实验,才能判断是否能够贴装
CSP
。
)
高速贴装头
多功能贴装头
外形尺寸
5 mm×5 mm
~
24 mm×24 mm 5 mm×5 mm
~
24 mm×24 mm
厚度
1.0 mm
~
6.5 mm 1.0mm
~
21mm
焊锡球间距
0.5mm
~
1.0mm
焊锡球直径
φ
0.25 mm
~φ
0.7 mm
焊锡球形状
球状
焊锡球材质
高温焊膏、共晶焊膏
最多焊锡球数量
2 500
个
正格子排列时的最外周的行数
×
列数、
50
个
× 50
个
交错孔排列时的最外周的行数
×
列数、
25
个
× 25
个
最少焊锡球数量
9
个
正格子排列时的最外周的行数
×
列数、
3
个
× 3
个
交错孔排列时的最外周的行数
×
列数、
3
个
× 3
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球、交错孔图形与有关
CSP
的
JEDEC
、
EIAJ
规定的内容相同。
)
・ 为了同时识别
CSP
的外形和焊锡球,其主体材质以玻璃环氧为对象。
因为焊锡球贴装面的状态
(
有无图形、通孔、光泽等
),
有时会出现难于识别的情况。
・ 对主体材质为陶瓷、主体颜色为金色的物品,仅根据外形识别进行贴装。
・ 焊锡球的表面状态
焊锡球表面上不得出现因氧化而引起的模糊现象。
(
根据氧化程度是否能够识别
,
需要通过实验进行确认。
)
・ 供给形态
编带供给
托盘供给(穿梭式托盘供料器
(
选购件
)
对应)
■ 连接器的识别条件
能够贴装连接器的条件如下所示。
(
但是,基本上,首先在获得样品之后,再经过研讨、实验,才能判断是否能够贴装连接器。
)
高速贴装头
多功能贴装头
外形尺寸
24 mm × 24 mm
以下
L 100 mm
以下
×W 90 mm
以下
(
※
)
引脚间距
0.65 mm
以上
0.5 mm
以上
引脚形状 从主体部突出的引脚必须在
1 mm
以上。
其他形状
在垂直方向、接触销周围不允许存在通孔。
接触销不允许在下面伸出。
・ 供给形态
通过编带进行供给
通过托盘进行供给(用穿梭式托盘供料器
(
选购件
)
对应)
通过杆进行供给(杆状料架
(
选购件
)
对应)
※当多功能贴装头贴装大型连接器时,由于其他吸着位置和识别范围,对尺寸可能会有限制。
详细请与本公司联络。
CM402-M/L 2007.0401
- 20 -
4.4
供给部的构成
■ 编带料架(选购件)
根据有无接头检测传感器
(
元件的跟踪管理为目的的拼接位置的检测传感器
)
的有无,可将编带料架分为
2
种类型,如下表所
示,根据带宽备有
8
种类型。进给间距根据生产数据自动予以设定。
•
无接头检测传感器型
进给间距
(1
间距
=
4 mm)
料架种类
编带
宽度
类型
卷盘
直径
(
※
1)
安装
间距
编带槽
最大深度
(mm)
最多安装
卷盘数量
0.5
1 2 3 4 5 6 7 8 9 10 11 12 13 14
小 21mm 216
8 mm
(
※
2)
双
T/F
8mm
纸
塑料
大 21mm
3
108
● ●
小 21mm8mm
单
T/F
8mm
纸
塑料
大 21mm
3 108
● ●
小 21mm 15 108
12mm
塑料
大 21mm 15 108
12 mm
16 mm
通用
T/F
16mm 塑料 大 21mm 15
108
(
※
3)
● ● ● ●
24mm 塑料 大 42mm 15 52
24 mm
32 mm
通用
T/F
32mm
塑料 大
42mm 15 52
● ● ● ● ●
●
●
●
15
44mm 塑料 大 63mm
21
(
※
5)
36
15
44 mm
56 mm
通用
T/F
56mm 塑料 大 63mm
21
(
※
5)
36
● ● ● ●
●
●
●
●
● ● ● ● ●
15
72 mmT/F 72mm 塑料 大 84mm
21
(
※
5)
24 ● ● ● ●
●
●
●
●
● ● ● ● ●
• 有接头检测传感器型
进给间距
(1
间距
=
4 mm)
料架种类
编带
宽度
类型
卷盘
直径
(
※
1)
安装
间距
编带槽
最大深度
(mm)
最多安装
卷盘数量
0.5 1 2 3 4 5 6 7 8 9 10 11 12 13 14
小 21mm 216
8 mm
(
※
2)
双
T/F
8mm
纸
塑料
大 21mm
3
108
● ●
小 21mm8mm
单
T/F
8mm
纸
塑料
大 21mm
3 108
● ●
小 21mm 15 108
12mm
塑料
大 21mm 15 108
12 mm
16 mm
通用
T/F
16mm 塑料 大 21mm 15
108
(
※
3)
● ● ● ●
24mm 塑料 大 42mm 15 52
24 mm
32 mm
通用
T/F 32mm
塑料 大
42mm 15 52
● ● ● ● ●
●
●
●
15
44mm
塑料 大
63mm
21
(
※
5)
36
15
44 mm
56 mm
通用
T/F
56mm 塑料 大 63mm
21
(
※
5)
36
● ● ● ●
●
●
●
●
● ● ● ● ●
15
72 mmT/F 72mm 塑料 大 84mm
21
(
※
5)
24 ● ● ● ●
●
●
●
●
● ● ● ● ●
88 mm T/F
(
※
4)
88 mm
塑料 大
105 mm
21
(
※
5)
20
● ● ● ●
●
●
●
●
● ● ● ● ●
104 mm T/F
(
※
4)
104 mm 塑料 大 126 mm
21
(
※
5)
16 ● ● ● ●
●
●
●
●
● ● ● ● ●
※
1:
卷盘直径
小卷盘
:
φ
178 mm
、大卷盘
:
φ
178 mm
~
φ
382 mm
※
2:
在
8 mm
双式编带料架上能够进行①
2
个小卷盘、或者②小卷盘和大卷盘各一个的组合。
※
3:
受卷盘宽度所限,最大安装数量有可能减少。
※
4: 88 mm, 104 mm
类型不存在无接头检测传感器。
※
5:
为了使用最大深度
21mm
的编带槽,需要
21 mm
厚度对应切割装置
(
选购件
)
和交换台车的
21 mm
切割对应
(
选购件
)
。
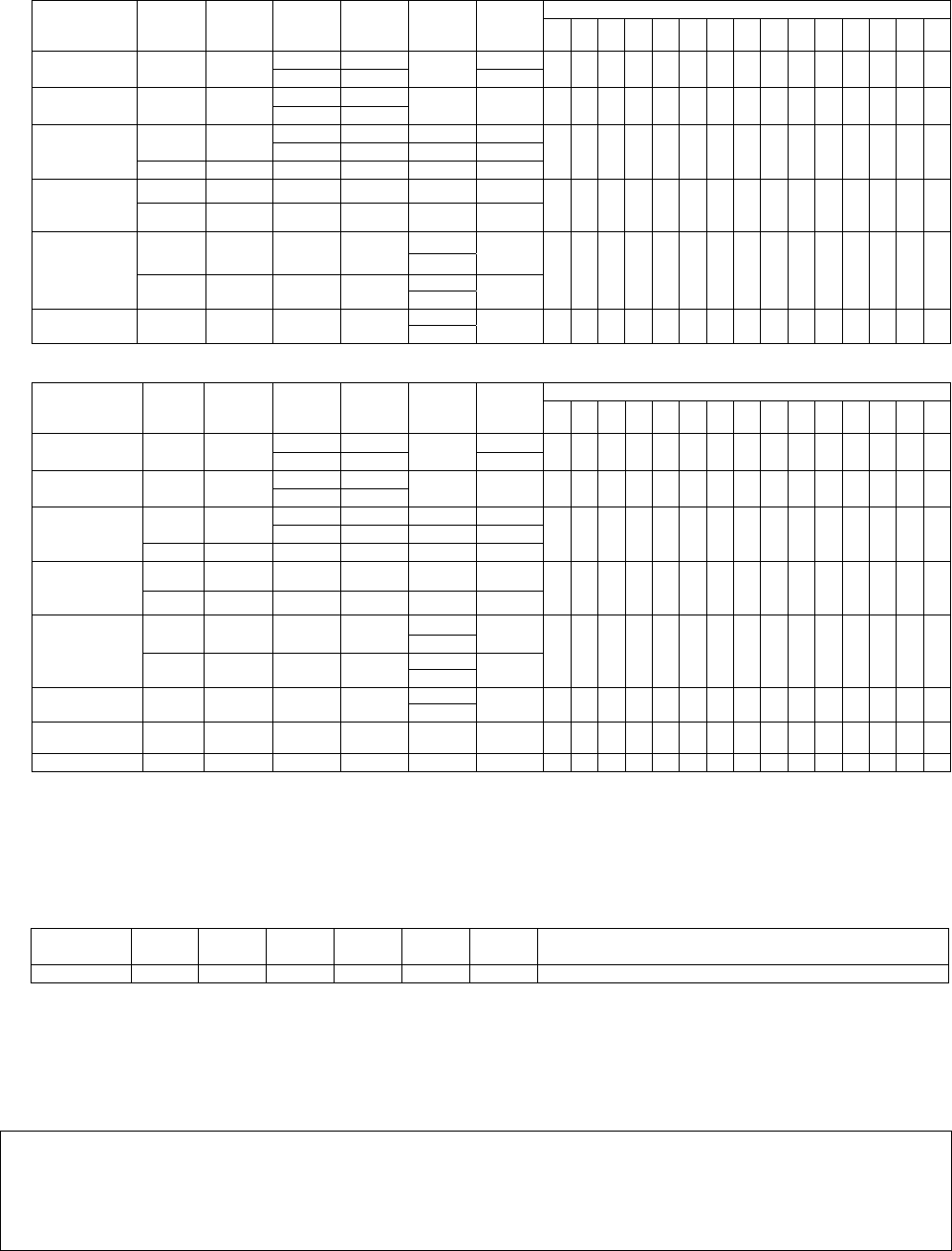
■
32 mm
粘着编带料架
(
※
6, 7)
料架种类
编带
宽度
类型
卷盘
直径
(
※
1)
安装
间距
元件最大
高度
最多安装
卷盘数量
进给间距
(1
间距
=
4 mm)
32 mmT/F 32mm 粘着式 大 63mm 2.8 mm 36 3 (12 mm)
※
6:
粘着编带料架不存在有接头检测传感器。
※
7:
为了使用粘着编带料架,需要机器方面所必须的料架用气压供给装置
(1
套
/1
工作台
:
选购件
)
。
** Remarks **
•
使用
8 mm
塑料编带料架时
,
最大可对应编带槽的深度为
3 mm
。
•
12 mm
以上的编带料架能够对应最大深度
15 mm
,与编带宽度相比,编带槽宽度窄时,为了防止编带脱落,
需要调整料架的槽宽。
在这种情况下,编带槽的深度可能会限制在
13 mm
以下。详细请与本公司联络。