JUTZE AOI 向量说明.pdf
JUTZE AOI 向量说明 中心點A:檢測框中心點 中心點B:銅箔中心點 中心點C:零件中心點 最理想的狀態是:A點=B點= C點,也就是 零件在銅箔的 正中央,而檢 測框也正對零 件 因為某些原因造成檢測 框無法正對銅箔中心點 ,例如:爐後板彎、人 為因素、其他因素。 銅箔正中央是零件應該 在的位置,也就是零件 最完美的位置。 而零件會因為置件位置 不佳而偏離原位置,也 就是檢測重點之一:零 件偏移
JUTZE AOI 向量说明
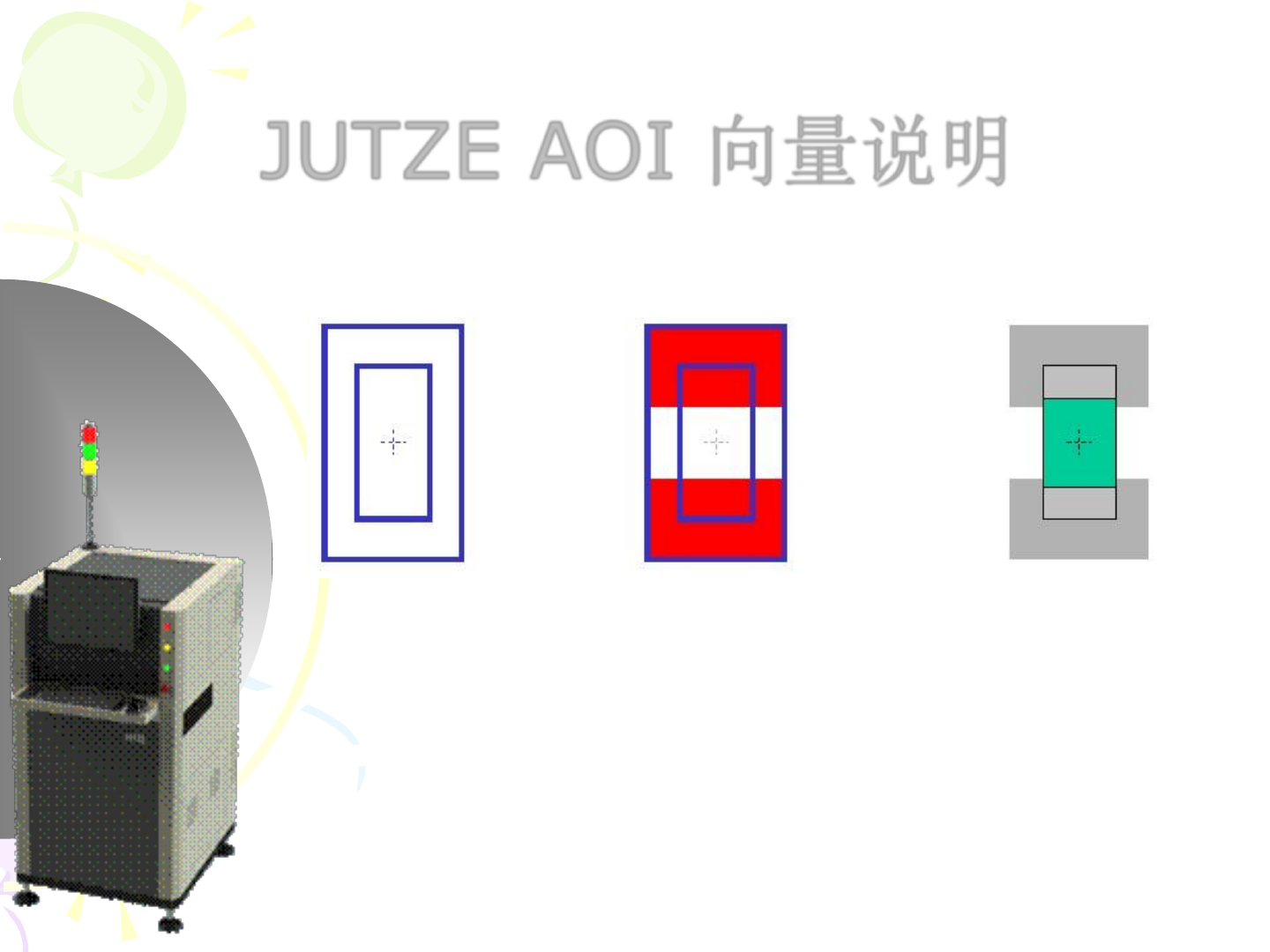
中心點A:檢測框中心點
中心點B:銅箔中心點 中心點C:零件中心點
最理想的狀態是:A點=B點=C點,也就是零件在銅箔的正中央,而檢測框也正對零件
因為某些原因造成檢測
框無法正對銅箔中心點
,例如:爐後板彎、人
為因素、其他因素。
銅箔正中央是零件應該
在的位置,也就是零件
最完美的位置。
而零件會因為置件位置
不佳而偏離原位置,也
就是檢測重點之一:零
件偏移
JUTZE AOI 向量说明
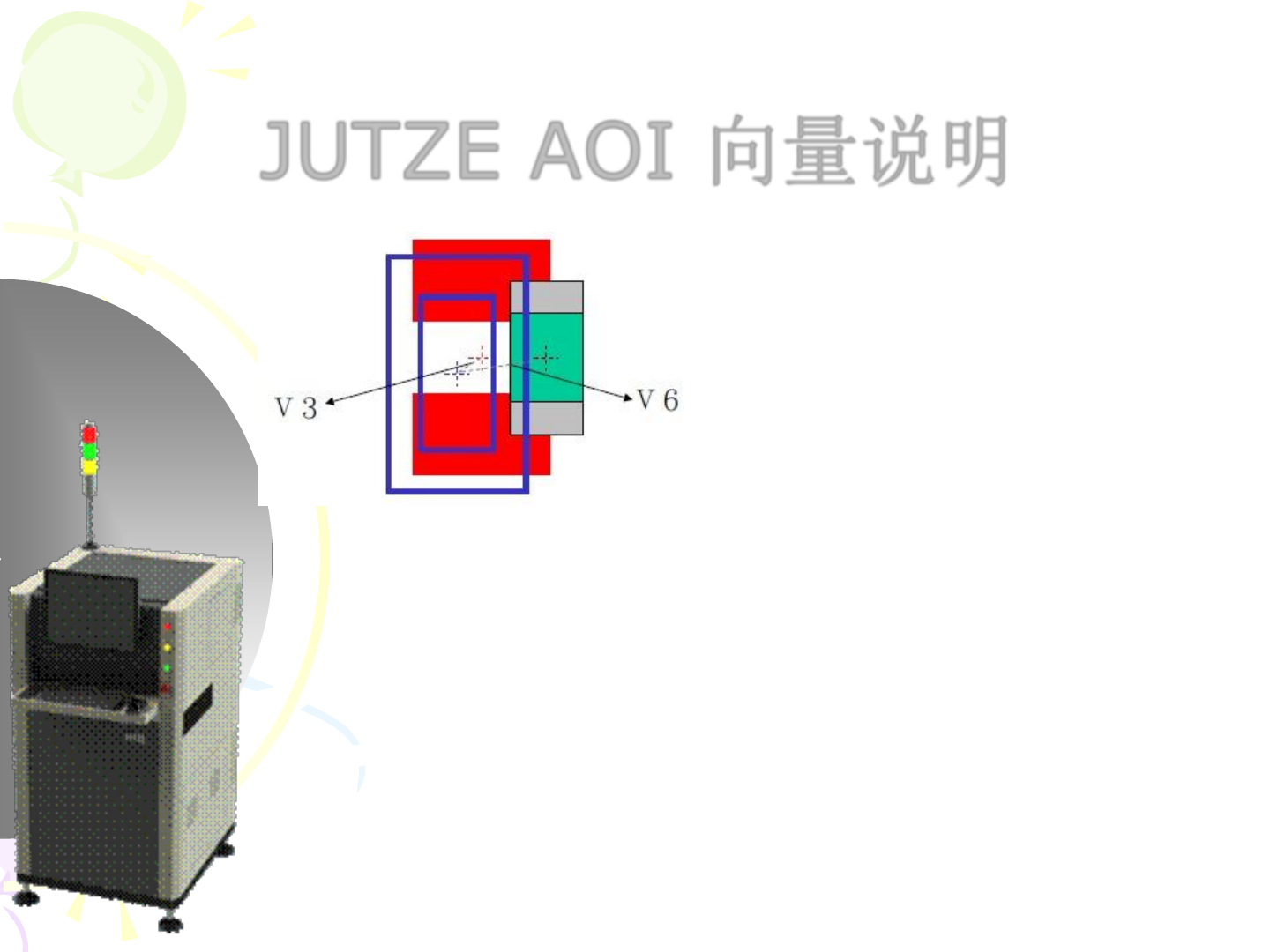
中心點A(藍色):檢測框中心點
中心點B(紅色):銅箔中心點
中心點C(黑色):零件中心點
方法一:
1,利用LTracking 或其他演算法得出點A(藍色)到點B(紅色)的Y偏移量,也就是V1。
2,利用WTracking 或其他演算法得出點A(藍色)到點B(紅色)的X偏移量,也就是V2。
3,利用演算法V1+V2得出點A(藍色)到點B(紅色)的二維偏移量,也就是V3。
V3:中心點A(藍色)“檢測框中心點“到中心點B(紅色)”銅箔中心點”的距離。
4,利用LTracking 或其他演算法得出點A(藍色)到點C(黑色)的Y偏移量,也就是V4。
5,利用WTracking 或其他演算法得出點A(藍色)到點C(黑色)的X偏移量,也就是V5。
6,利用演算法V1+V2得出點A(藍色)到點C(黑色)的二維偏移量,也就是V6。
V6:中心點A(藍色)“檢測框中心點“到中心點C(黑色)”零件中心點”的距離。
V3與V6是單獨且獨立的,可以分別套用在需要的時候。
舉例:因為上述原因,造成經常遇到上圖的情形。一般有兩種處理方法:
JUTZE AOI 向量说明
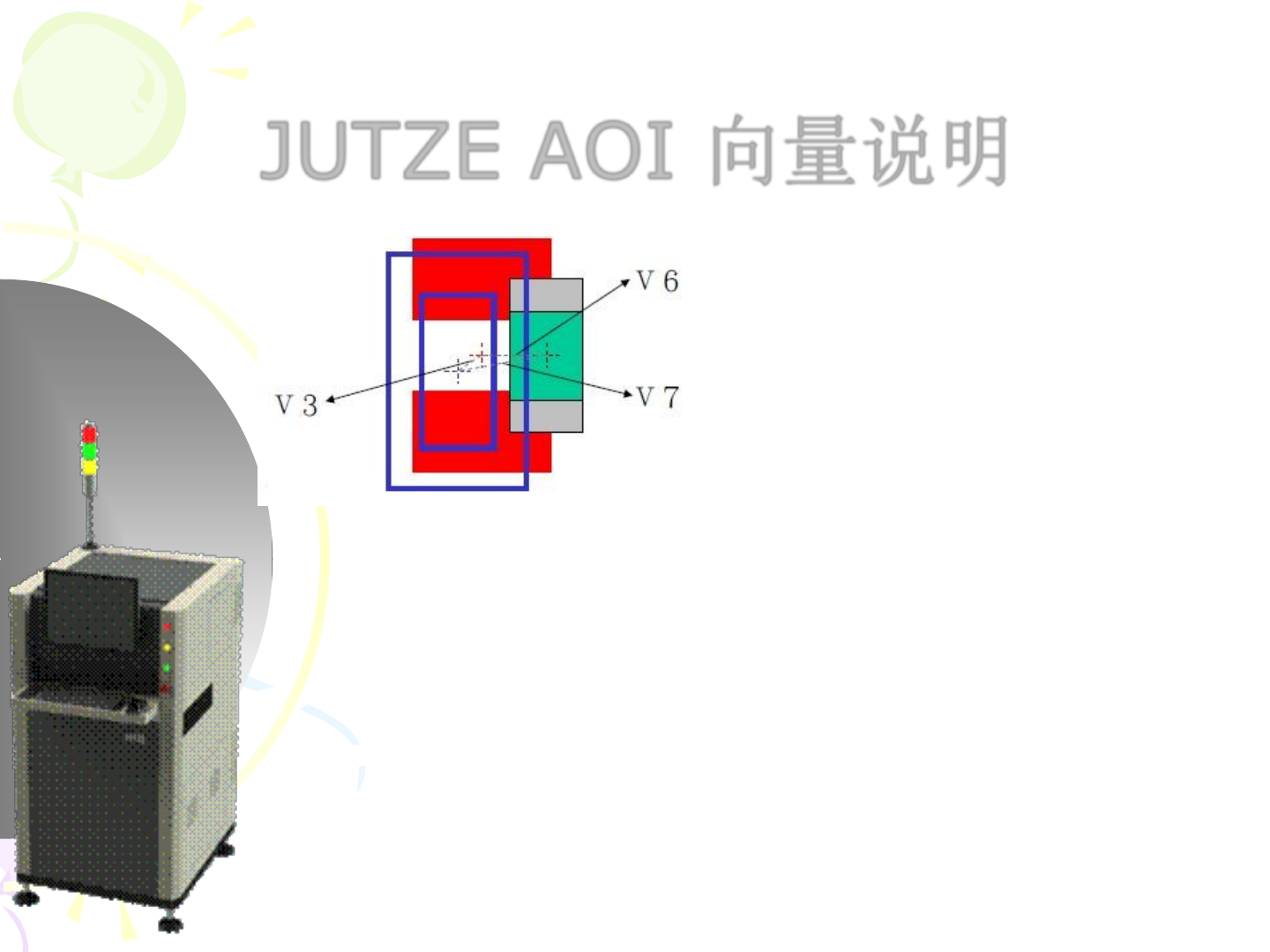
中心點A(藍色):檢測框中心點
中心點B(紅色):銅箔中心點
中心點C(黑色):零件中心點
方法二:
1,利用LTracking 或其他演算法得出點A(藍色)到點B(紅色)的Y偏移量,也就是V1。
2,利用WTracking 或其他演算法得出點A(藍色)到點B(紅色)的X偏移量,也就是V2。
3,利用演算法V1+V2得出點A(藍色)到點B(紅色)的二維偏移量,也就是V3。
V3:中心點A(藍色)“檢測框中心點“到中心點B(紅色)”銅箔中心點”的距離。
4,利用LTracking 或其他演算法先套上V1後再得出點B(紅色)到點C(黑色)的Y偏移
量,也就是V4。
5,利用WTracking 或其他演算法先套上V2後再得出點B(紅色)到點C(黑色)的X偏移
量,也就是V5。
6,利用演算法V1+V2得出點B(紅色)到點C(黑色)的二維偏移量,也就是V6。
7,再利用演算法V1+V2得出點A(藍色)到點C(黑色)的二維偏移量,也就是V7。
V7:中心點A(藍色)“檢測框中心點“到中心點C(黑色)”零件中心點”的距離;
也等於方法一的V6。
V3與V7是單獨且獨立的,可以分別套用在需要的時候;而V6無法直接套用。