JUTZE AOI 向量说明.pdf - 第3页
JUTZE AOI 向量说明 中心點A(藍色):檢測框中心點 中心點B(紅色):銅箔中心點 中心點C(黑色):零件中心點 方法二: 1 , 利用 L T ra cking 或其他演 算法得出點A(藍色)到 點B(紅色 )的Y偏 移量,也就是V 1。 2 , 利用W T ra cking 或其他演算法得出 點A(藍色)到點B(紅色 )的X偏移量,也就是V 2。 3 , 利用演算法V1+V2得出點A (藍色)到點B(紅色)的 二維偏移量, …
JUTZE AOI 向量说明
中心點A(藍色):檢測框中心點
中心點B(紅色):銅箔中心點
中心點C(黑色):零件中心點
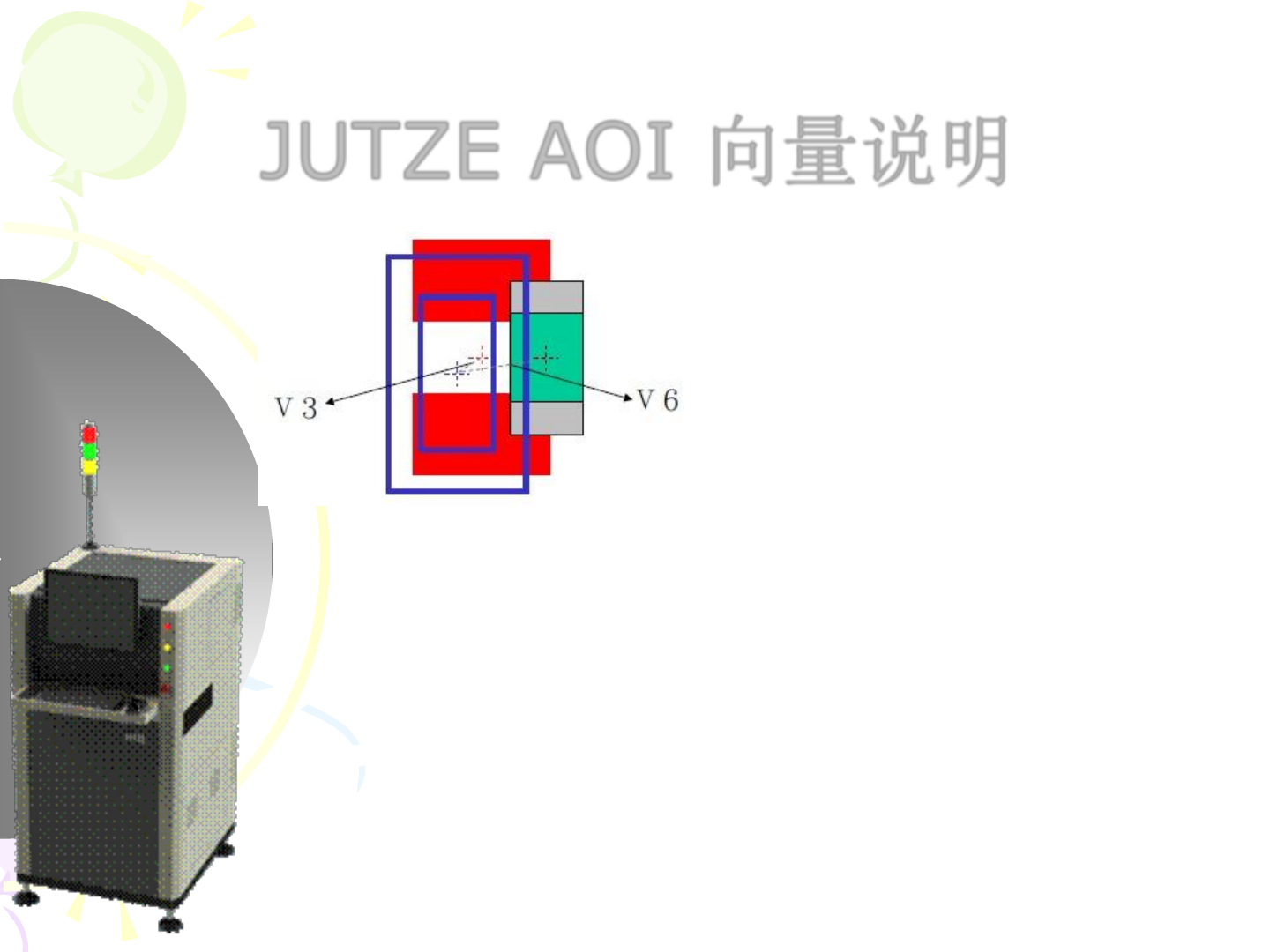
方法一:
1,利用LTracking 或其他演算法得出點A(藍色)到點B(紅色)的Y偏移量,也就是V1。
2,利用WTracking 或其他演算法得出點A(藍色)到點B(紅色)的X偏移量,也就是V2。
3,利用演算法V1+V2得出點A(藍色)到點B(紅色)的二維偏移量,也就是V3。
V3:中心點A(藍色)“檢測框中心點“到中心點B(紅色)”銅箔中心點”的距離。
4,利用LTracking 或其他演算法得出點A(藍色)到點C(黑色)的Y偏移量,也就是V4。
5,利用WTracking 或其他演算法得出點A(藍色)到點C(黑色)的X偏移量,也就是V5。
6,利用演算法V1+V2得出點A(藍色)到點C(黑色)的二維偏移量,也就是V6。
V6:中心點A(藍色)“檢測框中心點“到中心點C(黑色)”零件中心點”的距離。
V3與V6是單獨且獨立的,可以分別套用在需要的時候。
舉例:因為上述原因,造成經常遇到上圖的情形。一般有兩種處理方法:
JUTZE AOI 向量说明
中心點A(藍色):檢測框中心點
中心點B(紅色):銅箔中心點
中心點C(黑色):零件中心點
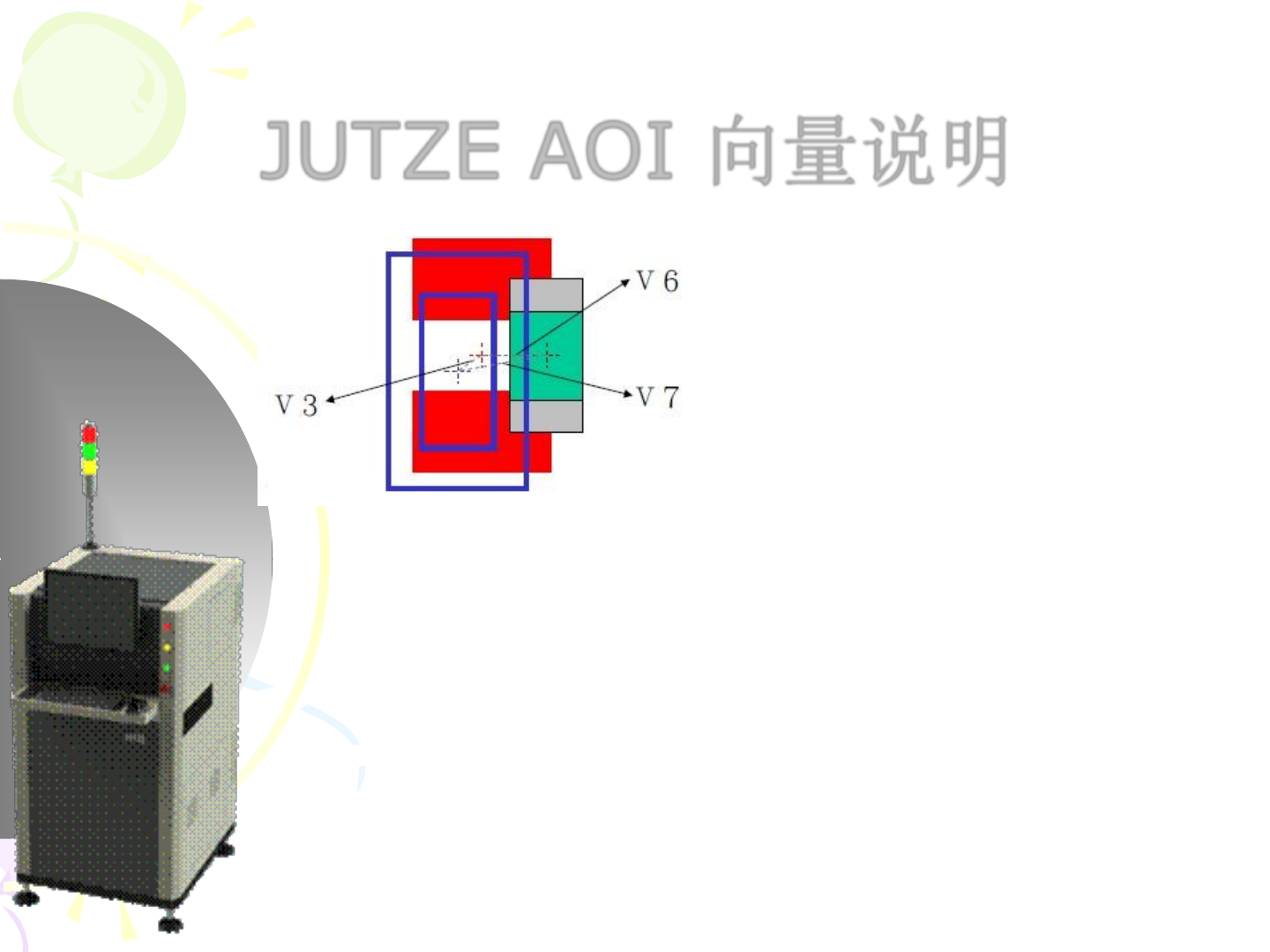
方法二:
1,利用LTracking 或其他演算法得出點A(藍色)到點B(紅色)的Y偏移量,也就是V1。
2,利用WTracking 或其他演算法得出點A(藍色)到點B(紅色)的X偏移量,也就是V2。
3,利用演算法V1+V2得出點A(藍色)到點B(紅色)的二維偏移量,也就是V3。
V3:中心點A(藍色)“檢測框中心點“到中心點B(紅色)”銅箔中心點”的距離。
4,利用LTracking 或其他演算法先套上V1後再得出點B(紅色)到點C(黑色)的Y偏移
量,也就是V4。
5,利用WTracking 或其他演算法先套上V2後再得出點B(紅色)到點C(黑色)的X偏移
量,也就是V5。
6,利用演算法V1+V2得出點B(紅色)到點C(黑色)的二維偏移量,也就是V6。
7,再利用演算法V1+V2得出點A(藍色)到點C(黑色)的二維偏移量,也就是V7。
V7:中心點A(藍色)“檢測框中心點“到中心點C(黑色)”零件中心點”的距離;
也等於方法一的V6。
V3與V7是單獨且獨立的,可以分別套用在需要的時候;而V6無法直接套用。
JUTZE AOI 向量说明
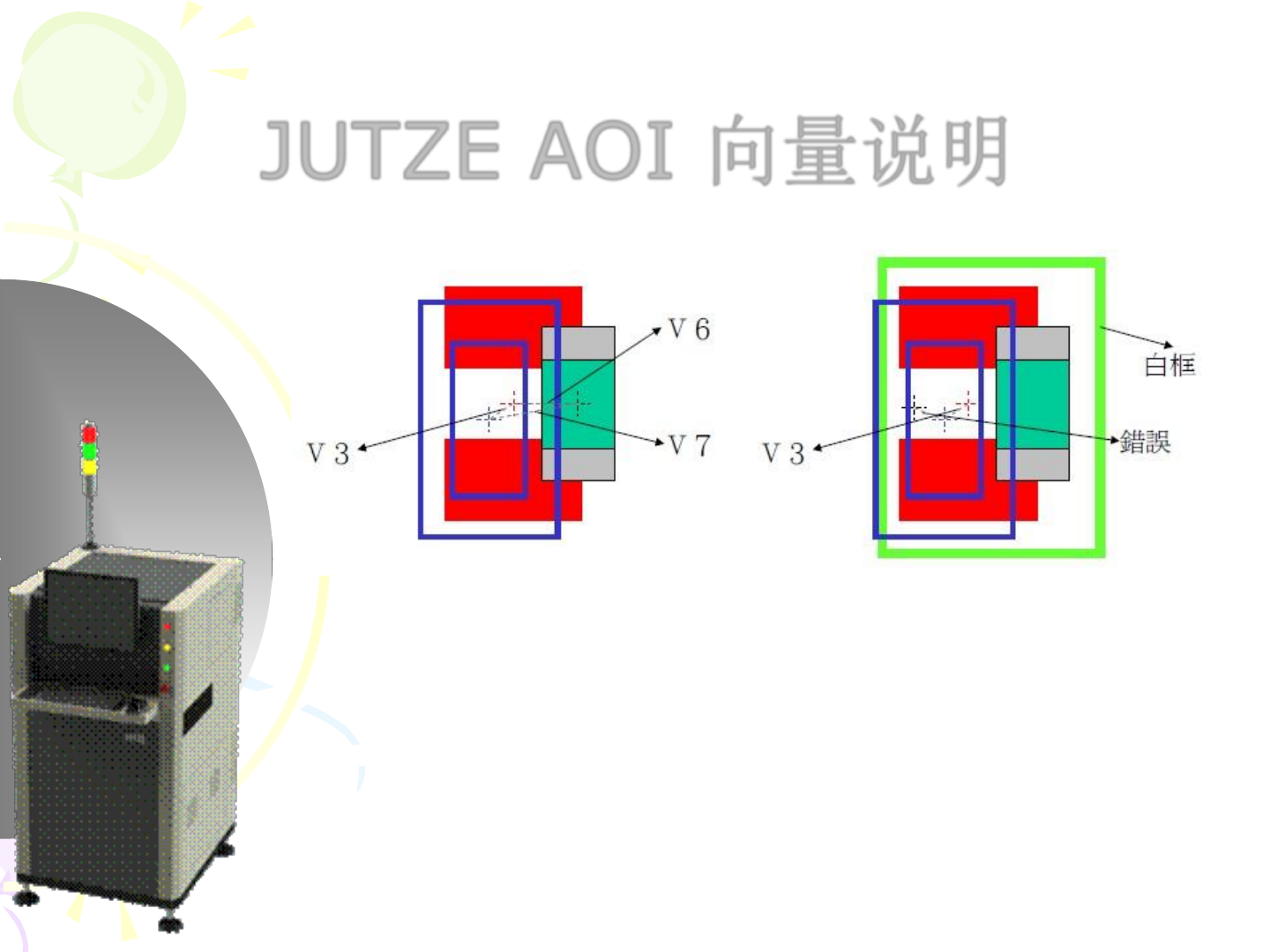
方法一與方法二的差異:
方法一較為簡單且直觀,但是有一缺點,從上圖可得知,V7為最大邊,所以對於
中心點A(藍色):檢測框中心點而言,需要較大的搜索量才能找到中心點C(黑色
):零件中心點。也因此,若當白框距離檢測框過近時,會造成誤判。(如下圖)
再者,方法二比較合乎邏輯,因為先將檢測框校正回原位置後再去找零件位置。