Anritsu机器学习应用于PCB外观检测.pdf - 第5页
Anritsu T echnical Review No.28 September 2020 Application of M achine Learni ng to Printed Ci rcuit Board Ex ternal Inspecti on (5) (3) Discrimination Procedure W e used a convolutional neural network with excellent ima…
Anritsu Technical Review No.28 September 2020 Application of Machine Learning to Printed Circuit Board External Inspection
(4)
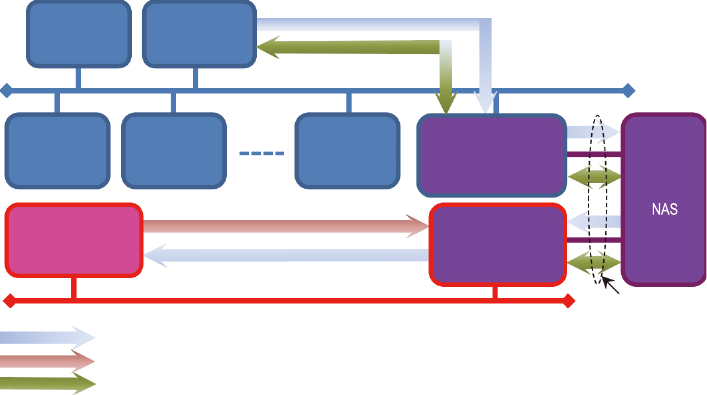
This software was run on one Image Training PC on the
AOI LAN (Figure 4).
AOI-related PCs are connected over a dedicated AOI local
area network (LAN) from the viewpoint of higher security
and to prevent non-factory network problems affecting
plant mass-production.
To assure the independence of the AOI LAN, the ma-
chine-learning environment ( and in Figure 4) was con-
figured on the in-company LAN via a separate independent
LAN (c. Independent LAN in Figure 4) and multiport Net-
work Attached Storage (NAS) ( in Figure 4).
Required data is shared via files on the NAS and the PC
for capturing learning images is programed to send images
and evaluation data stored on the AOI-DB server periodi-
cally to the machine-learning PC.
Generally, at machine learning, only images of pass
products are required, but not images of faulty products.
However, due to disk-space limitations at the AOI-DB serv-
er, there were problems with inability to save images for
products evaluated as pass. Consequently, the focus of at-
tention was only on trouble locations such as electrodes and
leads for images of parts evaluated as fail and machine
learning was used to capture images of fillets of electrodes
and leads of pass parts from within images of fail parts.
When introducing machine evaluation to external inspec-
tion, the learning model obtained from the Ma-
chine-Learning PC was transferred to the Machine Evalua-
tion PC and the result for the evaluated image was saved in
the AOI-DB server as the visual evaluation result that the
Image Training PC input to the AOI terminal. If images
evaluated by AIO as fail were evaluated by machine learn-
ing as pass, the operator in charge of visual evaluation
handled the image as if it had already been visually evalu-
ated.
Reduction of visual inspection and confirmation by eye is
expected with introduction of machine learning because
only parts evaluated as fail by both AOI and machine
learning are inspected.
5.2 Machine Learning Discriminator
Machine learning is a method for allowing a computer to
learn human-like recognition and evaluation. It is per-
formed using the following two processes: Learning, and
Evaluation
1), 2), 3)
.
(1) Learning Process
Even the best machine-learning algorithm is worthless
without a learning process which must be performed first
using learning data. Learning is repeated over until the
accuracy (learning mistakes) reach the required accuracy
and the learning model is completed.
(2) Evaluation Process
The discriminator (model with completed learning) eval-
uates whether input image data are pass or fail. For exam-
ple, a discriminator that has learned labelled (named)
product images can accurately evaluate the names of prod-
ucts for unknown images that have not been learned.
a. AOI LAN
b. Company LAN
(1) Training image and AOI evaluation result
(2)
Evaluation m
achine learning model
(3) Board evaluation image and result (at machine evaluation introduction)
(1)
(2)
(3)
(1)
c. Inde
p
endent LAN
Image
Training PC
(Windows10)
AOI-DB
Server
AOI
Main
AOI
Terminal
AOI
Terminal
AOI
Terminal
Machine
Learning PC
(Linux)
Machine
Evaluation
PC (Linux)
Figure
4
Image Acquisition System Configuration
48
Anritsu Technical Review No.28 September 2020 Application of Machine Learning to Printed Circuit Board External Inspection
(5)
(3) Discrimination Procedure
We used a convolutional neural network with excellent
image-recognition performance as the machine-learning
discriminator. A convolutional neural network is configured
from a pile of levels, such as convolution layers and pooling
layers with various special functions to form a number of
deep levels. The convolutional neural netwok used in this
study had 10 levels composed of convoluted layers with co-
efficients of 3 × 3 and 3 × 1 (height × width).
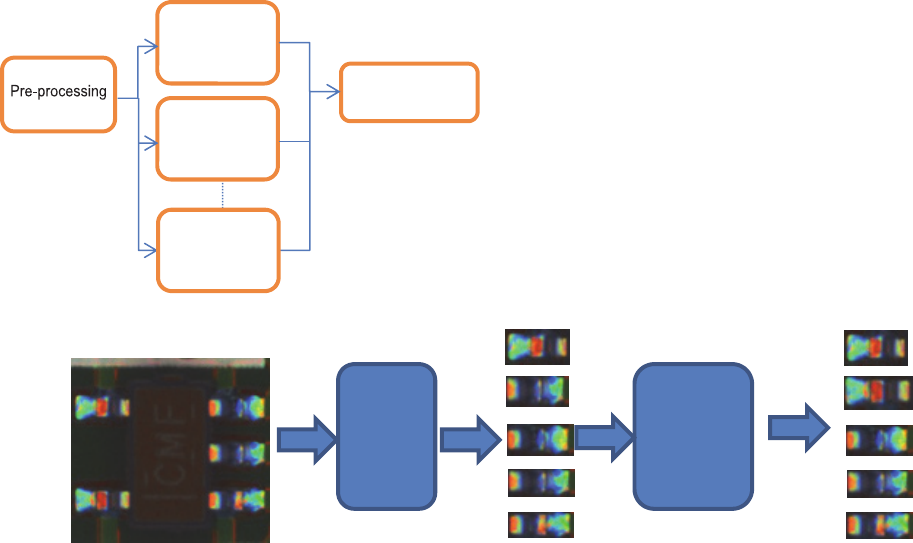
Figure 5 illustrates the discrimination procedure. First,
pre-processing loads the image to be inspected and identi-
fies the solder locations. The solder locations identified by
the discriminator are output as numeric discrimination re-
sults in the range of 0.0 to 1.0 indicating the normality dis-
tribution of the solder locations, with a value of 1.0 being
maximum normality. The normality threshold value deter-
mines whether the solder joint condition is pass or fail.
As shown in Figure 6, this inspection uses multiple dis-
criminators and evaluation is performed using the model
average, which averages the output of each discriminator.
Better performance can be expected
1), 2)
with suppressed
randomness, etc., by changing the learning parameter de-
fault values and combining multiple discriminators than
when using a single discriminator.
Figure 6 Model Averaging
6 Evaluating Results of PC Board External In-
spection using Machine Learning
6.1 Detection Performance
The performance of the algorithm proposed in this article
was evaluated using the model averaging technique applied
to 560 inspection images of pre-specified parts (60 pass
parts and 500 fail parts). The images used for evaluation
were not used for learning.
The results are shown in Table 1; eight learning models
were provided. As shown in Table 1, model averaging was
performed without making a specific evaluation to suppress
randomness in the detection performance for each learning
model.
Figure 7 shows the cumulative distribution confirming
the normality distribution. The red line is the cumulative
distribution of normality for fail parts (493 locations) and
the blue line is the cumulative distribution of normality for
pass parts (65,168 locations). The fail parts cumulative dis-
tribution origin is 1.0, but is best if distributed in the lower
half with the origin at less than 0.5. In addition, the pass
parts cumulative distribution is the distribution with 0.0 as
the origin, but is best if distributed in the upper half with
the origin at more than 0.5. Since the cumulative distribu-
tions for the pass and fail locations intersect, evaluation
mistakes occur when evaluating using a threshold.
Machine
Learning
Discriminator 1
Machine
Learning
Discriminator 2
Model Average
Machine
Learning
Discriminator N
Machine
Learning
Discriminator
Inspection
Image
(Input Image)
Extraction of Slder
Joints at 5 Locations
Discrimination
Processing for Each
Location
Normality of Each
Joint
Pre-
processing
0.2
0.3
0.8
0.9
1.0
Figure 5 Discrimination Procedure using Machine Learning
49
Anritsu Technical Review No.28 September 2020 Application of Machine Learning to Printed Circuit Board External Inspection
(6)
Figure 7 Normal Board Distribution
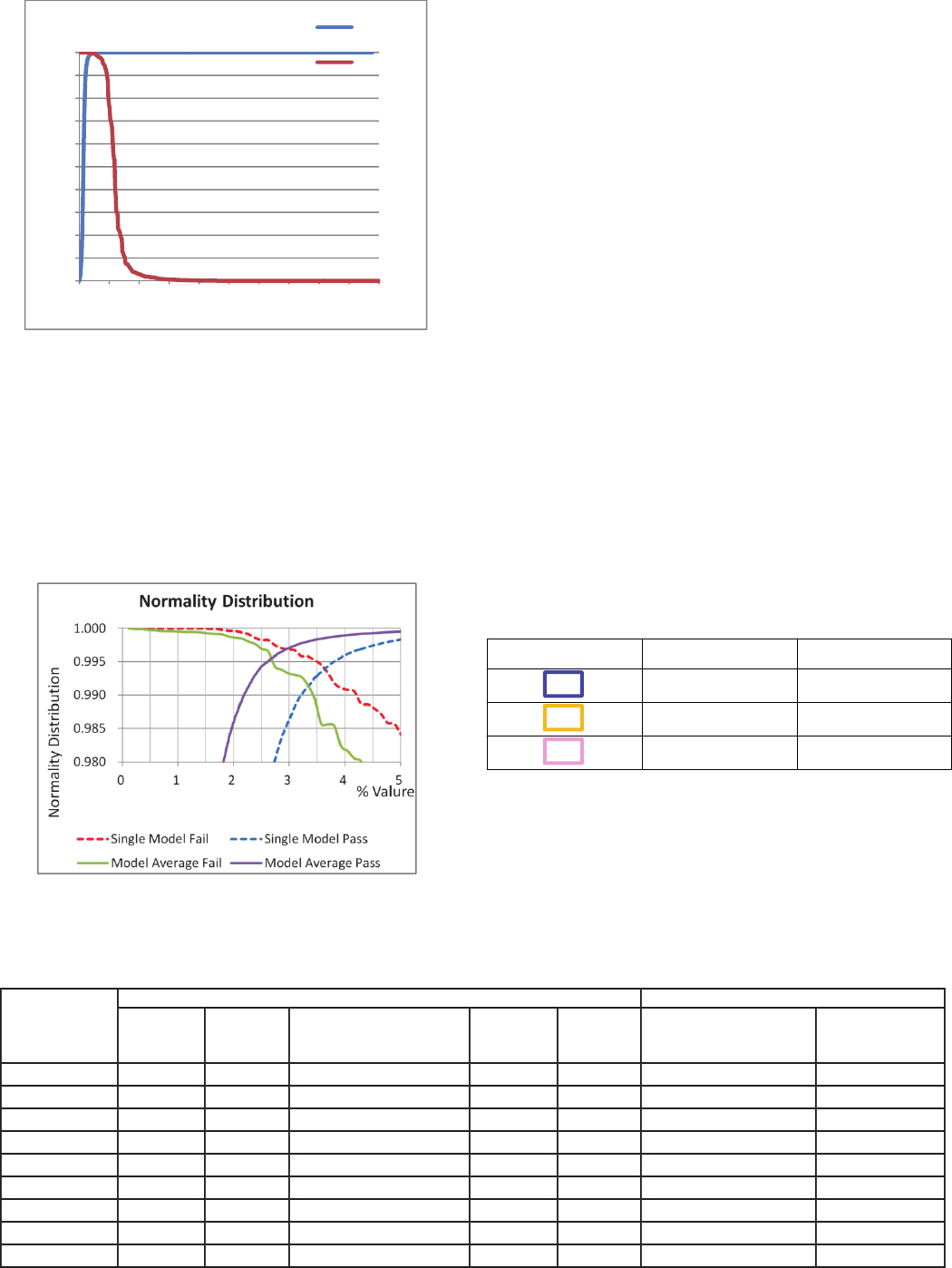
Figure 8 shows a comparison of the normality for the
model average and single model results. The value for pass
locations increases by using the model average compared to
not using it, and the normality improves because the value
for fail locations decreases. However, evaluation mistakes
occur when using the evaluation threshold due to the dis-
tribution intersection.
Figure 8 Comparison of Model Average and Single Model
Normal Board Distribution
6.2 Distribution of Board Image Evaluation Mis-
takes
To confirm the mis-detection phenomenon, actual images
were checked. Figures 9 to 11 show examples of fail results
using machine learning. For AOI-evaluated fault locations,
on-site visual inspections were performed by a specialist
and the results were compared with the machine-learning
results. In these figures, locations evaluated as pass by AOI
are enclosed in a blue frame, while those evaluated by AOI
as fail are enclosed in an orange frame; locations evaluated
as fail by both AOI and visual inspection are enclosed in a
pink frame. The numerical values in Figures 10 and 11 in-
dicate the normality output by machine learning. The or-
ange-frame locations in Figure 10 were evaluated as fail by
AOI but pass by visual inspection. We clearly see the high
numeric value of the results assigned by machine learning
to these orange locations. Additionally, the pink frames in
Figure 11 which were evaluated as fail locations by both
AOI and visual inspection, were assigned low numeric val-
ues by machine learning. The machine-learning normality
output is extremely close to the results of visual evaluation
by a specialist.
Frame Color AOI Evaluation Visual Evaluation
Pass ―
Fail Pass
Fail Fail
Figure 9 Classification Method
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Normality Distribution
%
Normality Distribution
見過ぎ(10)
実不良(11)
Pass
Fail
Table 1 Detection Performance
Training Model
500 Images (Failure) 60 Images (Pass)
Failure Pass
Number of
Miss-Fail Detection
Detection
Ratio
Miss-
Detection
Number of
Fail-Detection at Excess
Watching
Reduction Ratio
of Fail Detection
1 545 495 50 0.91 28 0 0.00
2 545 504 41 0.92 25 0 0.00
3 545 478 67 0.88 11 0 0.00
4 545 497 48 0.91 17 3 0.04
5 545 496 49 0.91 20 0 0.00
6 545 495 50 0.91 10 4 0.06
7 545 489 56 0.90 21 0 0.00
8 545 501 44 0.92 26 3 0.04
Model Average 545 495 50 0.91 12 0 0.00
50