GT 参数详解GKG印刷机参数调试方法.pdf - 第13页
十二、刮刀设 置 刮刀设置 : 1 、前刮刀行 程 : G9/GT+/GF ,气 动刮刀为行 程对应压力 ,在刮刀设 置界面行程 改变不了, 只有改 【刮刀接触 钢网行程】, 但改此参数 的前提为, 软件 1-10KG , 刮不干净, 或客户更换 刮刀,才会 修改此参数 ,通常情况下 ,行程不用 修改。 2 、预设压力 :此参数为 调机秤压时 使用,将行 程对应压力 全部设置完 毕后,属于 预设压力, 检验 实际压力是 否为预设压力 ,…
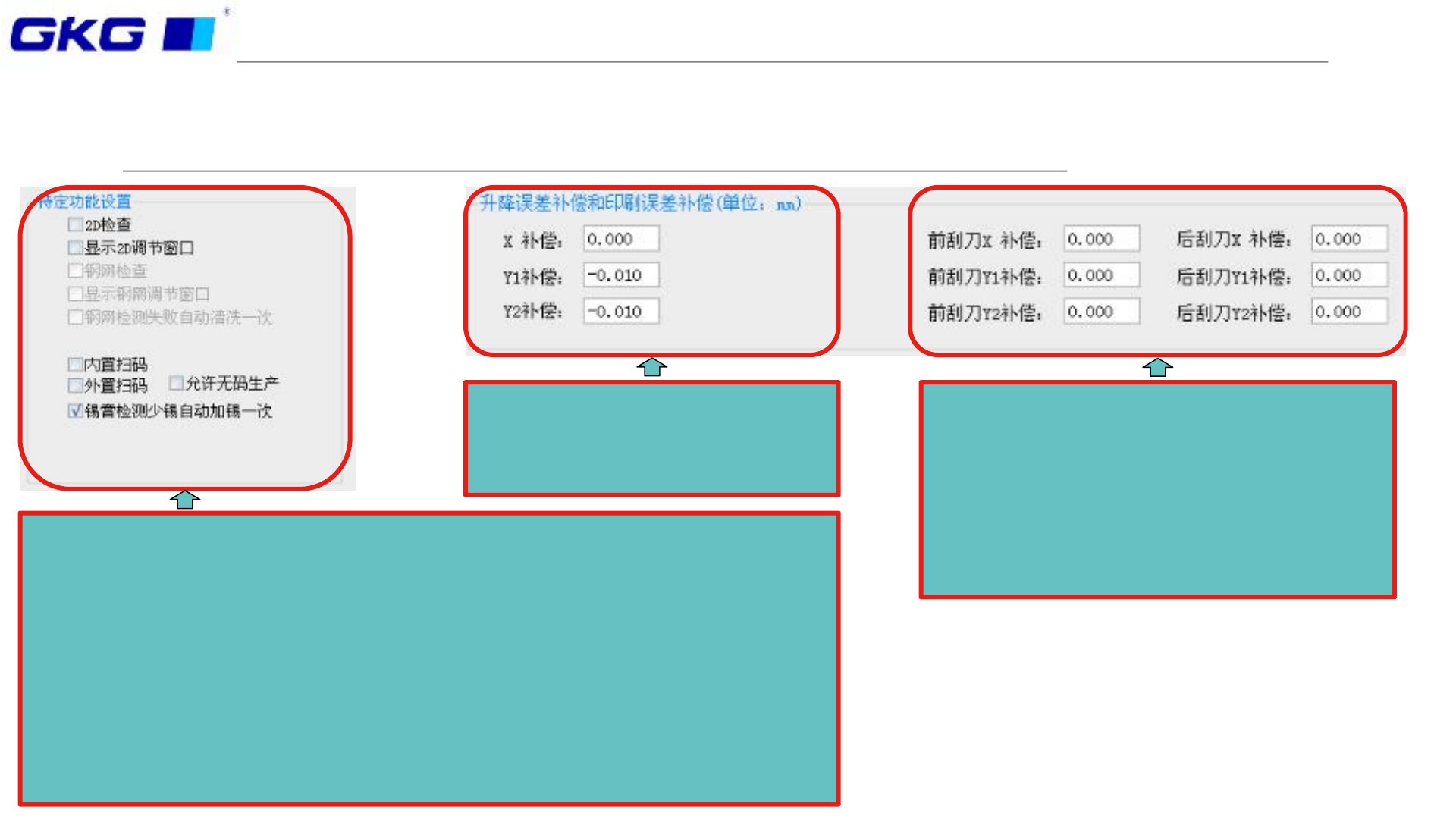
十一、特定功能设置与生产误差补偿
特定功能设置:
1、2D检查与显示2D调节窗口:此功能为标配,主要应用于PCB板表面锡量覆盖度检
查(虽然可以检查连锡,但受PCB板材影响,使用效果并不好),同时受CCDFOV视
野所限,因此检查焊点效率较低,使用方法有单独文档。
2、钢网检查选项:选配,功能类似2D,检查钢网孔内覆盖度,若覆盖度变小,则证
明孔位有堵孔,同时受FOV视野所限,因此检查孔位效率较低,使用需配合面板灯,
显示调节窗口为检查孔位与检查框吻合度。
3、扫码:选配,此功能有单独文档说明。
4、锡膏检测少锡自动加锡一次:此选项有两项功能,分别为钢网上锡膏检测与移动
式自动加锡,勾选后,检测钢网锡量不足时,软件自动加锡一次,同时勾选此选项后,
自动加锡选项便不会按照预设参数动作,只有检测少锡时,才会自动加锡。
特定功能设置:
如图为升降误差补偿,属于不分刮刀
整体补偿,即每一篇PCB都按照这个
参数补偿。
特定功能设置:
如图为分前后刮刀分别补偿,当印刷机使用较久,
出现精度磨损时,前后刮刀印刷不一致,可针对
偏位的刮刀进行补偿,前后刮刀分开补偿,前刮
刀参数不影响后刮刀,反之后刮刀补偿也不影响
前刮刀,通常对偏位补偿时,以整体补偿为基准,
出现前后刮刀不一致时,才会分开补偿,使用时,
请注意。
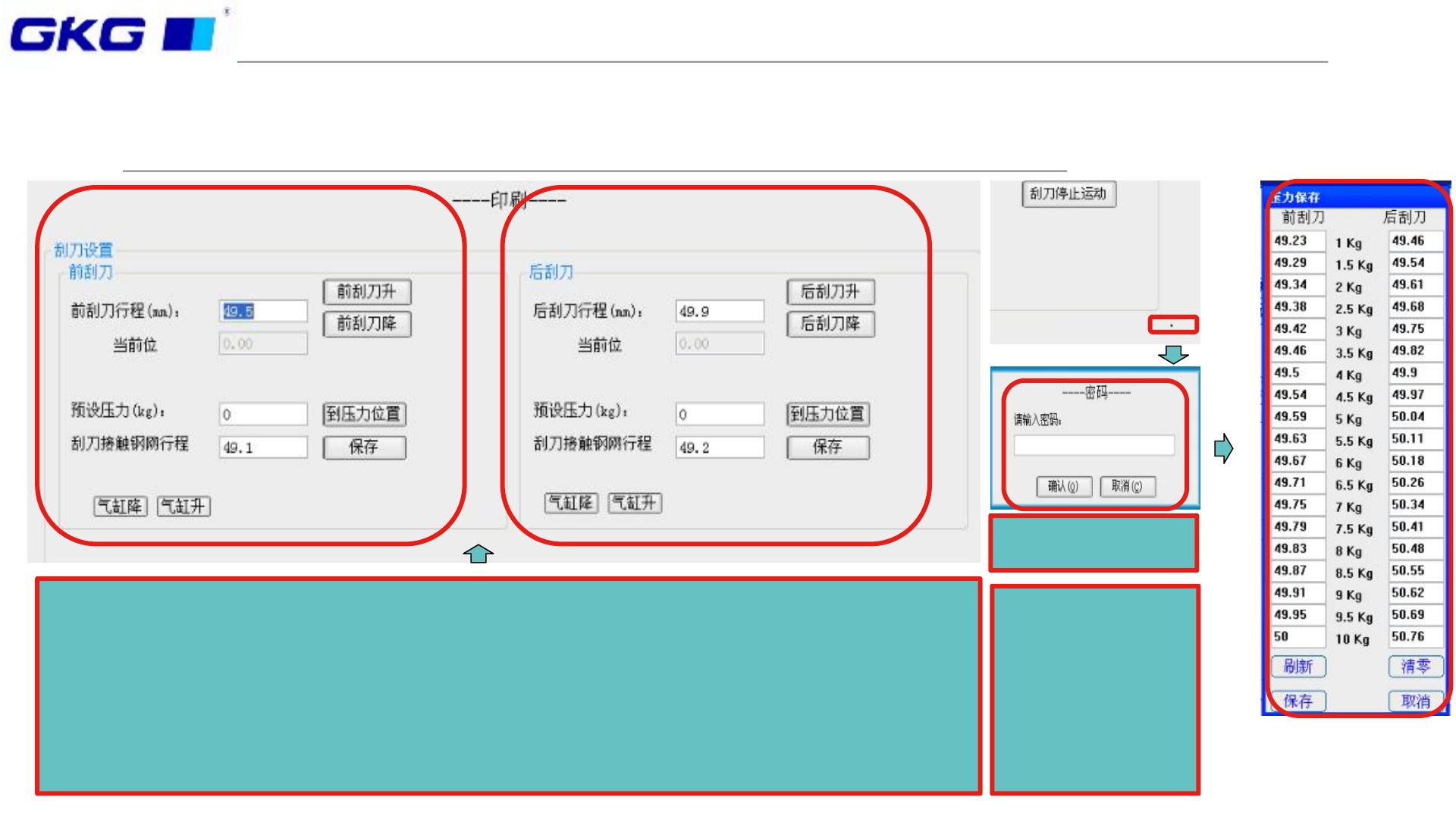
十二、刮刀设置
刮刀设置:
1、前刮刀行程:G9/GT+/GF,气动刮刀为行程对应压力,在刮刀设置界面行程改变不了,只有改
【刮刀接触钢网行程】,但改此参数的前提为,软件1-10KG,刮不干净,或客户更换刮刀,才会
修改此参数,通常情况下,行程不用修改。
2、预设压力:此参数为调机秤压时使用,将行程对应压力全部设置完毕后,属于预设压力,检验
实际压力是否为预设压力,在客户处,使用不到。
3、气缸升降:在确定刮刀接触钢网行程时,需要手动气缸降,确定行程,在正式印刷时,软件自
动升降气缸,不需要手动操作,此界面为调试时使用。
密码:第一层:GKG
第二层:MODIFY
如上流程图所示,点选
刮刀设置界面小黑点,
输入密码,即可看到压
力行程,此参数为调试
界面,在客户处不需要
设定,此处作为了解,
若需要修改压力,数据
录入修改即可,或修改
刮刀接触钢网行程。
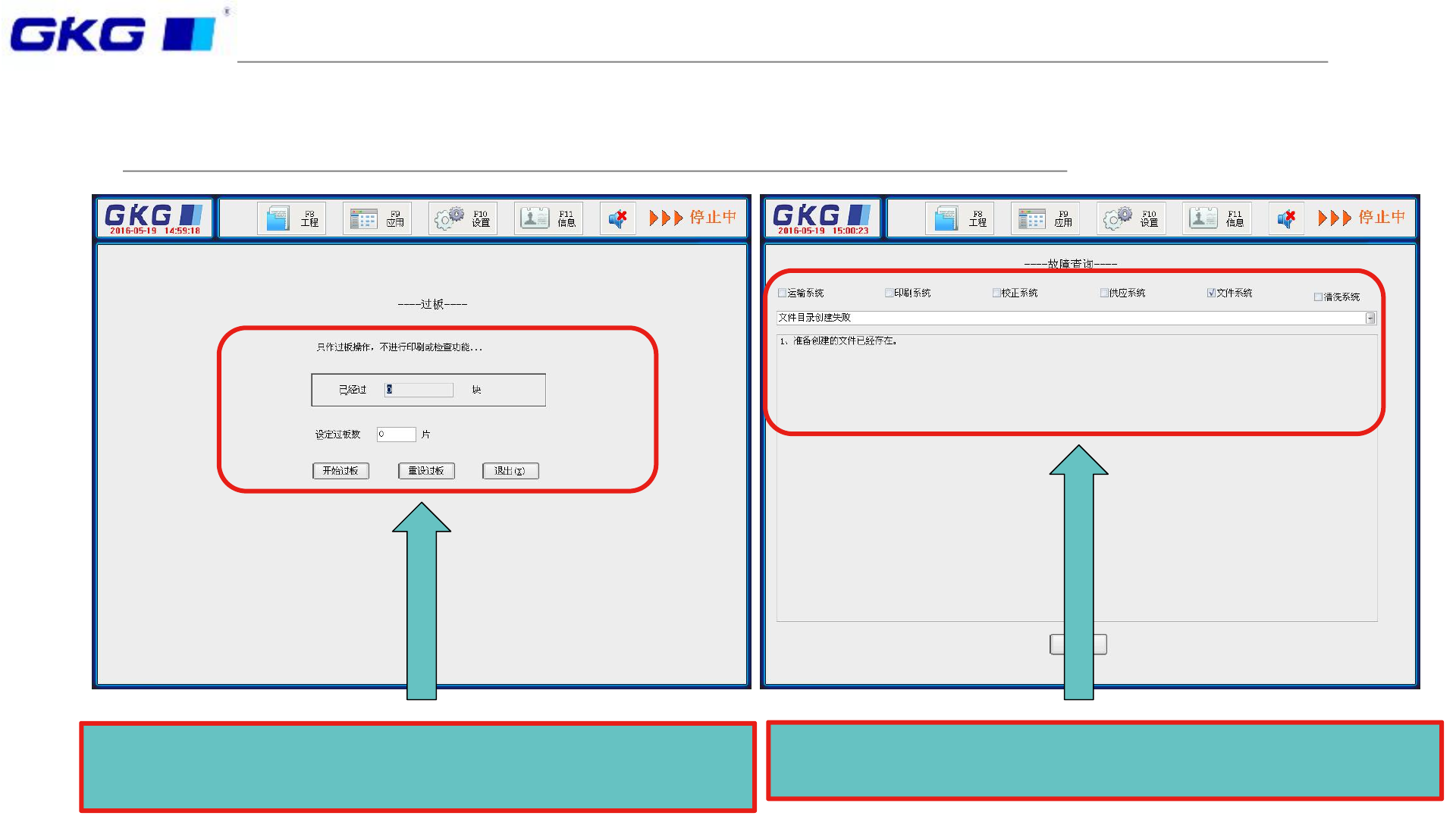
十三、过板与故障查询
设定好过板数,点击开始过板,即可测试信号线连接是否正常,但有
一点要说明,过板的进出板方向与当前使用录入程序的过板方向相同
若要修改,进入数据录入修改即可。
故障查询,可以查询运输、印刷、校正、供应、文件、
清洗等系统对应的故障,以及简单解决办法指导