GT 参数详解GKG印刷机参数调试方法.pdf - 第5页
四、制程—— 挡板气缸、C CD视野与调节 选项 1 、 挡板气缸 移动 :此参 数跟机 PCB 尺 寸自动默认 生成,修改 此参数主要 应用于 PCB 有 缺口,或客 户钢网为双 开,钢网孔 位不居中时 使用。 2 、 CCD 视野 :此参数可 在对准钢网 时使用,手 动检查 PCB 与钢网孔位 是否对准, 同时也可应 用于 LED 倒装 时, PCB 与钢 网对准。 3 、 导轨夹紧 : 1 )导轨上 压片上压印 刷:在 PCB 定…
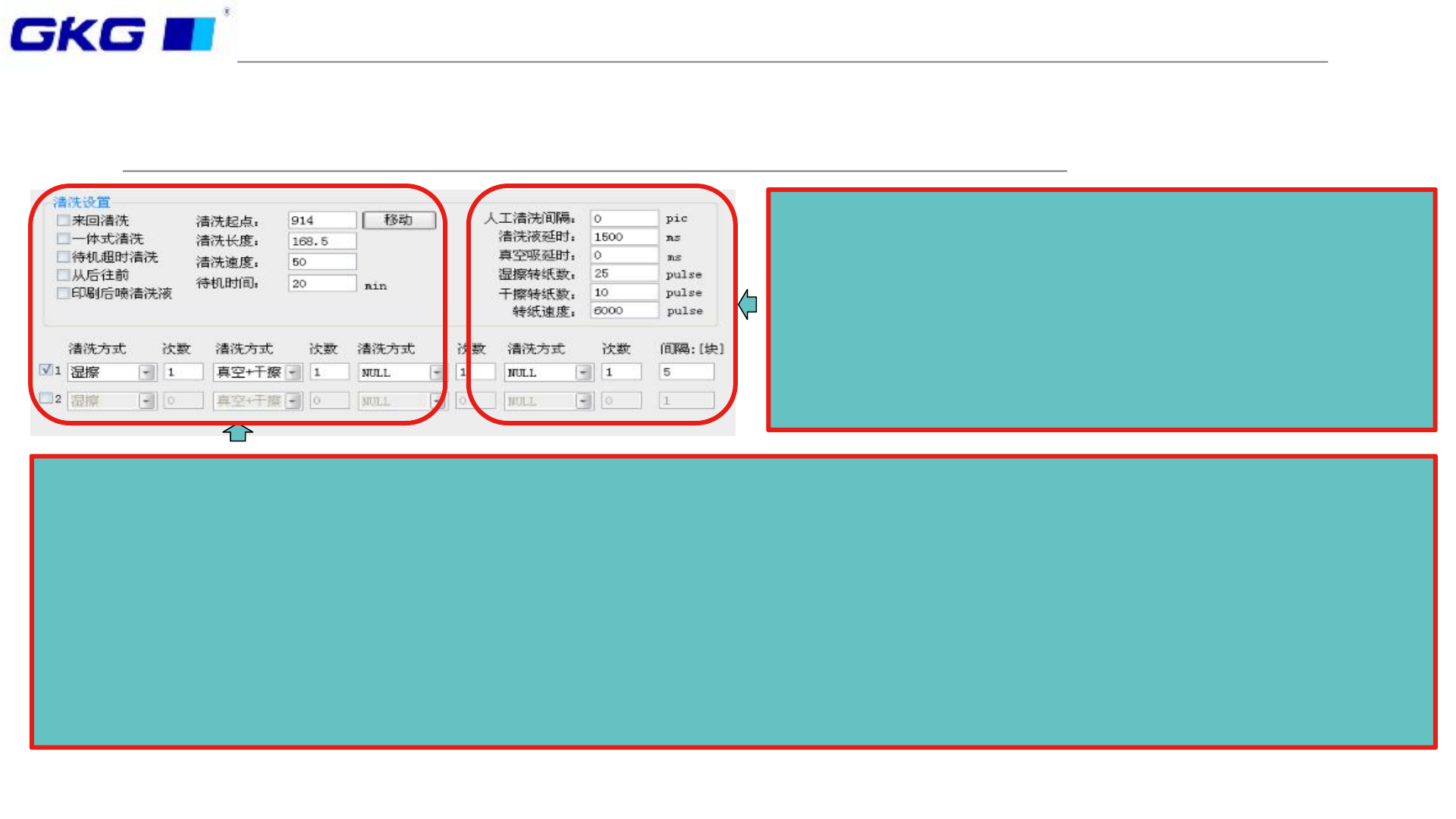
三、制程——清洗参数详解(二)
1、来回清洗:勾选此选项,软件会根据清洗方式+次数,从后往前清洗,之后再从前往后清洗,如此往复一个循环,此为来回清洗。
2、一体式清洗:勾选此选项,软件进入默认模式清洗,即下方的清洗方式不再启用,一体式清洗与普通模式清洗的区别为:一体式包含湿擦+真空+
干擦三中模式,以清洗胶条两端的棱为前后,靠近清洗架一端的棱首先为湿擦,中间吸气槽为真空,末端的棱为干擦,一体式清洗边转边清洗,到达
清洗终点时,清洗架下降回到原点,并将脏的清洗纸转走,与普通模式相比,一体式清洗具有省纸、省时、省空间的优点。
3、待机超时清洗:机器待板超过预设时间,软件会自动清洗一次,防止孔内过干,造成印刷时少锡,但此功能需要等待/暂停界面才有用,停止生产
此功能自动屏蔽。
4、从后往前清洗:勾选此功能,机器会从普通清洗模式的终点开始从后往前清洗,之后再从前往后清洗,减少普通模式从前往后的清洗距离,缩短
清洗时间。
5、印刷后喷清洗液:针对于大板,软件默认印刷前喷清洗液,印刷后喷,防止印刷周期过长,清洗液干掉,造成清洗不干净,达不到清洁效果。
6、清洗起点与清洗长度:根据软件自动默认生成,需要修改清洗长度即可。
7、清洗速度:默认50,上限100,可根据实际需要修改即可,但建议清洗速度不要太大,以免达不到理想的清洗效果。
1、人工清洗间隔:默认为0,可根据实际需求设定数值,当软件生产
数量达到默认值后,会自动提示人工清洗。
2、清洗液延时:默认1500ms,若清洗液浸淋较少,加大此参数即可。
3、真空吸延时:加大延时,真空吸会延长吸附时间,再进行擦拭。
4、湿擦转纸数:1个pulse,对应擦拭距离1.3mm左右,默认25,若
不够湿擦转纸距离不够,加大即可。
5、干擦转纸数:与上述相同,但默认为10,使用此参数即可满足生
产,若客户需要,修改加大或减小即可。
6、转纸速度:默认6000,数值越大,转纸速度越大。
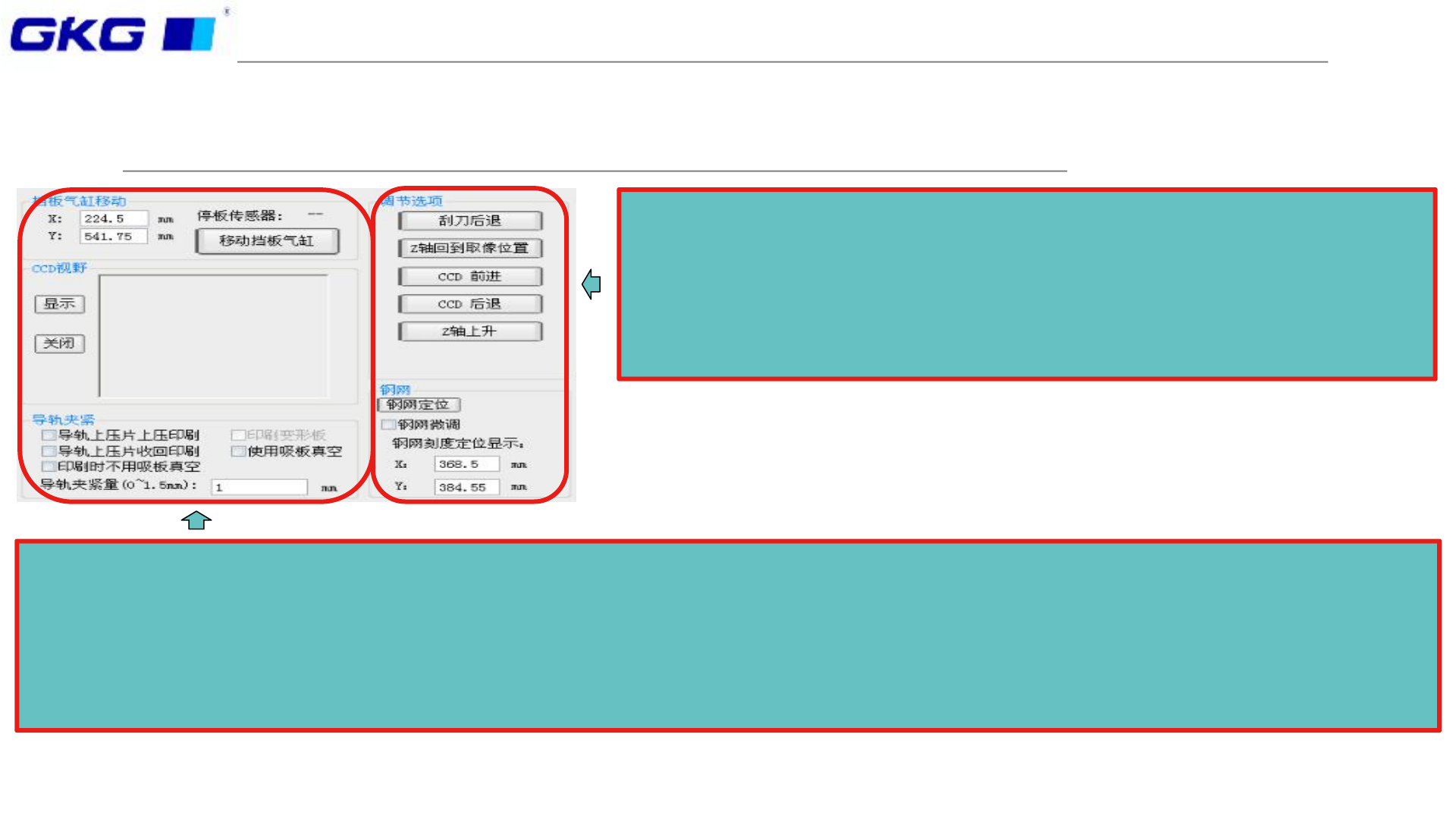
四、制程——挡板气缸、CCD视野与调节选项
1、挡板气缸移动:此参数跟机PCB尺寸自动默认生成,修改此参数主要应用于PCB有缺口,或客户钢网为双开,钢网孔位不居中时使用。
2、CCD视野:此参数可在对准钢网时使用,手动检查PCB与钢网孔位是否对准,同时也可应用于LED倒装时,PCB与钢网对准。
3、导轨夹紧:1)导轨上压片上压印刷:在PCB定位之前,上压片自动伸出,在印刷整个过程中,压片不收回,只有停止生产或取消此选项压片才会
收回,同时使用上压边需要注意,PCB不可高于导轨!
2)导轨上压片收回印刷:在PCB定位之前,上压片自动伸出,在上升印刷时,自动收回,减少PCB与钢网的间距。
4、使用吸板真空:吸板真空的主要目的有两个:一是增加PCB在印刷及脱模过程中保证平稳性,二是透过真空,增加焊点锡量。
1、调节选项:包含刮刀后退、CCD前进/后退、Z轴上升、Z轴回到取像位置,此部分
在制程时,对准刚网及PCB后的常见操作。
2、钢网定位:钢网定位功能主要应用于常见的频繁换线或按时定期机洗钢网,钢网
定位的主要优点是,定位当前对准后的钢网位置,在拆卸钢网后,不再需要手动对准
即可完成PCB与钢网的对准,但使用此功能需要注意的时,刚刚定位近能移动Y方向,
因此网框压板支架若被移动,那么只有Y方向是准确的,X方向的还需手动对准,此点,
在与客户讲解时,需要格外交代。

五、制程——PCB定位与MARK点设置
1、MARK点设置:如红框所示,GT+mark点的选取方式为手动选取,同时取像方式分为单照/双照,单照只照取PCB,双照照取钢网与PCB,双照
印刷质量更为稳定,单照生产周期更短,同时更多的满足客户未开MARK点的钢网。
2、标志点个数:可选取3——4个mark点,以及添加防呆点,防止PCB放反造成的误印刷。
3、标志点设置:增加标志点为新建时使用,修改标志点为重新定位时使用,核对标志点,为检查已定制的标志点,2D模板设置不在此讲解。
1、PCB定位:此界面集合PCB定位时常见的使用功能,在正常印刷时,以上功
能为软件自动默认设置,以上功能很好理解,在此不多赘述。
2、定位顶针:此功能有单独说明书,在此不讲解。