高速轴向元件插件机.pdf - 第177页
AV131 维修手册 8.1 砧座部 D79MCC-W 4-400-A0 8.1- 2
AV131
维修手册
8.1 砧座部
D79MCC-W4-400-A0
8.1-1
8.1. 砧座部
D79MCC-W4-400-A0
8.1.1 砧座装置消耗部件更换
装置编号:
N610052020AA
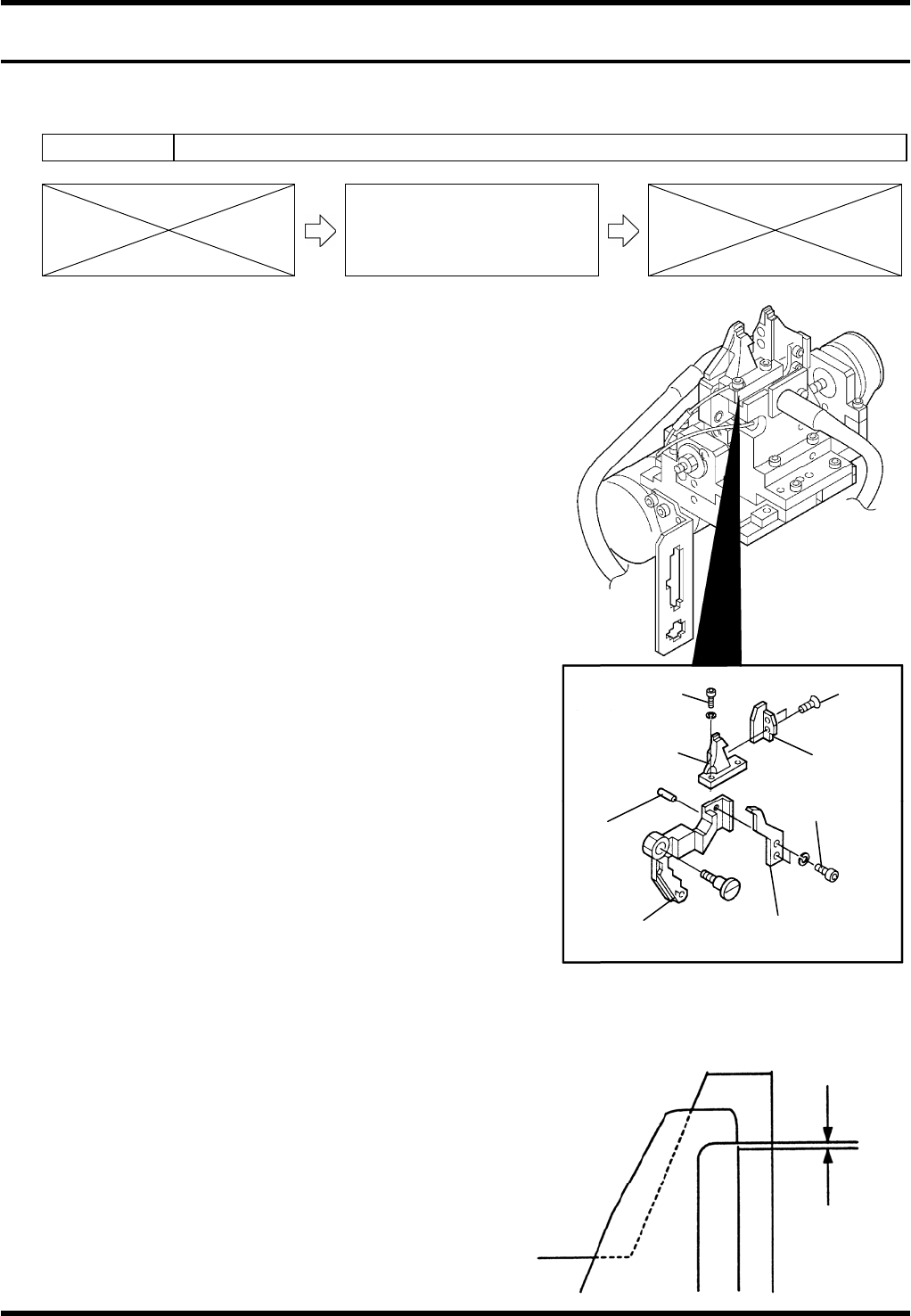
8.1.1 砧座装置消耗部件更换
砧座装置消耗部件更换
1.
1. 关闭电源 [OFF]。
2. 断开砧座上的管子和连接器。
3. 拆下机器砧座单元。
4. 拧松折弯器基座螺钉 (2 件)。并拆下折弯器基座。
5. 拧松暗销 (2 件)。并拆下罩盖。
6. 拧松折弯器基座螺钉 (2 件)。拧松暗销 (2 件)。从其它和并
拆下。
7. 在新折弯器基座上安装罩盖,并拧紧暗销 (2 件)。
8. 拧松切割器和折弯器螺栓 (2 件)。并拆下一侧的切割器和折
弯器。
9. 更换切割器和折弯器。
10. 拧紧切割器和折弯器螺栓 (2 件)。
11. 安装新的折弯器基座并拧紧螺栓 (2 件)。装配折弯器基座到
挡块并松开螺栓。
12. 以同样的方式更换另一侧的切割器和折弯器,以及折弯器基
座。
13. 检查折弯器基座和切割器和折弯器之间的间距。
=标准值=
间距:0.01 - 0.03 mm
14. 拧紧切割器和折弯器螺栓 (2
件)。
0.01 ~
0.03 mm
紧钳基座
紧钳基座螺栓
销孔
控制杆
割刀和紧钳
割刀和紧钳螺栓
罩盖
暗销

AV131
维修手册
8.1 砧座部
D79MCC-W4-400-A0
8.1-2
AV131
维修手册
8.2 插件头
D79MCC-W1-M00-A0
8.2-1
8.2. 插件头
D79MCC-W1-M00-A0
8.2.1 插件部消耗部件更换
装置编号:
1087110000
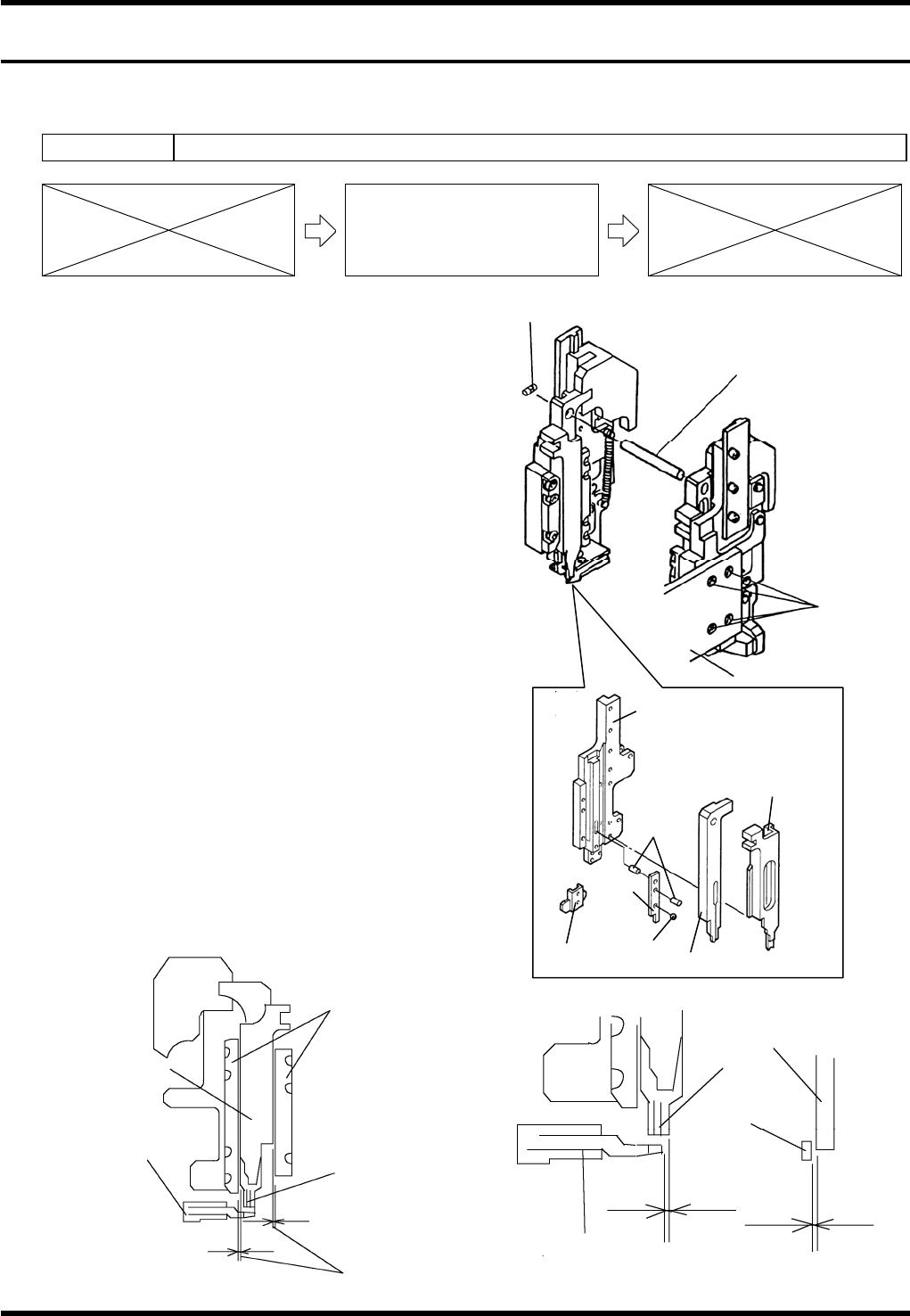
8.2.1 插件部消耗部件更换
插件部消耗部件更换
1.
1. 接通电源 [ON] 返回原点。
2. 将循环定时器的手动旋钮旋转至 0°。
3. 断开电源 [OFF] 。
4. 拆下螺栓 (4 件)。
5. 拧松定位螺丝并拔出传动轴。
6. 拆下插件部。
7. 更换插入导轨,刀具和推进器。
8. 检查推进器和导轨板之间的的间距。
=标准值=
间距:0.01 ~ 0.03 mm
9. 确认插入导轨与折弯模具之间的间隙。
=标准值=
间距:0.01 ~ 0.03 mm
10. 确认插入导轨侧面与折弯模具端部端面的间隙。
=标准值=
间隙:0±0.02 mm
推进器
折弯模具
间距
插入导轨
导轨板
插入导轨
折弯模具
折弯模具
间隙
间距
螺栓
定位螺钉
传动
导轨基座
插入导轨
刀具
销
钢珠
推进器
插件部驱动
刀具