JX-350说明书.pdf - 第577页
第 1 部 基本篇 第 4 章 制作生产程序 4-234 4-9 扩散镜片贴片设定 现就使用元件类型 [ 方形芯片 ] 、元件形状 [ 灵活 3] 的扩散镜片贴片的元件设定说明如下。进行扩散镜片的 贴片时, 均需手动根据镜片设定激光测量面,并选择吸嘴。 请根据要进行贴片的扩散镜片进行相应的设 定。 (1) 选定激光测量面 扩散镜片的贴装, 需要根据元件选择激光测量面。激光测量面的选定, 请选定测量时作为基准平面的位 置 ( 参见表 4-…
第 1 部 基本篇 第 4 章 制作生产程序
4-233
退出时会显示如下询问。
●是 :完成各轴(I/O)的安全方向移动后,退出编辑程序。
●否 :不进行各轴(I/O)的安全方向移动,退出编辑程序。
在各 I/O 安全方向设置确认提示信息中选择「否」
。
时,会显示以下提示信息
第 1 部 基本篇 第 4 章 制作生产程序
4-234
4-9 扩散镜片贴片设定
现就使用元件类型[方形芯片]、元件形状[灵活 3]的扩散镜片贴片的元件设定说明如下。进行扩散镜片的
贴片时,均需手动根据镜片设定激光测量面,并选择吸嘴。请根据要进行贴片的扩散镜片进行相应的设
定。
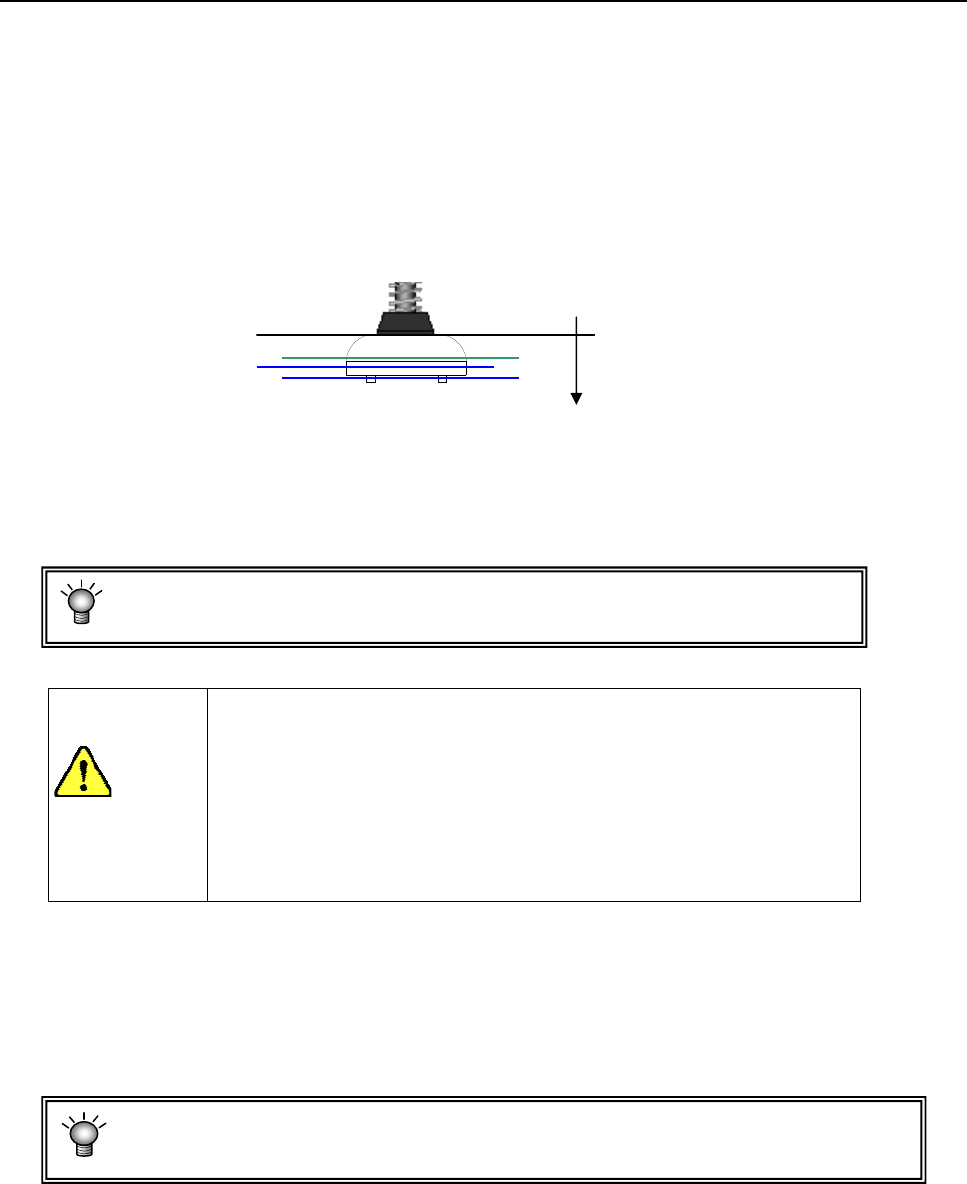
(1) 选定激光测量面
扩散镜片的贴装,需要根据元件选择激光测量面。激光测量面的选定,请选定测量时作为基准平面的位
置(参见表 4-3-5-2-5 灵活 3)。激光测量面的选择,要在[元件数据]-[扩展]-[激光高度]中进行。
①:默认值(参见表 4-3-5-2-3)
②:元件体测量高度
③:镜片脚测量高度
测量镜片脚时,要在外形尺寸(宽
・
长)中输入镜片脚的信息。
测量镜片脚时,请注意镜片的最大尺寸。为避免元件接触,通常对于
元件尺寸超过 15mm 以上的元件,不会使用激光进行同时测量(参见
1-2-4)。即使最大尺寸为 15mm 以上,但测量镜片脚时激光识别形状
小于 15mm 时,由于要进行同时测量,可能会发生元件接触。请依照
扩散镜片的最大尺寸通过贴片数据指定 Head,或通过[机器设置]、[规
格单元],设定使用 Head(L1~L6),根据镜片尺寸,拉开设定间隔,
并进行优化。
(2)吸嘴的选定
扩散镜片的吸取,请根据镜片尺寸,尽量从标准吸嘴中选择姿势平坦均匀、可确保稳定吸取的吸嘴进行
设定。如果吸取面为凸镜片形状的曲面时,请选择 507
・
508 等大号吸嘴,以使吸取姿势稳定。(参见
1-2-5)
选择的吸嘴的吸取状况,可通过手动控制进行确认。请参见后面的第 8 章 手动控制。
①
②
③
激光高度 0
-Z
注意
第 1 部 基本篇 第 4 章 制作生产程序
4-235
(3)元件数据设定
① 元件类型:方形芯片
② 外形尺寸:手动输入
请输入扩散镜片的元件体、或扩散镜片脚上的元件测量断面的形状尺寸。
③ 吸嘴号:手动输入
请选择可稳定吸取的标准吸嘴。
对于不能使用标准吸嘴吸取的镜片要个别对应。
④ 元件供应角度:供应角度 180°
请设定为供应角度 180°
・
贴片角度 0°。这时镜片供应姿势与贴片姿势会变为相同方向。另外,
请将测量面的基准侧朝向贴片机前侧进行供应。
⑤ 速度:默认
如果吸取面与吸嘴不能紧密贴合,元件可能会掉落。出现该状况时,请将[吸取 Z 上升]设定为下
一层。
⑥ 贴片偏移量:手动输入
请按照要贴装的扩散镜片进行设定。
⑦ 元件形状:灵活 3
仅当要贴装的镜片为简单的方形形状时,才能使用[无缺角]。元件测量断面为圆形时,请使用圆
筒(这时不进行角度校正)。
激光定心方式,是通过激光从观察到的元件轮廓捕捉元件的中心(参见
4-3-5-2-5 内贴片偏移)。元件形状设定[灵活 3],是从使用激光识别的形状中,
识别出宽
・
长尺寸的中心作为元件的 XY 中心。因此镜片中心与识别的宽
・
长中心不同时,请将该差值设定在贴片偏移(补正)中。
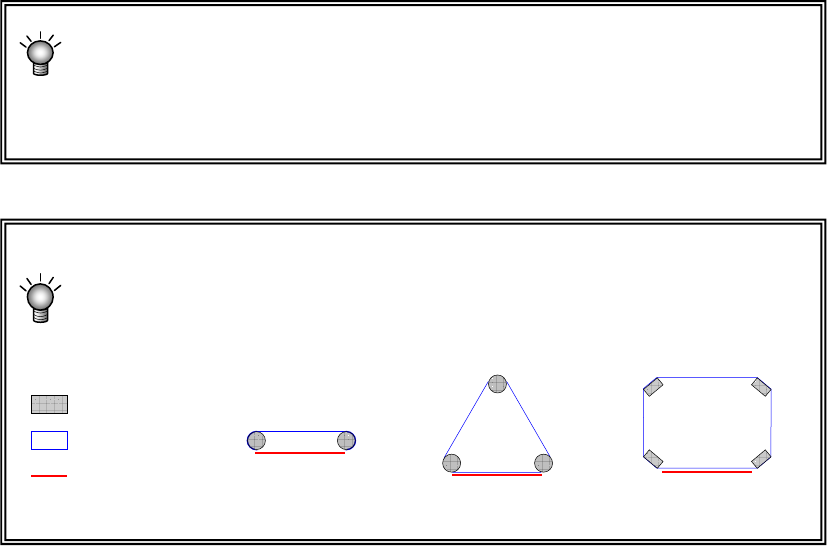
通过激光测定测量扩散镜片中设置的脚时,可识别出以各脚为角构成的图
形,如下图所示。
可在这里以识别到的图形的 1 个边为基准,供应时,取其中任一条切线,对
准前侧,再摆放元件。
2 个脚 3 个脚 4 个脚
扩散镜片脚
识别形状
识别基准