JX-350说明书.pdf - 第75页
第 1 部 基本篇 第 1 章 装置概要 1-59 ( 3 ) 生产画面的菜单构成 ( 4 )机器设置画面的菜单构成 文件 (F) 窗口 ( W ) 生产程序( P ) 生产补助 ( C ) 工具 ( T ) 支援准备 … 贴片点确认 … 助焊剂涂敷装置 … 单独验证 … 连续验证 … * 元件方向单独检查 … * 元件方向连续检查 … * SOT/ 元件方向单独检查 … SOT/ 元件方向连续检查 … 激光高度检查 贴片基板面高度测量…
第 1 部 基本篇 第 1 章 装置概要
1-58
剪切(T) Ctrl+X
删除(D)
复制(C) Ctrl+C
粘贴(P)… Ctrl+V
插入行(I)
复制并插入(U)
跳过(J)… Ctrl+G
查找 (F)… Ctrl+F
向前查找(R) F7
向后查找(N) Shift+F7
替换(L)…
单元格/复制(O) Ctrl+E
单元格/粘贴 (A) Ctrl+R
修改元件名 (H)…
反映元件层(Y) - 全部元件(A)
反映元件层(Y) - 元件类(C)
反映吸取偏移量(X)…
复制标记(K)
黏贴标记(S)
标记数据库(V)
黏贴矩阵(M)
复制生产程序(Z)
新建(N) Ctrl+N
打开(O)… Ctrl+O
保存(S) Ctrl+S
另存为(A)…
打印(P) …
环境设置(C)…
退出(X)
传送(C) - 基板控制(C)…
传送(C) - 自动基板宽度调整(A)…
测量(M) - 单独测量(C)…
测量(M) - 连续测量(A)…
测量(M) - 贴片基板面高度测量(H)…
检查(I) - 图像识别检查(V)...*
检查(I) - 共面检查(C) ...*
检查(I) - 速度确认(S)
检查(I) -一起送料(K)
检查(I) -吸取/贴片监视器录像模式(O)...*
检查(I) - 负重检查(Z) ...*
检查(I) - 验证单独检查(U) ...*
检查(I) - 验证连续检查(A) ...*
检查(I) - 确认电动供料器(E)
BOC 标记(B)…
基准领域标记(A)
供料器台架标记(F)-前(1)…
供料器台架标记(F)-后(2)…
跟踪(T)- 贴片位置(P)…
跟踪(T)- 吸取位置(I)…
跟踪(T)- 吸取高度(H)…
示教(V)- 图像示教(V)…
供料器分布(F)…
工具栏(T)
贴片位置(P)
显示列表(A)
有关生产信息(Z)
设置列表显示(L)
优化(G)…
分割贴片数据(P)…
吸嘴分布(H)…
元件供应数(S)…
元件供应数 使用供料器 (F)…
版本信息(A)…
文件(F) 编辑(E) 数据(C) 优化(O) 显示(V) 机器操作(M) 数据库(D) 帮助(H)
基板数据(B)
贴片数据(P)
元件数据(C)
吸取数据(I)
图像数据(V)
数据完成情况(S)
数据一致性检查(L)…
帮助(C)… F1
登录(B)
命令列表(C)…
重新查找(R)…
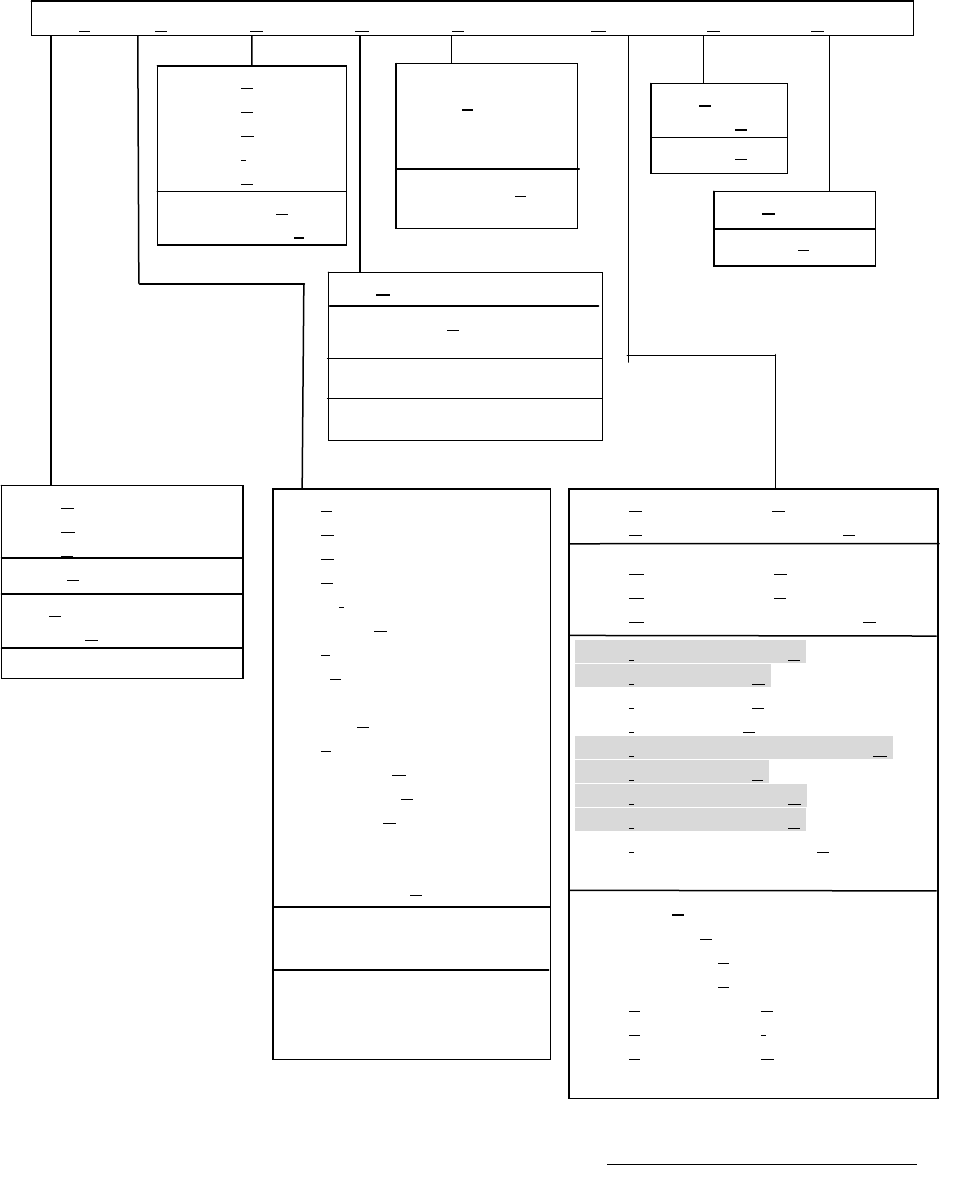
(2)编辑程序画面的菜单构成
*: JX-350 不适用,因此不使用此项。
第 1 部 基本篇 第 1 章 装置概要
1-59
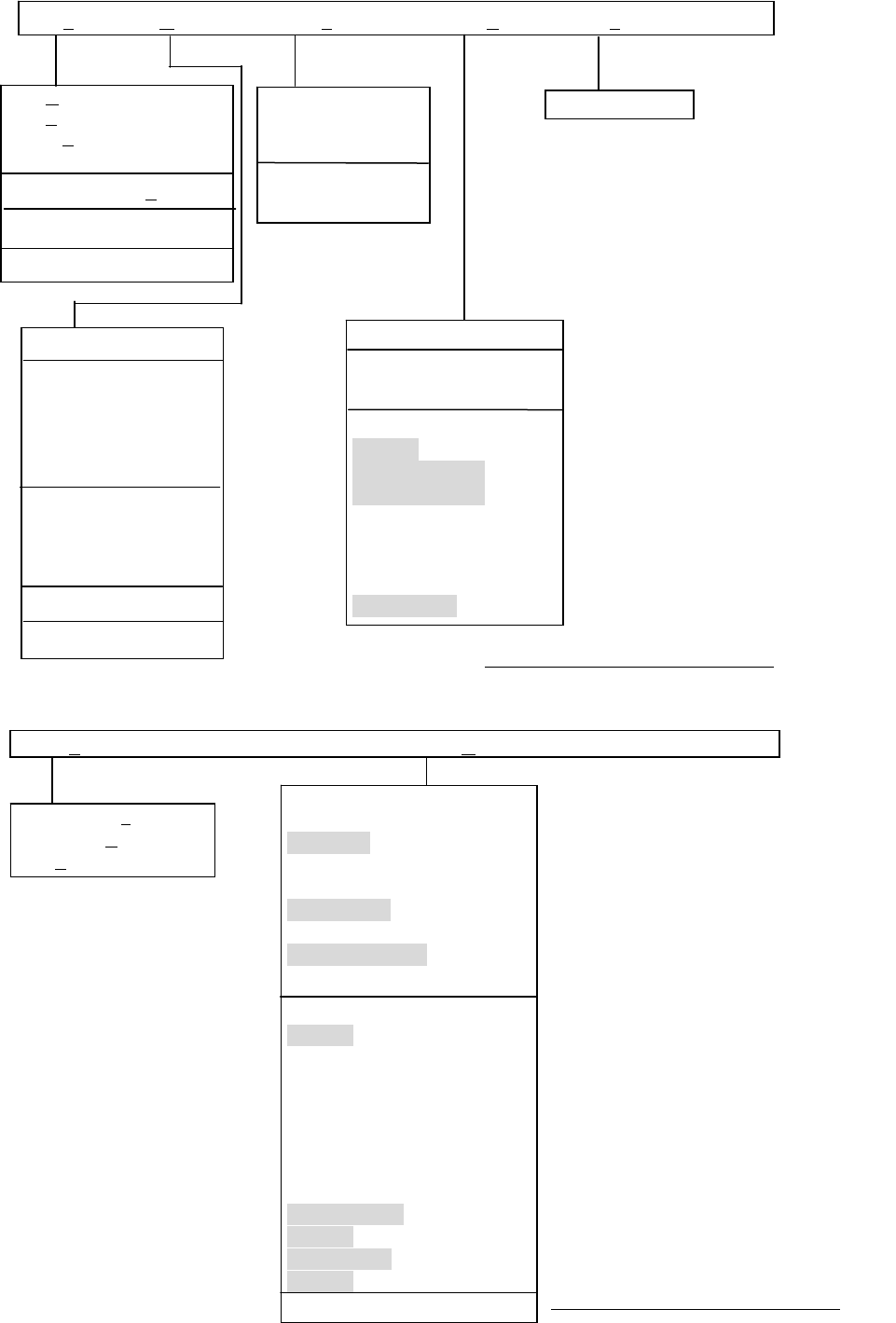
(3) 生产画面的菜单构成
(4)机器设置画面的菜单构成
文件(F) 窗口(W) 生产程序(P) 生产补助 (C) 工具(T)
支援准备…
贴片点确认…
助焊剂涂敷装置…
单独验证…
连续验证…*
元件方向单独检查…*
元件方向连续检查…*
SOT/元件方向单独检查…
SOT/元件方向连续检查…
激光高度检查
贴片基板面高度测量
VCS 脏污检查…*
设置元件数…
编辑数据…
检查生产程序…
重试列表(供应设备)
重试列表(未贴片)…
打开(O)… Ctrl+O
保存(S) Ctrl+S
另存为(A)…
保存生产管理信息(I)
删除继续生产文件(D)
取得装置信息(M)
退出(X)
操作选项…
生产条件
生产状态(设备)
生产状态(动作)
生产状态(放大)
生产状态(真空)
生产状态(图像)
生产管理(综合)
生产管理(Head)
生产管理(供应)
生产管理(吸取率)
生产管理信息清除
确认电动供料器
注册吸嘴一览(L)…
读吸嘴数据(R)…
退出(X)
ATC 吸嘴分配…
无吸嘴时真空值…
基准针位置…*
外形基准位置…
废弃元件位置…
IC 回收带位置…*
Head 等待位置…
MTC 滑梭吸取位置…*
MTS 安装位置偏移…
使用单元…
在线连接…*
传送设置…
信号灯…
坏板标记传感器示教…
设置叠加系统…
吸取错误条件设置…
检查标记脏污…
激光面接触检查…
助焊剂涂敷装置…*
共面检查…*
VCS 脏污检查…*
验证检查…*
每种供料器的吸取前传送设定
文件(F) 设置各组(G)
*: JX-350 不适用,因此不使用此项。
*: JX-350 不适用,因此不使用此项。
第 1 部 基本篇 第 1 章 装置概要
1-60
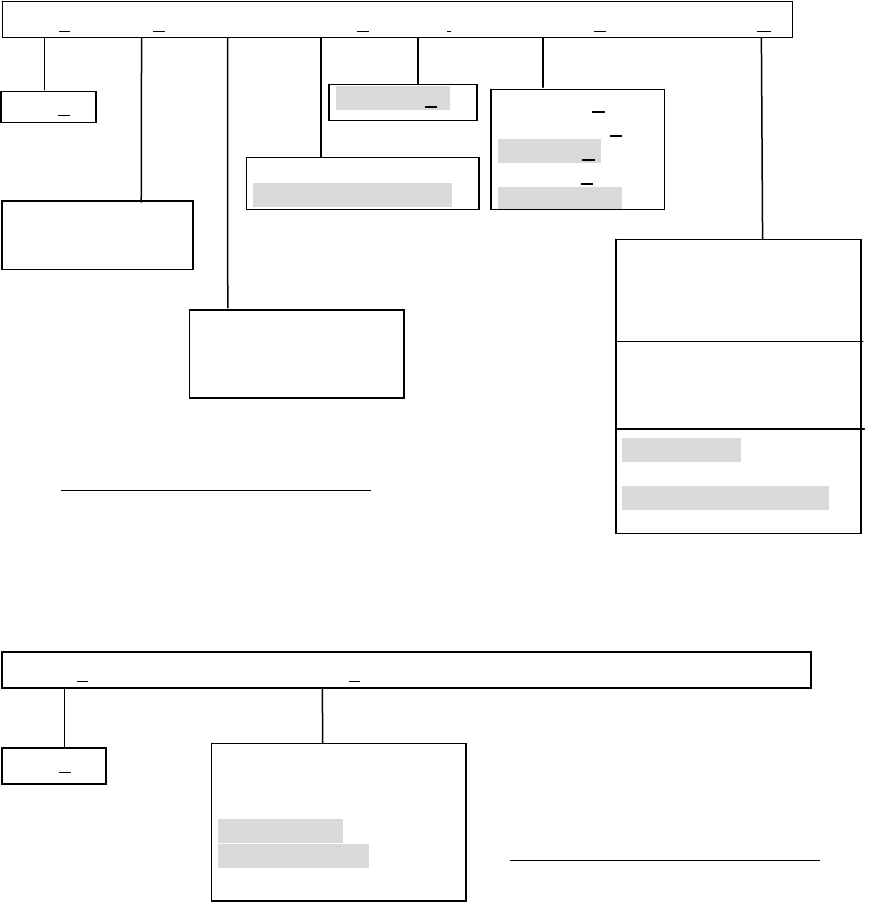
(5)手动控制画面的菜单构成
(6)自诊断画面的菜单构成
Head 控制 (H) …
Head 设备控制(D)…
激光/传感器控制(L) …
激光/传感器高度(L)…
吸嘴旋转中心(R)…
Head 偏差(H)…
VCS 偏差(C)…*
VCS2 值阈值(T)…*
真空校准(V)…
退出 (X)
传送控制(V) …
基板条形码阅读器控制(B)…*
显示设备使用状况 (V)
显示构成图(D)
送料针控制(N)…
电动供给控制(E)...
MTC 控制(C)...*
MTS 控制(S)
DTS 控制(D)…*
ATC 控制(A)…
信号灯控制(L)…
校准台控制(C)…
真空泵控制(P)…
其他传感器(O)…
驱动器状况(D)…
伺服状态(S)…
元件验证(V)…*
SOT 方向检查控制(T)…
助焊剂涂敷装置控制(F)…*
切割机控制(U)…
文件(F) 设置组(S)
退出 (X)
文件(F) 显示(V) Head(D) 传送系(C) 图像(I) 供应设备(E) 其他(O)
VCS 控制(V)…*
*: JX-350 不适用,因此不使用此项。
*: JX-350 不适用,因此不使用此项。