N7201A652C03(1)TT2 .pdf - 第163页
NPM-TT2 EJM1EC-MB-02O-00 2 1 1 2 选择图案 ●可以复数选择。 3 3 ●再按一次,选择就被 解除。 E F C D I 2-5-6 -2 A E F G B C D I J H 图案张数 图案的总数。 跳过张数 指定跳过的图案总数。 No. 模式的 ID 编号。 ORG.X/ORG.Y 原点图案的 X/Y 坐标 BAD.X/BAD.Y 不良图案的 X/Y 坐标 R 图案的展开角度编号 PK 图案编号 H …
NPM-TT2 EJM1EC-MB-02O-00
2
1
指定贴装对象
1
3
+
(根据指定条件开始生产)
■根据图案指定时
■根据贴装点指定时
■根据元件指定时
(智能料架)
■根据元件指定时
(托盘供料器)
■根据贴装头指定时
■解除指定时
2-5-6
-1
2
个别
准备
1
( )
操作篇
2-5-6
或
(→P.2-5-6
-2
)
(→P.2-5-6
-3
)
(→P.2-5-6
-4
)
(→P.2-5-6
-5
)
(→P.2-5-6
-6
)
(→P.2-5-6
-6
)
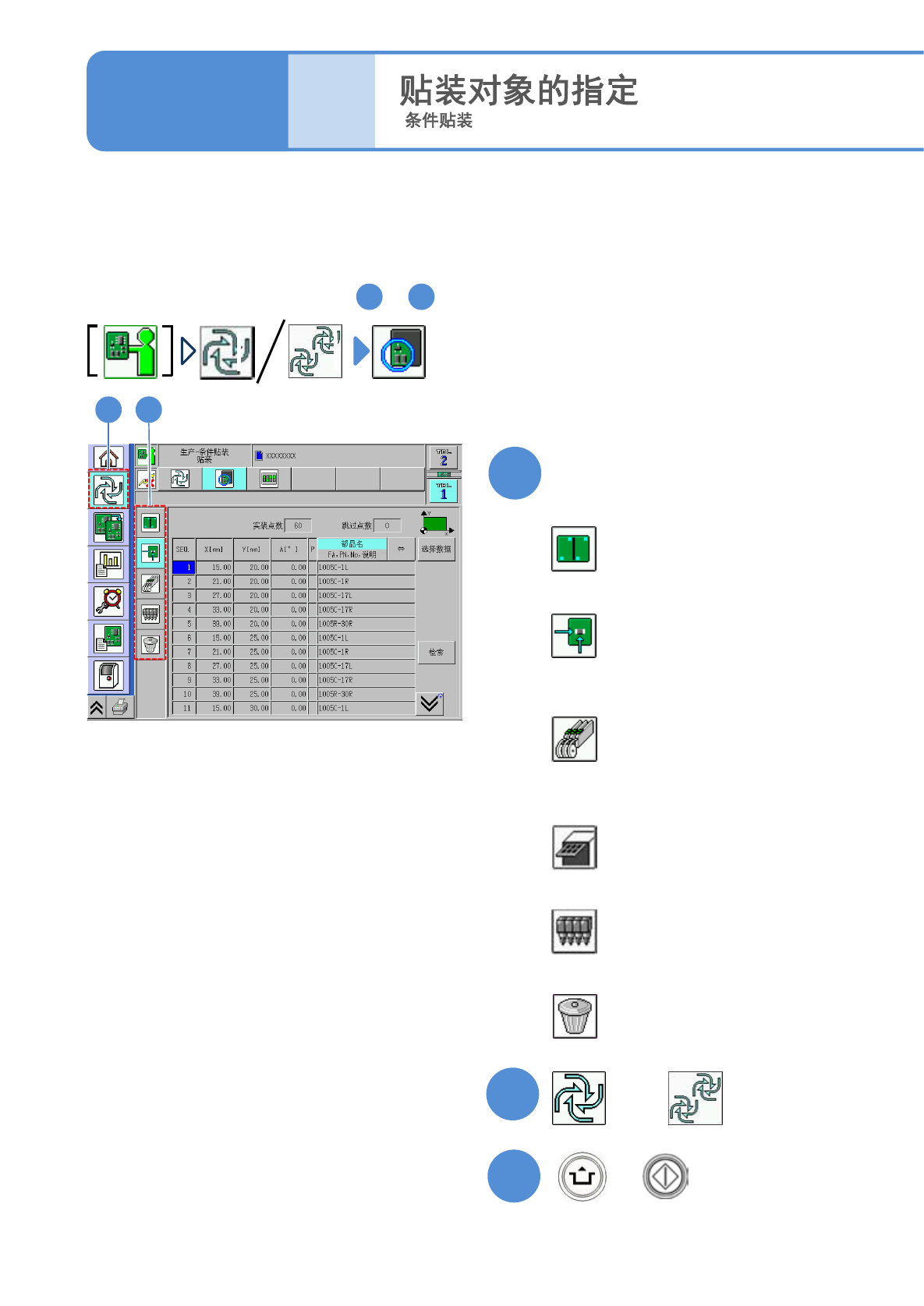
准备: 进行P.3-1-1-1、P.3-1-1-2的步骤 ~ 。
1 4
根据图案单位、贴装点单位等指定贴装对象进行生产。
在开始生产之前对特定元件、特定区块等实施试贴,以此来确认贴装状态。
根据条件贴装的贴装确认按照如下所示的步骤进行。
在双轨道模式下,可通过切换轨道来对每个轨道进行设定。
NPM-TT2 EJM1EC-MB-02O-00
2
1
1 2
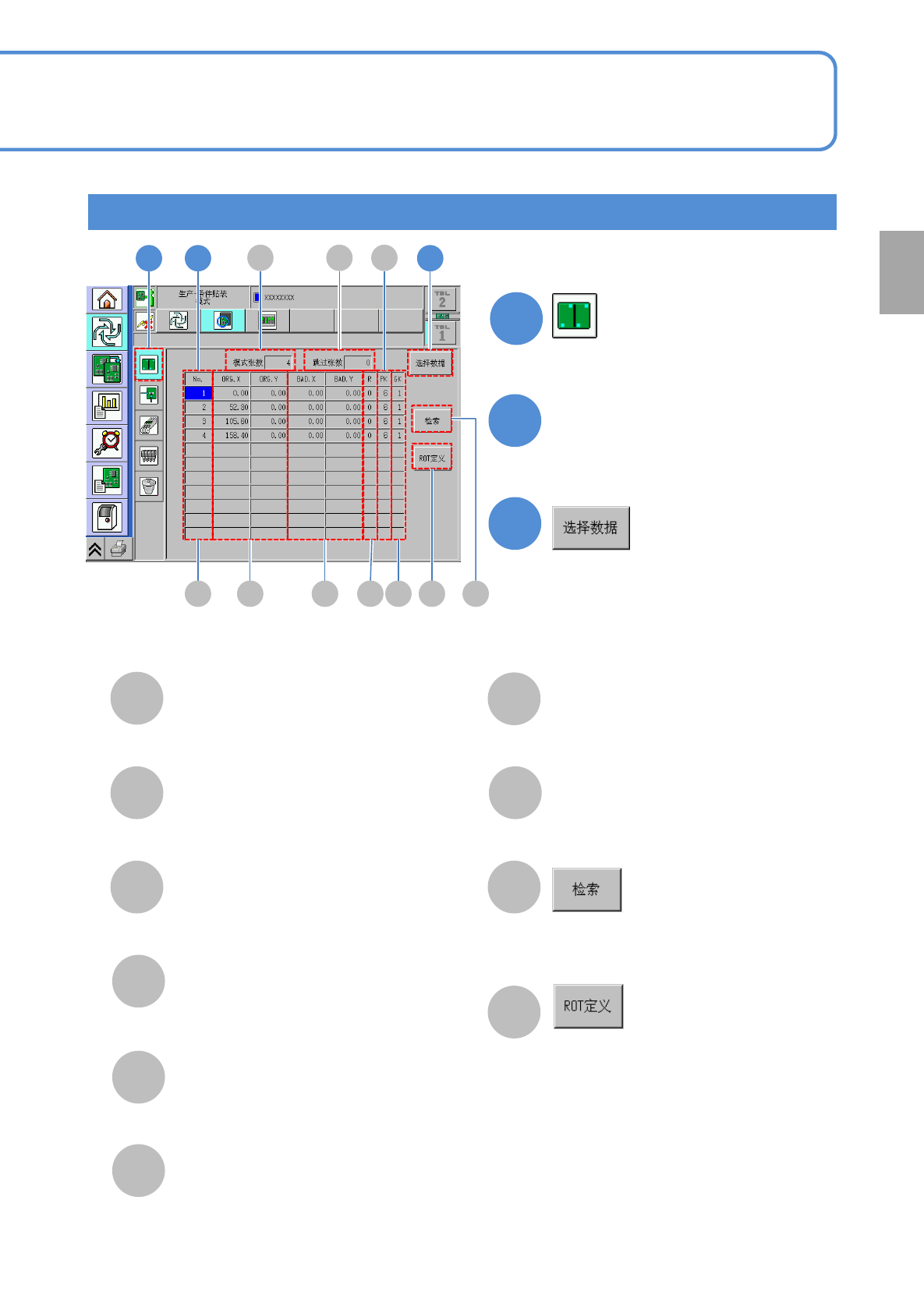
选择图案
●可以复数选择。
3
3
●再按一次,选择就被解除。
E FC D I
2-5-6
-2
A
E
F
G
B
C
D
I
J
H
图案张数
图案的总数。
跳过张数
指定跳过的图案总数。
No.
模式的
ID
编号。
ORG.X/ORG.Y
原点图案的
X/Y
坐标
BAD.X/BAD.Y
不良图案的
X/Y
坐标
R
图案的展开角度编号
PK
图案编号
H
通过数字键输入并检索图案编号。
显示ROT定义窗。
GK
组编号
根据图案指定
J
A GB
NPM-TT2 EJM1EC-MB-02O-00
1
1
A
E
F
G
I
B
C D
2
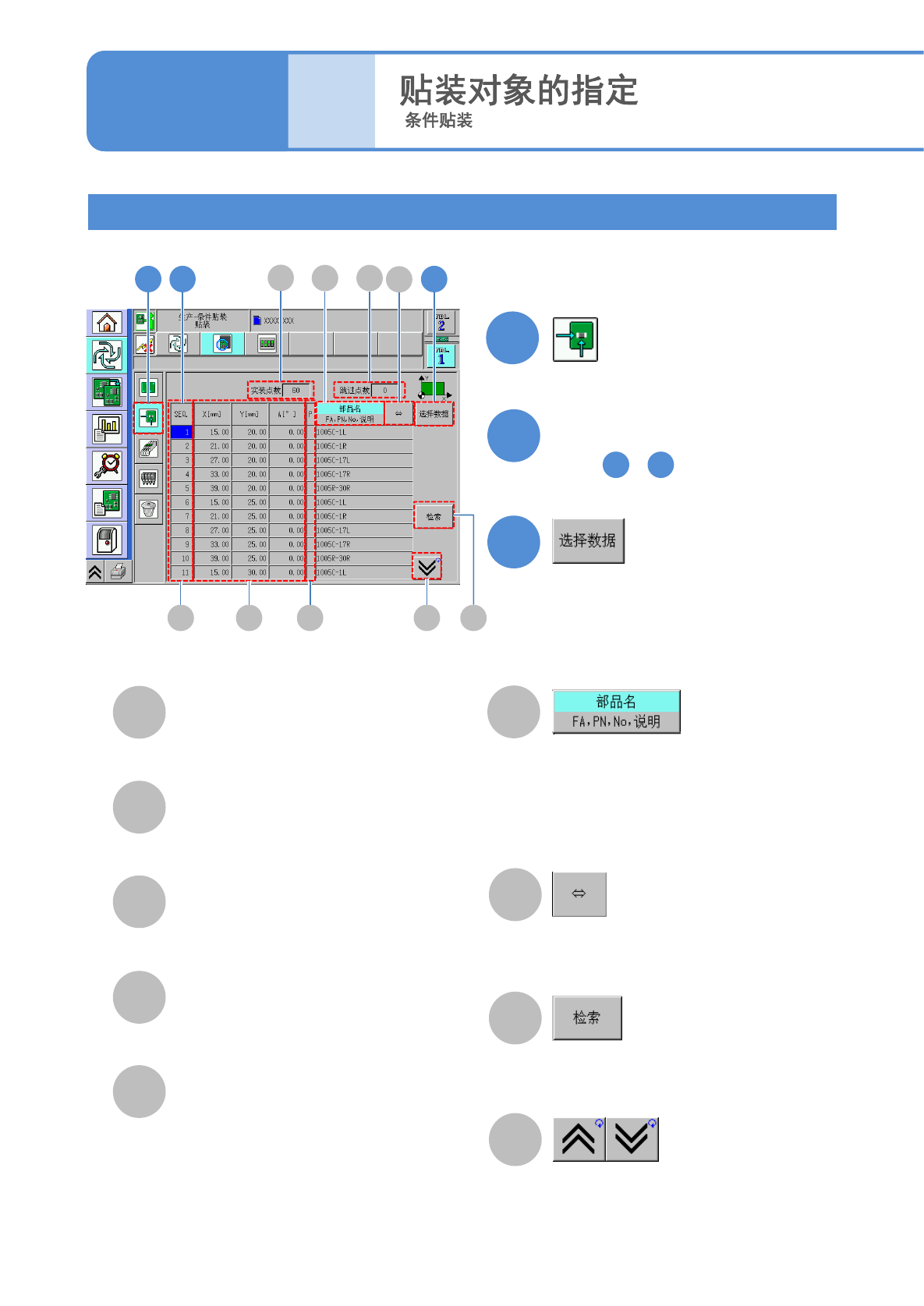
选择贴装点
●重复 ~ 的操作,可以复数选择。
3
●再按一次,可以解除选择。
2 3
2-5-6
-3
A
B
C
D
E
F
G
I
H
P:
贴装点的优先顺序
空白
:
标准
H :
优先度高。
L :
优先度低。
切换显示。
・元件名称
・FA:料架地址
・PN:图案No.
・No:序列No.
・说明
元件名称过长时,以及FA,PN,No的
说明内容,滚动此键来显示。
通过数字键输入序列编号,检索贴装
点。
显示前后画面。
H
X[mm]/Y[mm]/A[°]
贴装点的坐标和实装角度。
SEQ
贴装点的序列编号。
跳过点数
指定跳过的贴装点总数。
实装点数
贴装点的总数。
个别
准备
根据贴装点指定
2 3
操作篇
2-5-6
2
( )