ATF12-24_Instruction_Rev00a_C.pdf - 第36页
ATF12/16/24 使用说明书 R e v 0 0 a 31 7-6. 锁定返回杆的夹压检查 向供料器元件槽安装供料器, 关闭锁定返回杆 时, 请确认锁定返回杆应感觉到撞击(其他的 供料器也应有相同的撞击感觉)。 没有撞击感觉时,请进行以下调整。 【 调整方法 】 图 7-6-1 ① 拧松固定螺丝 A(2 处)和固定螺丝 B。 ② 转动翻转调整轴,使用关闭锁定返回杆的荷重 P 为 12~17N 的张力标尺进行调整。 ③ 拧紧固定螺丝…
ATF12/16/24 使用说明书 Rev00a
30
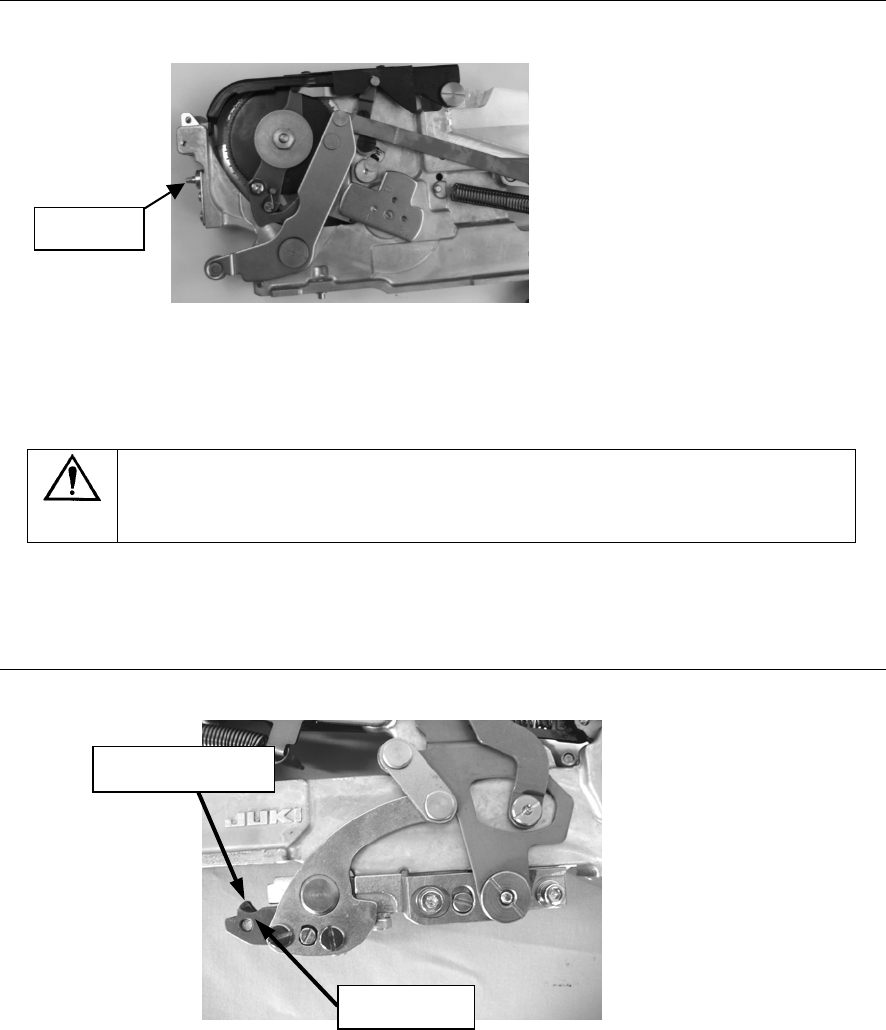
7-4. 定位基准销的磨损、变形
请确认基准销是否没有磨损、变形。
图 7-4-1
【处理措施】基准销磨损变形时
①需要更换零部件和重新调整吸附位置。请考虑购买零部件。
注意
调整时需要专用的供料器检查夹具。
有关检查夹具,请参照检查夹具使用说明书。
7-5. 锁定架和柱塞板的伤痕、变形
请确认锁定架、柱塞板的结合部是否没有伤痕、变形。
图 7-5-1
【处理方法】锁定架和柱塞板有伤痕、变形时
①需要更换零部件和重新调整吸附位置。请考虑购买零部件。
基准销
柱塞板
锁定架
ATF12/16/24 使用说明书 Rev00a
31
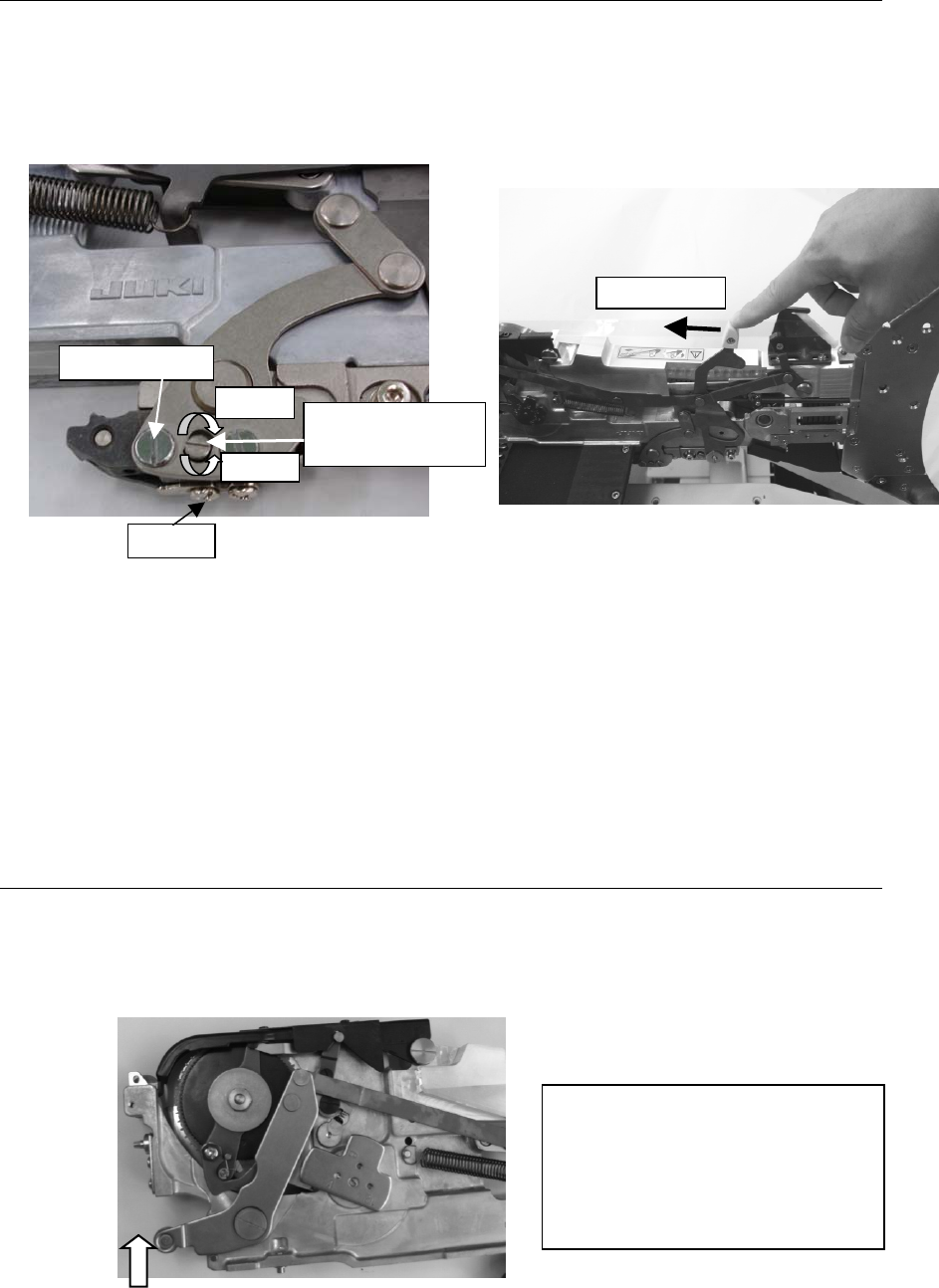
7-6. 锁定返回杆的夹压检查
向供料器元件槽安装供料器,关闭锁定返回杆时,请确认锁定返回杆应感觉到撞击(其他的
供料器也应有相同的撞击感觉)。
没有撞击感觉时,请进行以下调整。
【调整方法】
图 7-6-1
①
拧松固定螺丝 A(2 处)和固定螺丝 B。
② 转动翻转调整轴,使用关闭锁定返回杆的荷重 P 为 12~17N 的张力标尺进行调整。
③
拧紧固定螺丝 B,用 1.9~2.3N・m 紧固固定螺丝 A。
④
拧紧固定螺丝 A,B 后,请反复数次夹紧动作,确认荷重 P 为 12~17N。(注)翻转调整
轴的组装方向为下偏芯。
⑤ 进行 3~5 次的锁定动作,确认荷重是否没有变化。
⑥ 确认安装到元件槽时的翻转压力。
7-7. 确认各部的动作
请确认各部的动作。特别是以下部位,是有关本供料器的功能、性能的重要部位,请重点地
进行确认。
1) 推顶杆的荷重检查
P 图 7-7-1
【处理措施】荷重重于规格时
①异物有可能进入环里,请用气枪除掉异物。
P(12~17N)
推顶杆的荷重P(安装带时)
AF12:39.8N以下(4mm传送时)
57.3N以下(12mm传送时)
AF16:55.5N(12mm传送时)
AF24:85.8N(12mm 传送时)
翻转调整轴
※用上偏芯调整
变强
变弱
固定螺丝
固定螺丝A(2处)
ATF12/16/24 使用说明书 Rev00a
32
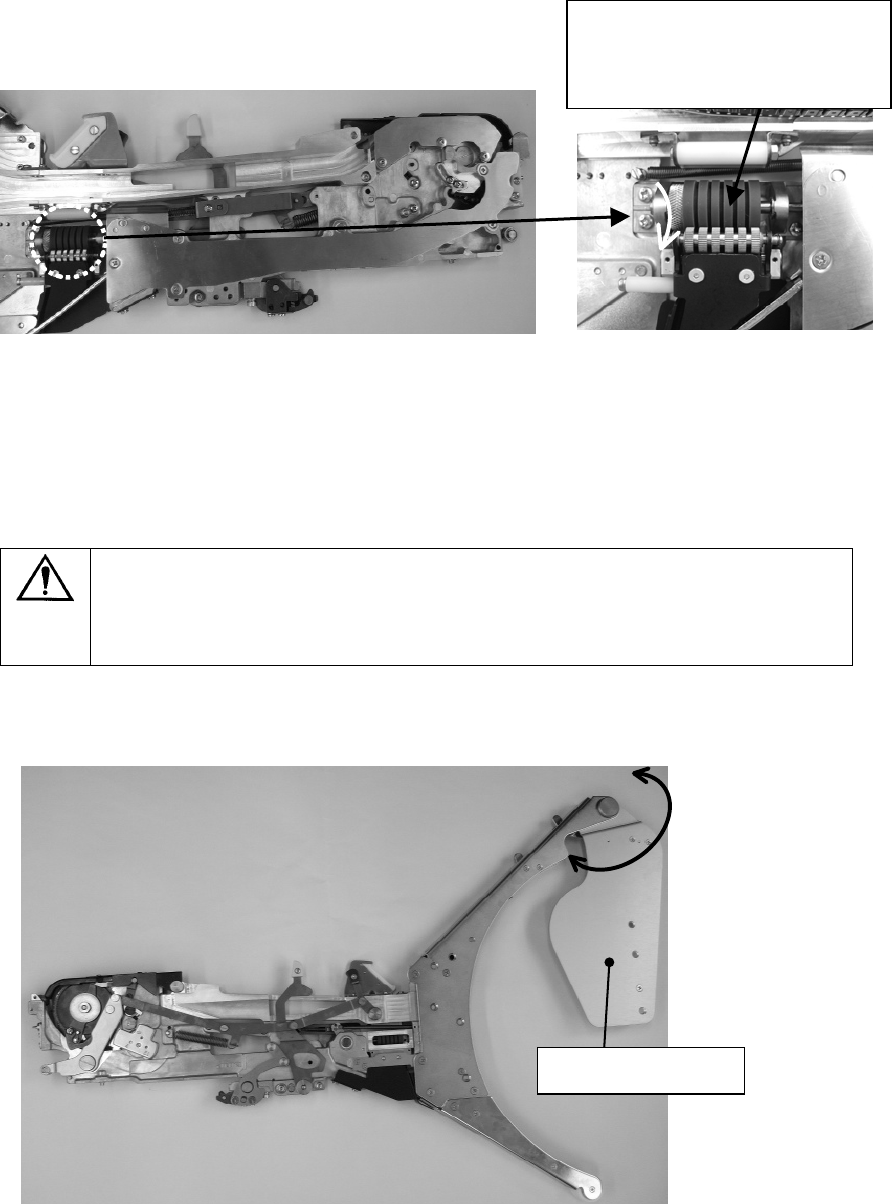
2) 拉出辊动作的检查
图 7-7-2
【处理措施】辊动作不良时
①异物有可能进入辊部,请用气枪除掉异物。
【处理措施】辊倒转时
①需要更换零部件。请考虑购买零部件。
注意
·请绝对不要向橡胶辊四周涂抹润滑脂。
·请不要用气枪清扫拉出辊橡胶的轴芯(单向离合器)。
·如用气枪喷吹脏污等时,请注意油污(喷吹时混入空气被喷雾的油)的粘附。
元件脏污会造成护带抓出不良。
3) 带盘架动作的检查
图 7-7-3
【处理措施】带盘架动作不良时
①异物有可能进入带盘架转动轴,请用气枪除掉异物。
用手转动拉出辊橡胶时
·应顺畅转动
·应不倒转
应顺畅转动
带盘架侧臂