ATF12-24_Instruction_Rev00a_C.pdf - 第46页
ATF12/16/24 使用说明书 R e v 0 0 a 41 9-5. 轧花座 元件的宽度和长度均大但深度浅时, 把压花座设置到带式供料器的元件吸附位置, 就可以提 高吸附元件的稳定性。 可以使用的传送带的轧花深度 ·ATF12/16 : 1.0~1.5/1.5~ 2.0/2.0~ 2.5mm(3 型) ·ATF24 : 1.5~2.0/2.0~ 2.5/2.5~ 3.0mm(3 型) 9-5-1. 安装方法 1)测定传送带的轧花深…
ATF12/16/24 使用说明书 Rev00a
40
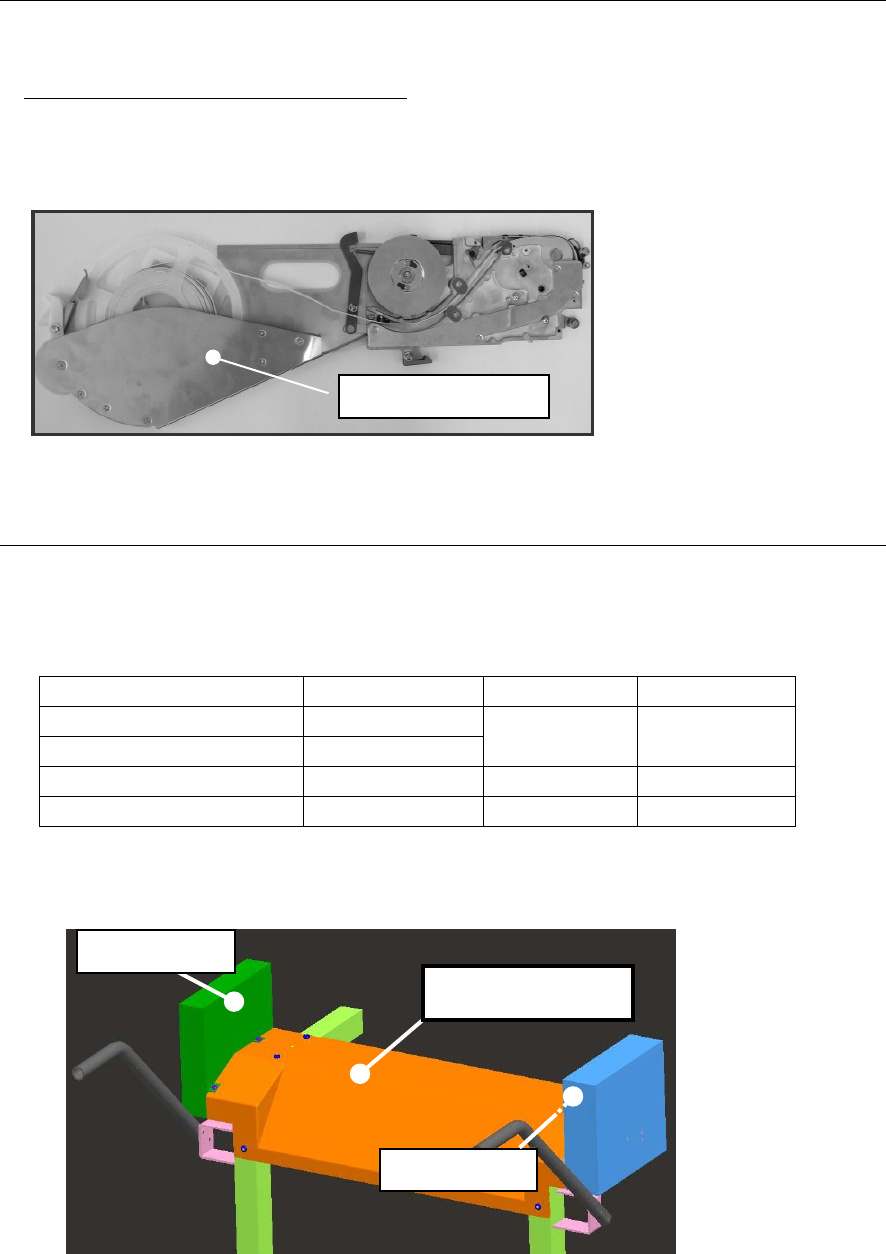
9-3.NF05/08 机种用带盘架
可以保护带盘,具有防止粘结力强的护带粘连的效果。
货号:40058335 带盘架 NFOP(组件)
9-4.一次更换台车盖
可以顺畅地排出从供料器出来的护带。并可以防止粘结力强的护带的粘连,容易进行排出的
护带处理。(除盖两侧部分)
表 9-4-1
贴片机机种 货号 侧带 L 侧带 R
KE2010/2020/2040 40058336
KE2030 40058337
40058371 40058370
FX-1/1R(注) 40025308 40058372 40058373
KE-2050/60/50R/55R/60R 40058339 40058374 40058375
注)FX-1/1R 时,提供牵拉上板(组件)。
一次更换台车盖
带盘架(组件)
侧带 L
侧带 R
ATF12/16/24 使用说明书 Rev00a
41
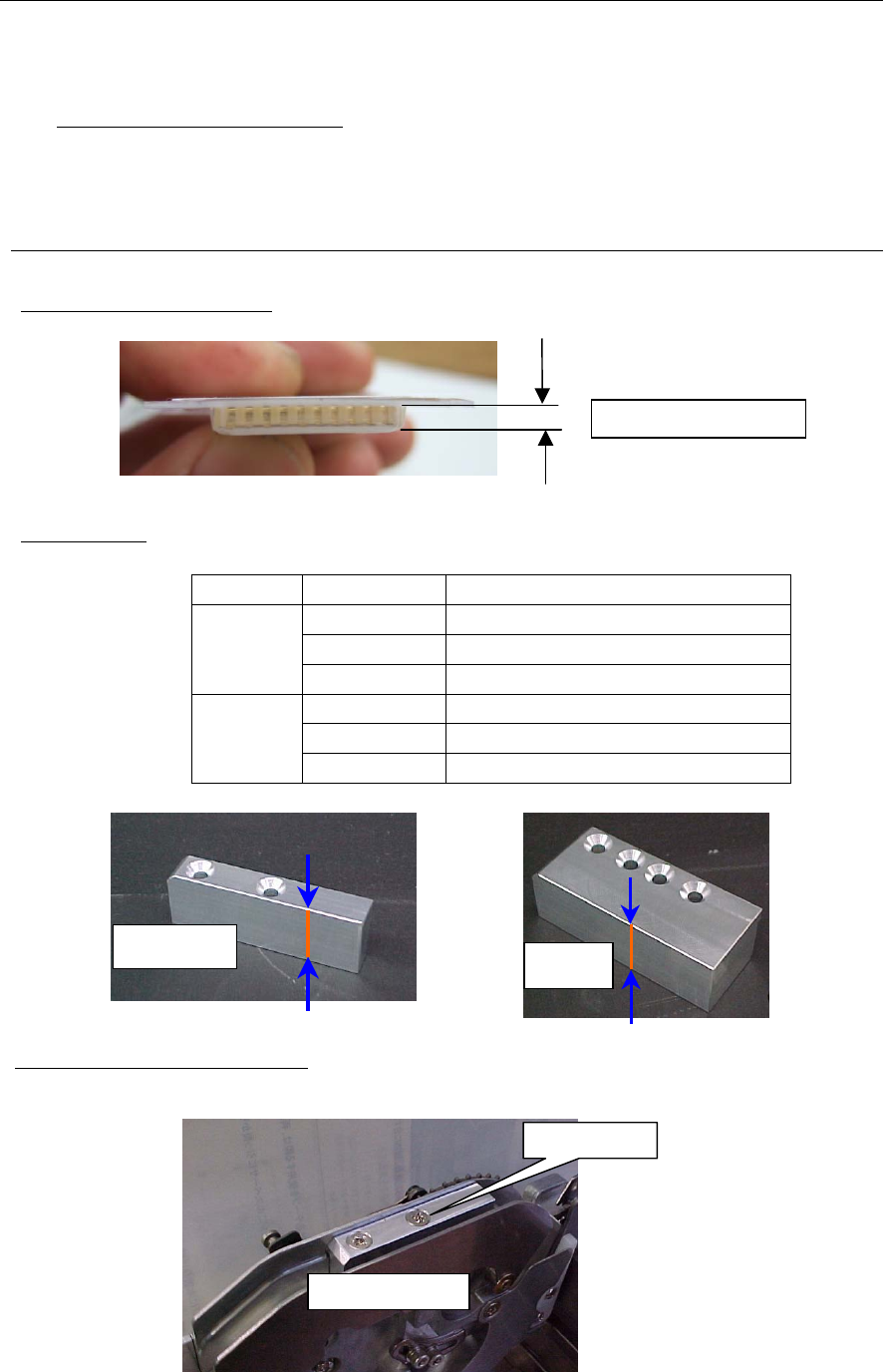
9-5.轧花座
元件的宽度和长度均大但深度浅时,把压花座设置到带式供料器的元件吸附位置,就可以提
高吸附元件的稳定性。
可以使用的传送带的轧花深度
·ATF12/16 : 1.0~1.5/1.5~2.0/2.0~2.5mm(3 型)
·ATF24 : 1.5~2.0/2.0~2.5/2.5~3.0mm(3 型)
9-5-1.安装方法
1)测定传送带的轧花深度。
2)选定轧花座
※测定 A,然后在下表中选择轧花座高度(B)的种类。
机种 A 的高度(mm) B 的高度:轧花座高度(mm)
1.0~1.5 16.0
1.5~2.0 15.5
AF12/16
2.0~2.5 15.0
1.5~2.0 15.5
2.0~2.5 15.0
AF24
2.5~3.0 14.5
3)把轧花座安装到供料器主体。
用附属的盘螺丝(M3×20)进行固定。
A
测定
A
的高度
。
M3 盘螺丝
安装状态
B
A
F12/16
A
F24
B
ATF12/16/24 使用说明书 Rev00a
42
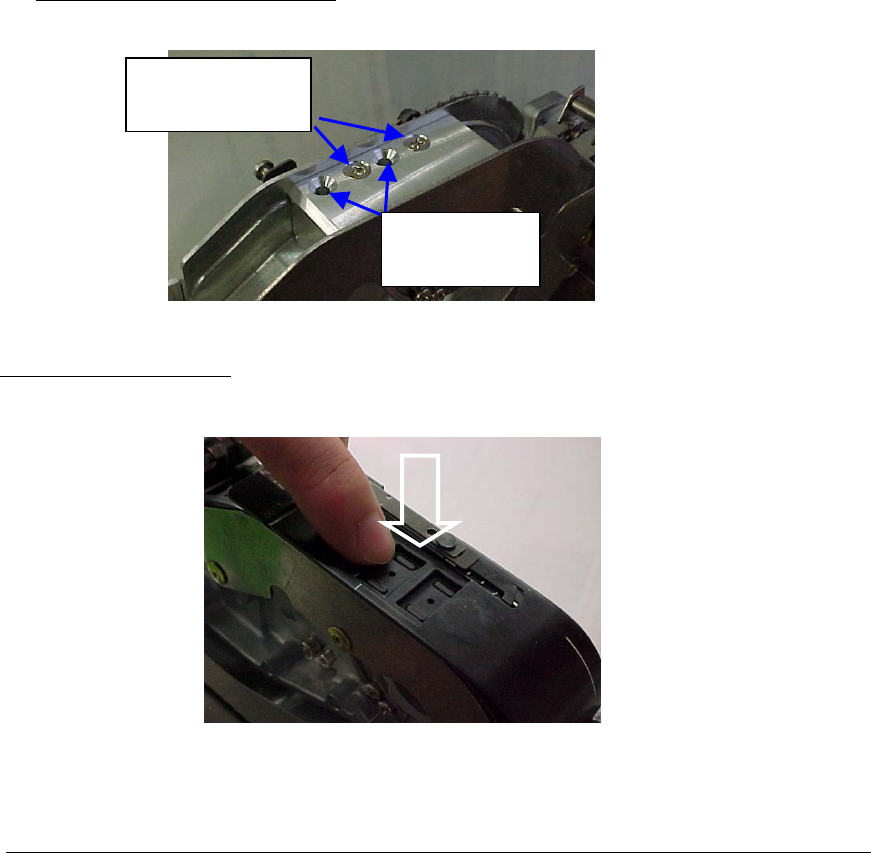
●AF24FS-OP(间隔位置 选购型)
AF24FS-OP机器时,在图示前方的螺丝孔进行固定。
4)确认传送带是否挂好。
①送传送带的空的部分(没有元件的部分),确认传送带是否没有变形。
②在间隔位置,从上方轻轻地按压元件,确认元件是否没有下沉或浮起。
③如果在上述的①、②步骤时发现不良时,请根据贴状实物重新调整 B 尺寸。
※使用时的注意事项
使用其他的元件带时,请重新调整高度或者卸下轧花座。
如果供料带的轧花部分和此轧花座不相吻合,就有可能造成元件或供料器的故障。
间隔位置
选购品用螺丝孔
间隔位置
标准用螺丝孔