FX3_QA_Table_Rev1.0_C.pdf - 第48页
QA表 NO. 机种 2. 百分比调整设定值:60﹪ 1. 输出切换设置变更(变为LO→DO) WAIT、STOP、C-OUT传感器放大器设置(每台6个) 1. 输出切换设置变更(变为LO→DO) 2. 百分比调整设定值:60﹪ 注解 ·新的光缆,一定要先用刀子把前端的附属品切去后,再与传感放大器相连接。(为了使光量稳定) 一般情况下只切去前端部,把剩余的光缆好好的扎成圆束。 ·信息感受型,使用nL(正规的)。 此部分,出厂时已进行了默…
QA表 NO.
机种
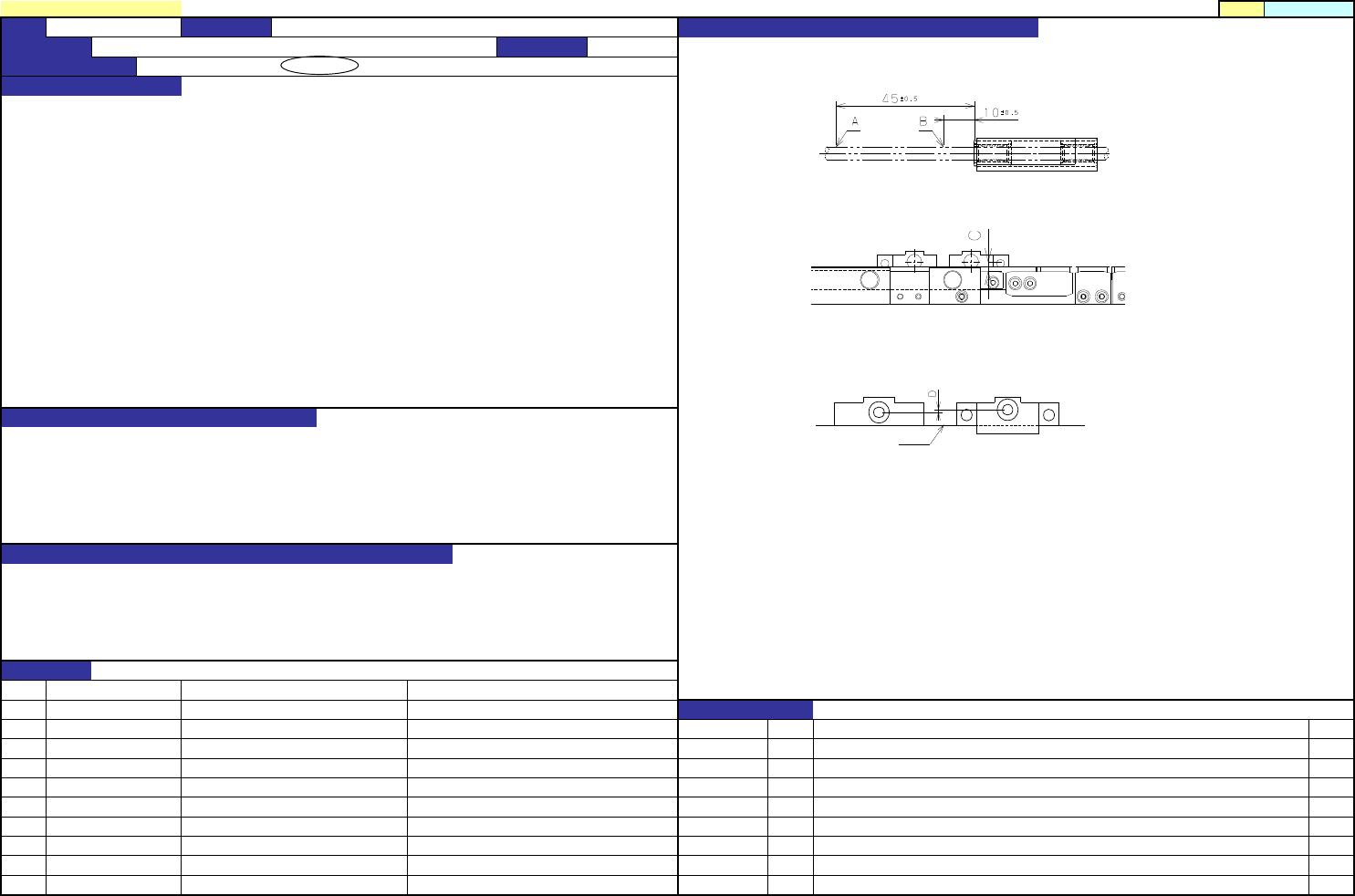
1.固定导向块,插入φ4(-0.006/-0.008)的检测杆,在B位置互为180°反方向施加1N的负荷
的A位置,用拨盘标尺测定轴的松动。
1.中心销的松动:60μm以下
2.中心销~传送轨道S的基板导向器面为止的距离 : 5.3mm±0.2mm
3.左右的中心销的Y方向位置偏斜 : 0.03mm以内
2.测定C尺寸。
3.以导向部的安装面为基准,求两销位置的偏差尺寸D。
1.固定中心销的位置。
2.销基准保持基板钳夹的重复精度。
3.确保对传送的基板孔的基准销位置。
4.销基准时被钳夹的缉办倾斜的基准。
1.弱:销基准丝二,基准销(从动侧)的位置不稳定,贴装位置不一致。强:皮带损坏。
2.销基准时,不能保持基板钳夹位置的重复精度,发生贴装偏斜。
3.基准销不能进入基板的基准孔里。不能识别BOC标记,贴装时发生基准销偏斜,贴装偏斜。
4.不能识别BOC标记,贴装时基准销偏斜,基板偏斜,贴装位置偏斜。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-6
内容
'07.08.03 新设
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
6
FX-3 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 销中心的定位 编制日期 2007/8/3
安装面
QA表 NO.
机种
2. 百分比调整设定值:60﹪
1. 输出切换设置变更(变为LO→DO)
WAIT、STOP、C-OUT传感器放大器设置(每台6个)
1. 输出切换设置变更(变为LO→DO)
2. 百分比调整设定值:60﹪
注解
·新的光缆,一定要先用刀子把前端的附属品切去后,再与传感放大器相连接。(为了使光量稳定)
一般情况下只切去前端部,把剩余的光缆好好的扎成圆束。
·信息感受型,使用nL(正规的)。
此部分,出厂时已进行了默认设置,基本没有必要变更。
1. 正确传感检知的确保
2. 传感器正常阈值的确保
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-7
40047777 STOP-R SENSOR ASM
身前导轨安装侧→扁平型。内部导轨安装侧→M4轴型侧。注记追加。
40047776 COUT-R SENSOR ASM
40047775 WAIT-R SENSOR ASM '07.11.28
内容
40047774 STOP-L SENSOR ASM '07.08.03 新设
40047773 COUT-L SENSOR ASM
日期
40047772 WAIT-L SENSOR ASM
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
2007/8/3
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
7
FX-3 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 线路板位置的识别(WAIT、STOP、C-OUT传感器关联) 编制日期
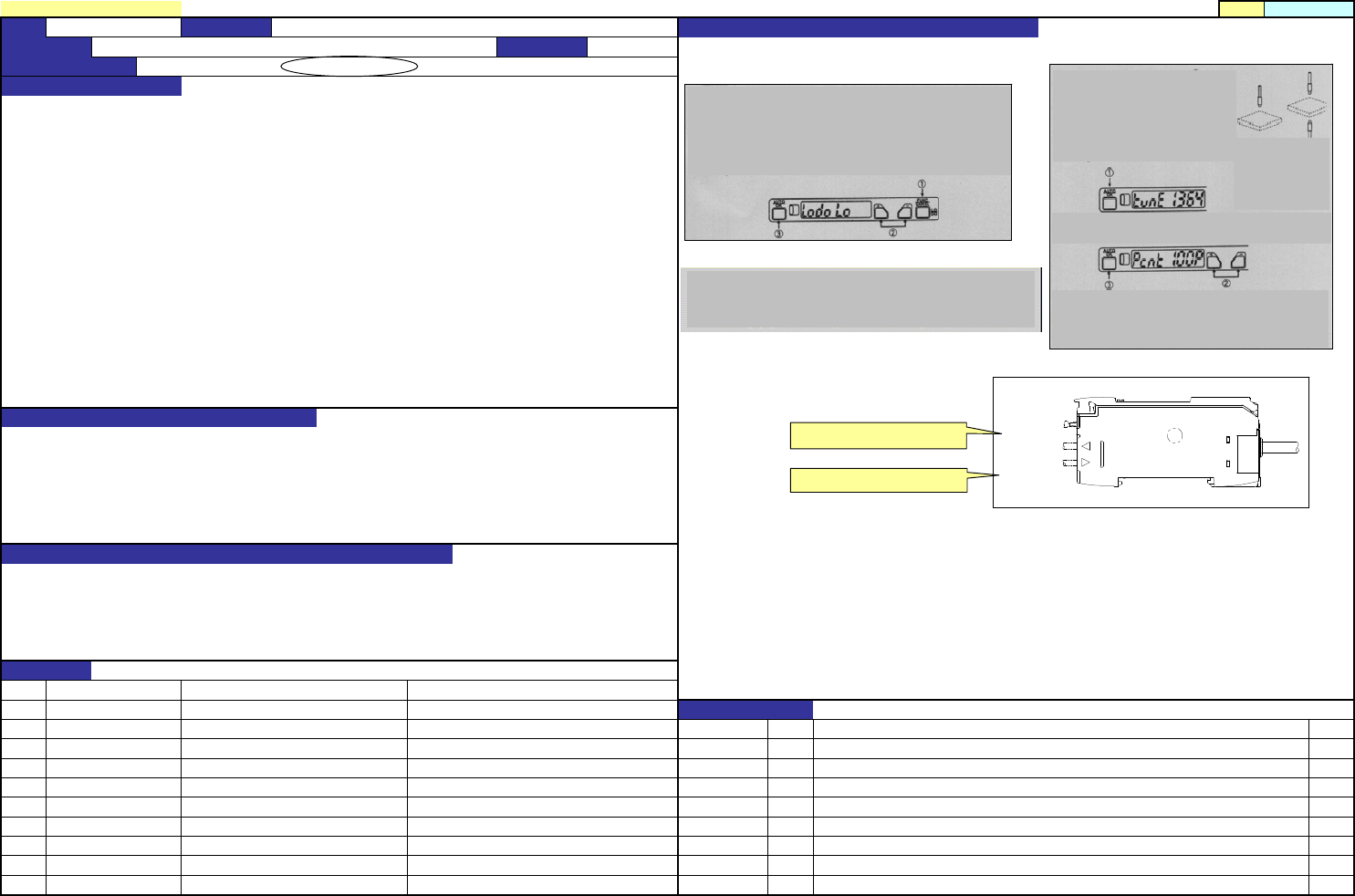
■ 输出切换
把入光时输出打开(LO)和遮光时输出打开(DO)进行切
换。
① 请按住FUNC/CANCEL按钮持续3秒钟以上。
② 请用+或-按钮选择LO/DO。
③ 若按AUTO/OK按钮切换就结束。
■ 因为调整而出现错误时
出现调整错误显示时,请按FUNC/CANCEL按钮,进行取消。
重新检查状态请再重新做一次自动调整。
● 百分比调整
以现在的受光水平为基准,指定那
个基准中的比例(﹪),把那个水
平作为设定值。
要适合没有工作状态下的调整。
① 请短时间按住AUTO/OK按钮。
设置范围是10﹪到999﹪。
③ 请短时间按住AUTO/OK按钮。
调整结束后显示[Pcnt good]。
﹡
调整中请不要加入
工
作
。
② 请用+或-按钮设置阈值水平比例(﹪)。
身前导轨安装侧
内部导轨安装侧
投光侧
受光侧
QA表 NO.
机种
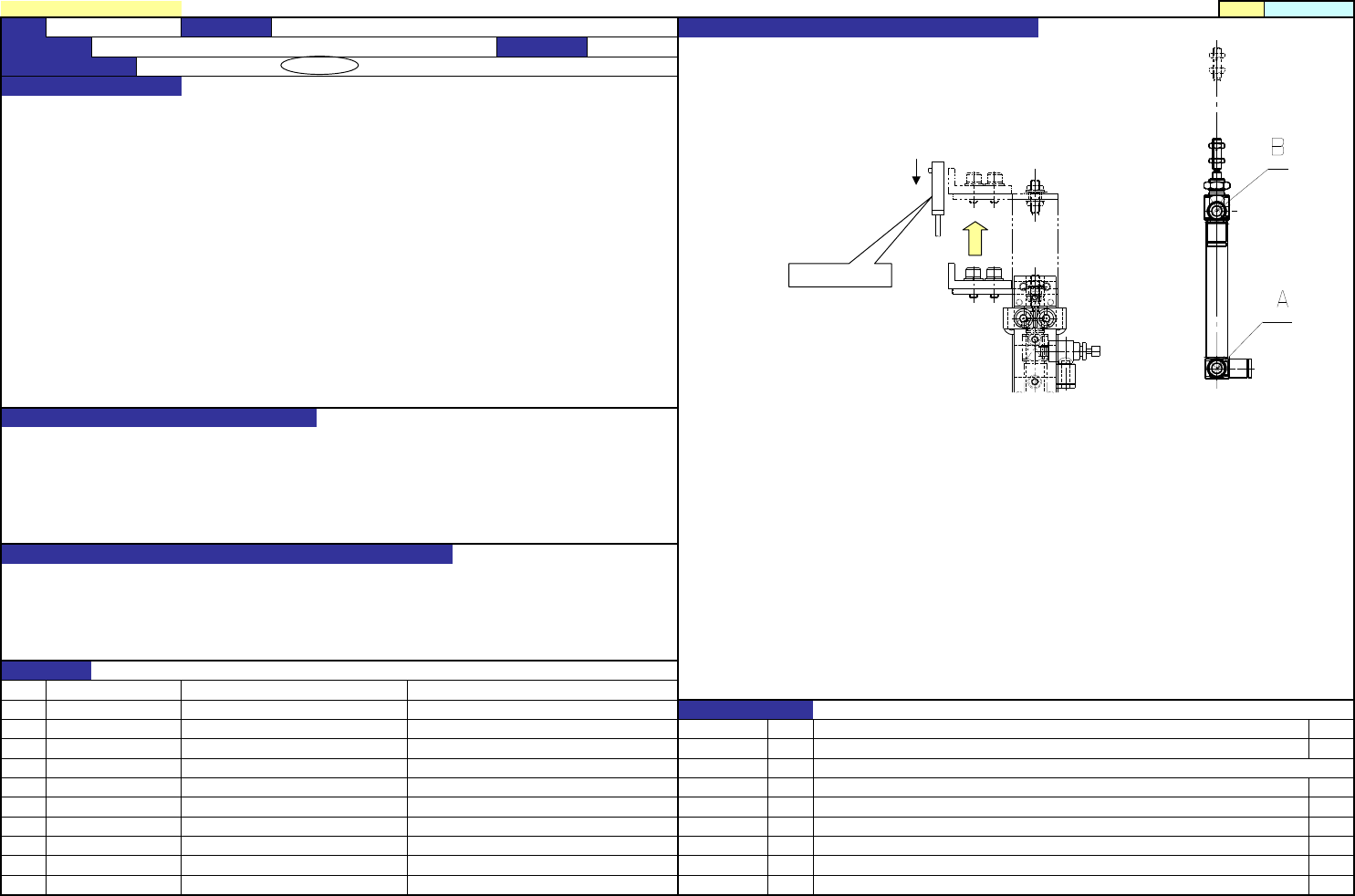
1-1.速度控制调整时,线全部拧仅螺丝,返回指定转动。
调整后用螺母固定。
1.速度控制打开度: A侧(安装在气缸)从全闭打开2圈。 1-2. B侧的速度控制器调整,
B侧 从电磁阀ON信号到夹具探头ON(制动器动作完成)的时间为170ms±10ms。 使止动器处于上升状态,由上而下移动夹具传感器,
2.止动板的动作应顺畅。 在从传感器打开的位置开始往下
再移1mm的位置进行设置,
在此状态下进行测量。
2.ON/OFF空气,观察止动板的动作。
1.让基板止动器以适当的速度动作。
2.维持基板止动器的动作速度。防止与其它部件相碰。
1.速度慢:基板到达了但止动器动作不结束。
速度快:止动器架等损坏。可靠性降低。
2.止动器不能达到规定位置,贴装位置不一致。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-8
内容
'07.08.03 新設
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
2007/8/3
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
8
FX-3 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 X方向的基板定位(止动器关系) 编制日期
夹具传感器