FX3_QA_Table_Rev1.0_C.pdf - 第74页
QA表 NO. 2 NO. 2 机种 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【8】-2 驱动汽缸安装尺寸表记变更 '07.10.29 内容 '07.08.09 新设 日期 变更履历 货号 品名 有关质量特性 对象元件 预想故障(应规格调整值不良而发生的故障) 质量保证类别 功能 ・ 安全性 / 可靠性 / 安全性 / 商品特点 质量特性(规格调整值) 功能作用(规格调整值的意义) 功能名称 驱…
QA表 NO. 1 NO. 1
机种
①. 在供料器标记调整用夹具上安装供料器。以供料器定位销A的中心为原点,
以连接供料器定位销B的中心的线为X,以在原点与X轴相交的线为Y轴,并以此设定坐标。
①. 相对于左供料器标记设计值,±0.005mm。 ②. 看着图象识别装置的画面,把左供料器标记调整为相对于设计值X=36±0.005,
Y=12±0.005
②. 按照主供料器(夹具)的P.P位置:相对于设计值为±0.03mm。
③. 在三坐标测量仪上安装供料器,把主供料器安装在1、15、30、45、57的位置。
④. 对左供料器标记进行测量确认是否在①的规定值以内。
⑤. 测量主供料器的P.P位置确认是否在②的规定值以内。
①. 同时吸附率的提高,稳定化。
①. 因供料器标记识别精度不良而引起的零件吸附错位。
NO
①
②
NO. 担当人
③ 5
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-1
内容
'07.12.07 页码追加
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 供料器标记位置精度 编制日期 2007/12/7
FX-3 装置名称 供料装置 确认方法及调整方法(故障处理方法)
QA表 NO. 2 NO. 2
机种
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-2
驱动汽缸安装尺寸表记变更'07.10.29
内容
'07.08.09 新设
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 驱动器缸筒 编制日期 2007/8/9
FX-3 装置名称 供料装置 确认方法及调整方法(故障处理方法)
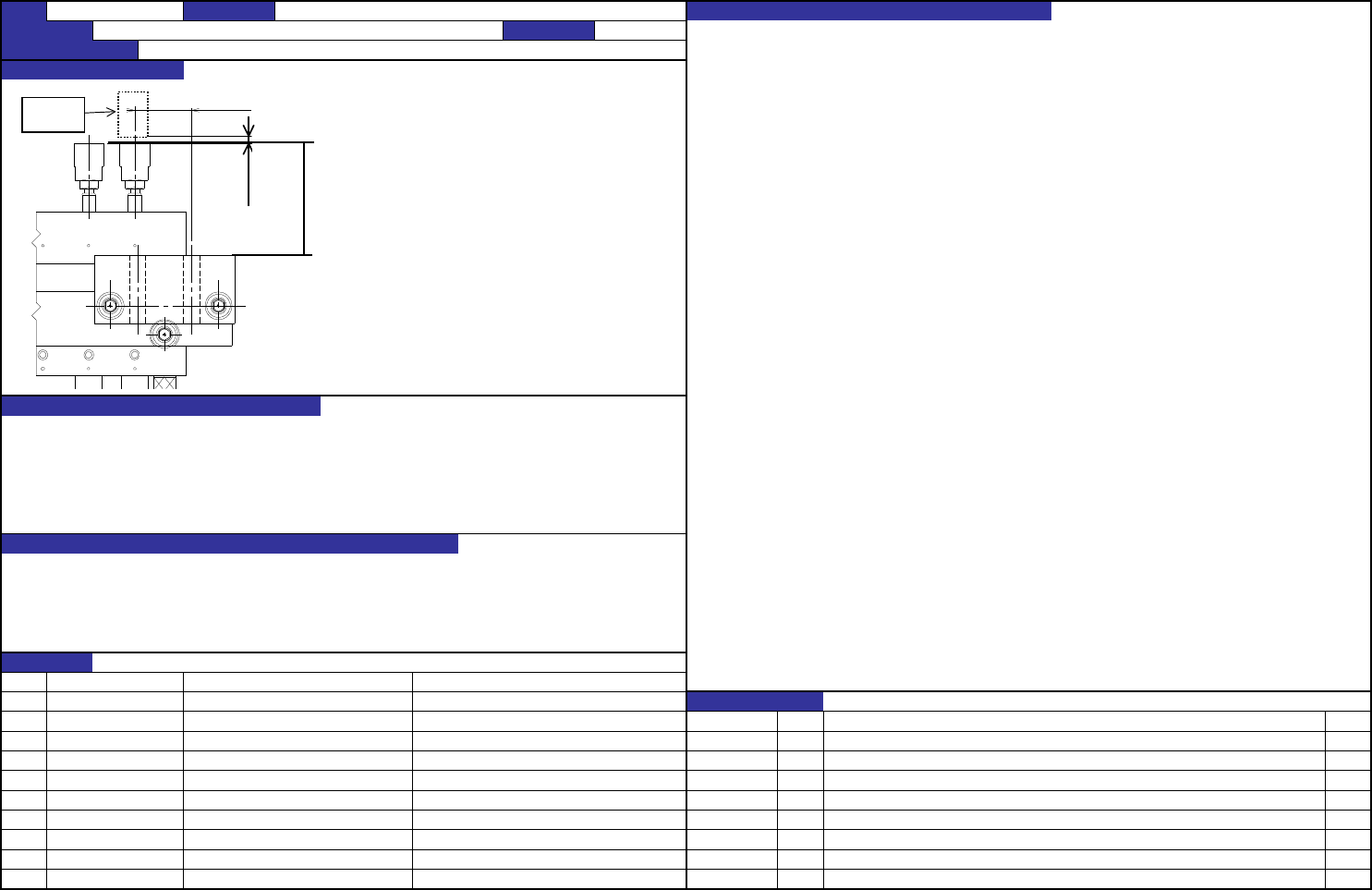
24 ±0.2 正式安装时碰供料器。
0.2 ±0.1 发生带式供料不良。
60±3ms 发生带式供料不良。
在定盘上一边测量一边组装。
或者用夹具进行保证。
供料器和驱动缸筒推进位置
保证上述位置关系
24±0.2
0.2±0.1
8mmTF轴承
45.4±0.1
参考值)带式供料和驱动汽缸顶销的间隙
0.2±0.1
驱动器缸筒的调整
60±3ms
驱动汽缸的速度控制器调整时的空气
供给,先连接PF0552150AO(可以是
等同品)防止有异物等混入。
供给压力设置为0.5MPa。
每3个月检查一次空气过滤器的洁净
情况,脏物比较明显时需更换。
更换时,速度控制器调整夹具的配管
也要用吹气进行清洁处理。
驱动汽缸的定位销在快要调整速度控
制器之前拆下,
防止调整后进行恢复时有异物混入。
驱动汽缸顶销和安装块的高度
45.4±0.1。
QA表 NO. 3 NO. 3
机种
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-3
内容
'07.08.09 新设
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 供料器架高度调整1 编制日期 2007/8/9
FX-3 装置名称 供料装置 确认方法及调整方法(故障处理方法)
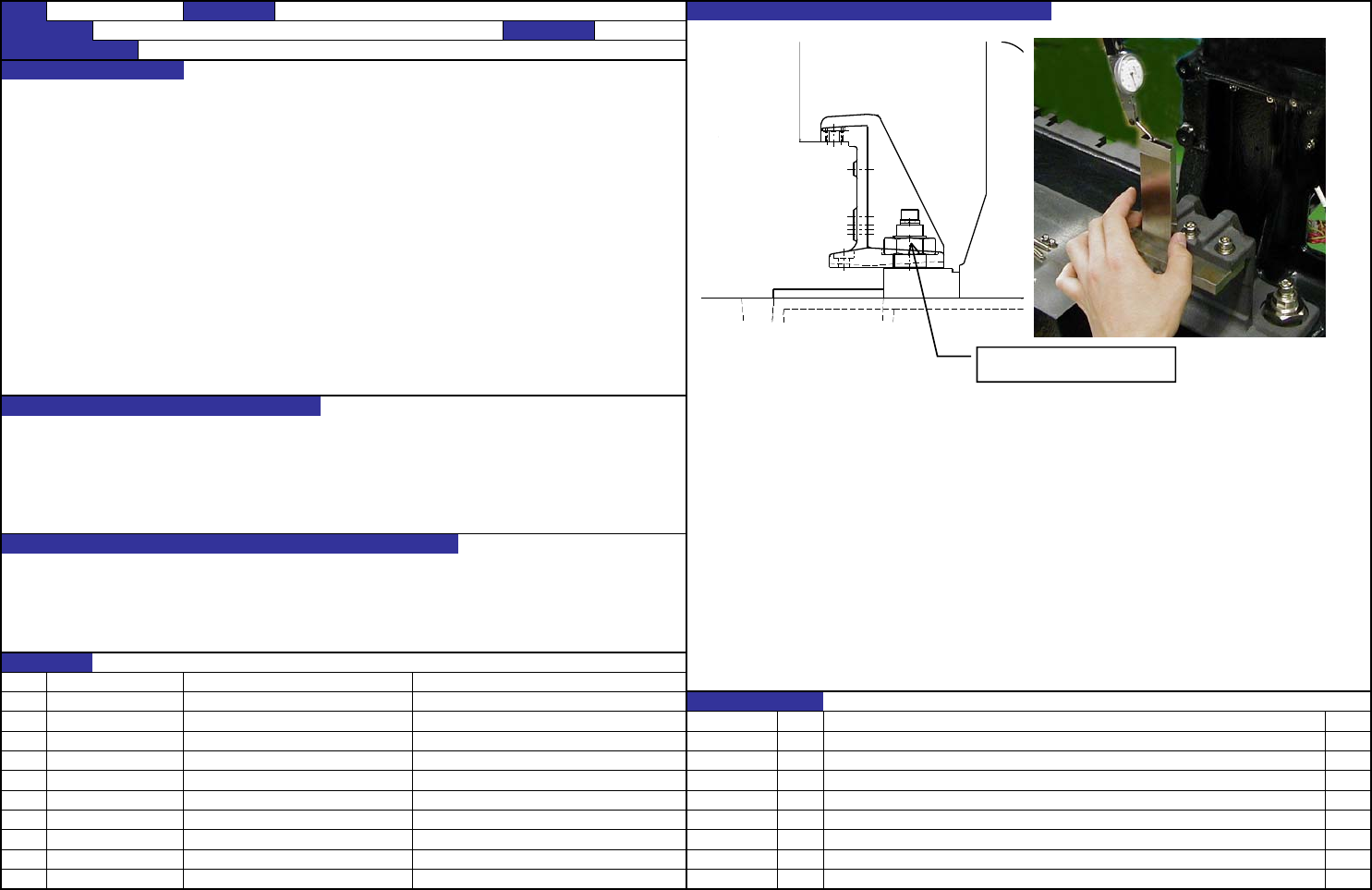
供料器安装面高度: 离CAL部31.2±0.02mm
与供料器安装面的Y轴的平行度:±0.02mm
使用高度调整用螺栓和固定螺母,如图所示把夹具安装到供料器上,用拨盘仪测定,把离CAL
块的高度和与Y轴的平行度调整到规格值内。调整结束后,用固定螺母拧紧不让高度调整螺栓
转动。
保证供料器的安装位置,保证带式供料器的间隔位置。
带式供料器吸附偏斜
同时吸附率降低
高度调整用螺栓和固定螺母
31.2±0.02