ATF8_Instruction_Rev01_C.pdf - 第16页
ATF 使用说明书 Rev01 2-2. 装置的手持挪动 请用手紧紧地拿着带式供料器的握柄挪动。 握柄部 A 部 图 2-2-1 注意 ・ 手持挪动时,请注意不要拿 A 部 。如果向 A 部施加了异常的力量,有可 能带式供料器变形,发生元件传送不良或吸附不良。 ・ 手持挪动时,请注意不要让带式供料器碰到其它物体或掉落。 万一受到冲击,必须确认是否没有发生异常。 2-3. 元件的传送(呈可以吸附的状态) 请把带式供料器弄成水平状态, 向箭…
ATF 使用说明书 Rev01
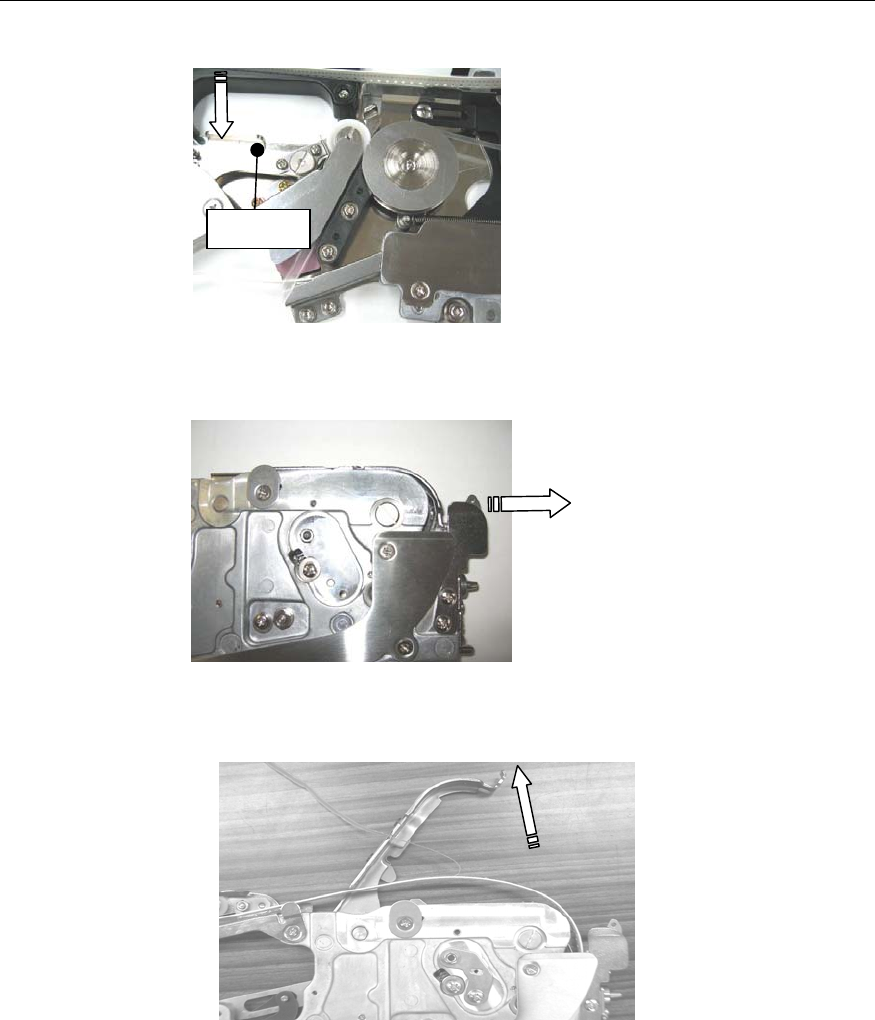
2-1-2.拆卸方法
1) 请向图的方向按压压辊架,卸下护带。
压辊架
图 2-1-13
2) 请向图的方向按压上护罩钩,解开钩。
图 2-1-14
3) 向图的方向抬起上护罩,卸下护带。
图 2-1-15
4) 请盖上上护罩。
8
ATF 使用说明书 Rev01
2-2.装置的手持挪动
请用手紧紧地拿着带式供料器的握柄挪动。
握柄部
A部
图 2-2-1
注意
・手持挪动时,请注意不要拿 A 部。如果向 A 部施加了异常的力量,有可
能带式供料器变形,发生元件传送不良或吸附不良。
・手持挪动时,请注意不要让带式供料器碰到其它物体或掉落。
万一受到冲击,必须确认是否没有发生异常。
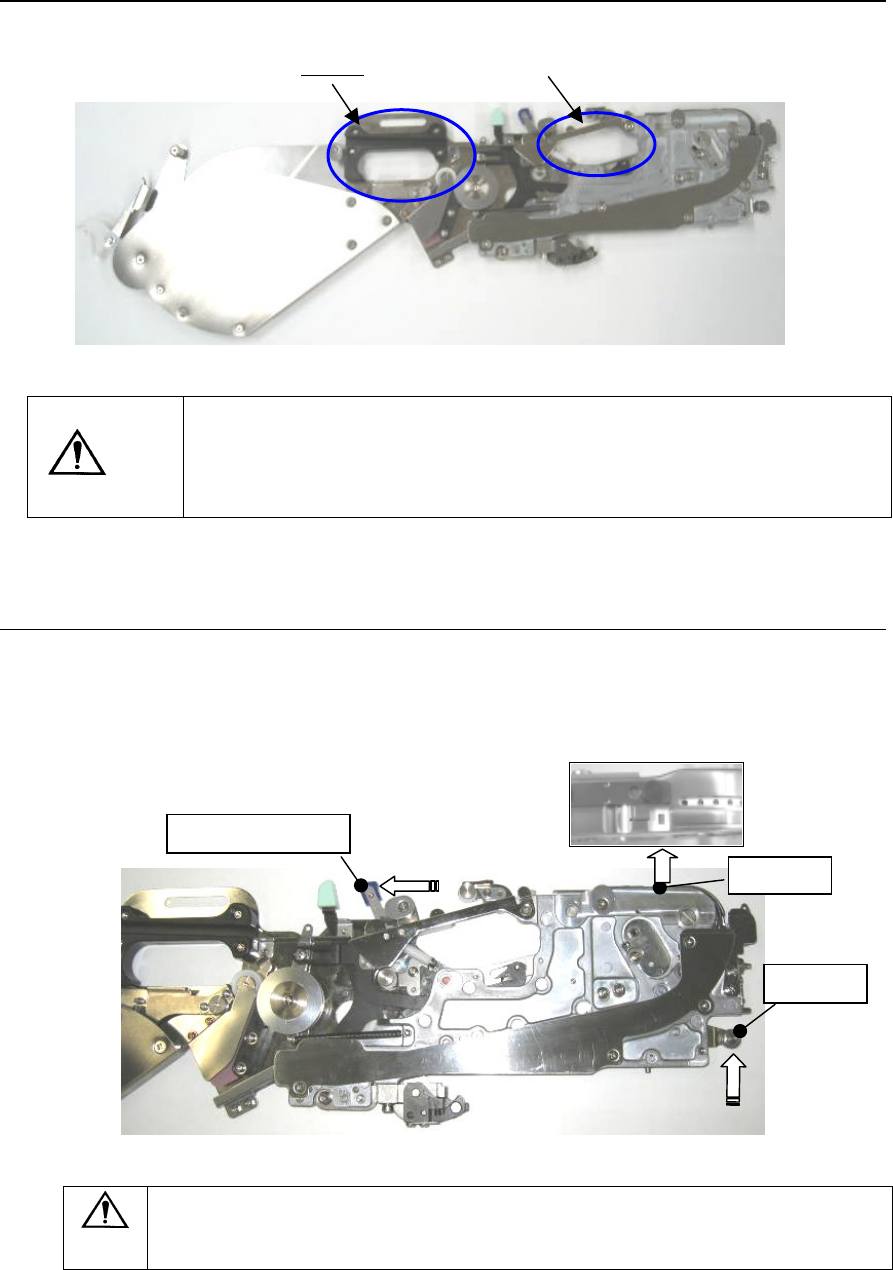
2-3.元件的传送(呈可以吸附的状态)
请把带式供料器弄成水平状态,向箭头的方向操作手动传送杆或推杆,把元件传送到间隔位置
的前面。向贴片机安装之前,如果元件在间隔位置的话,传送过程钟或把带式供料器向贴片机
安装时,有可能因振动使间隔位置的元件掉落,所以请在把带式供料器向贴片机安装后,把元
件传送到间隔位置。
间隔位置
推杆
手动传送杆
图 2-3-1
注意
到间隔位置为止的元件传送,请在贴片机没有动作时操作。
请确认间隔为止的元件是否有脱落,位置是否没有偏斜。
9
ATF 使用说明书 Rev01
2-4.拼接
可以把新的供料带连接到元件将要贴装完的供料带上,可以让贴片机工作途中不停止生产。
* AQ02HP 不对应镶接。
2-4-1.连接用拼接带的规格
请使用本公司指定的连接用拼接带。
表 2-4-2 中的部分机种,也可以使用满足一定条件的市面销售的拼接带。
表 2-4-1
宽度 JUKI 指定拼接带货号
5mm E9031706AA0
表 2-4-2
机种
市面销售拼接带的详细条件
AF081E
AN081E
AF081P
AN081P
AN081C
·拼接带总厚度(基材+粘合材)
0.06mm 以下
·粘合强度
4.2N/10mm 以上
(注)请在 30℃以下不被阳光直射的环境下保管连接用拼接带。
请避免长期保管,在 6 个月以内使用。
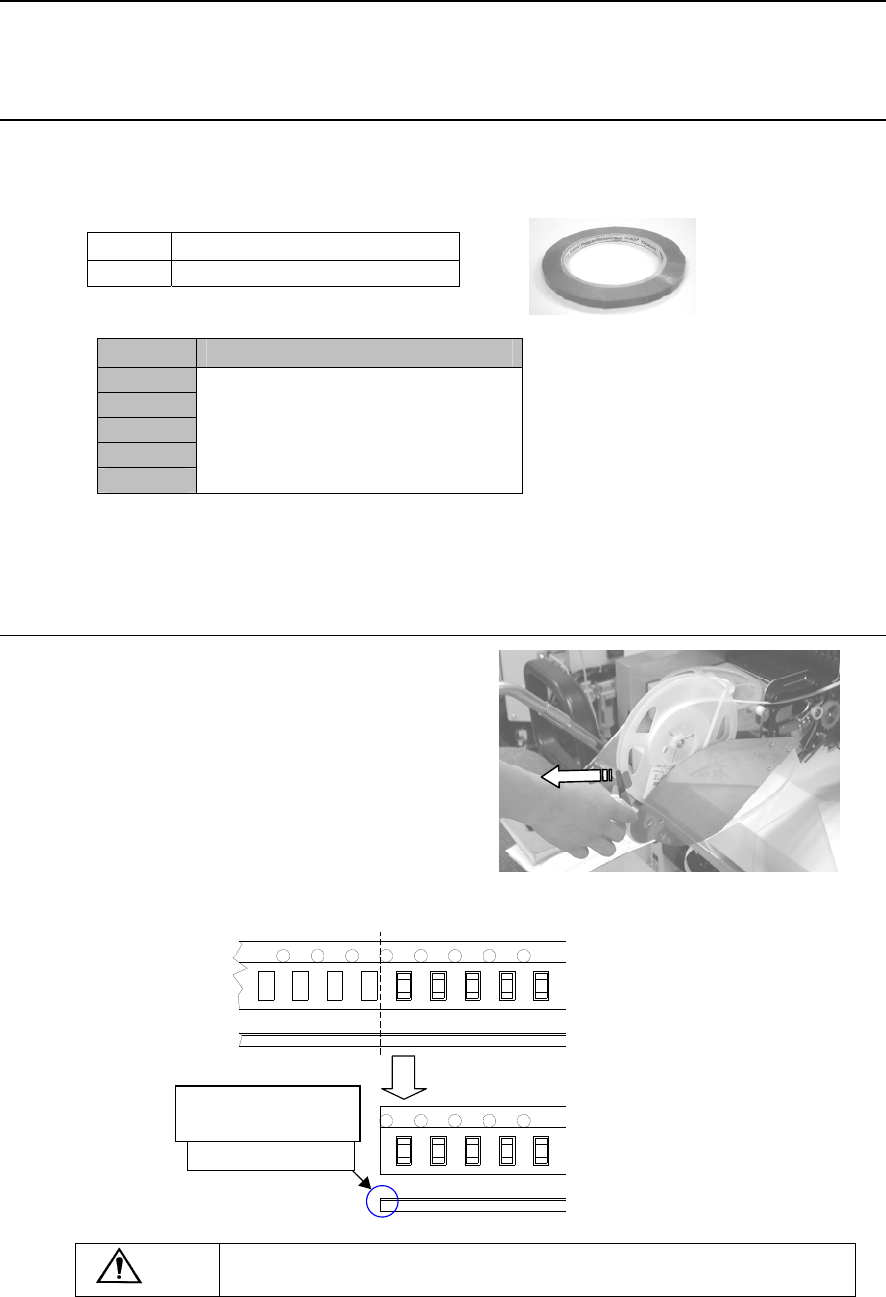
2-4-2.拼接带的连接方法
1) 使用中,供料带的剩余长度达到 1.5~2m
左右之后,请拉起带盘支架,把供料带拉
出来。
图 2-4-3
2)如下图所示,请在使用中的供料带的最后元件后的传送孔垂直地切断。
切断
カバーテープが剥が
れていないこと
护带应不剥离
图 2-4-4
注意
切断供料带时,请在供料带上垂直地用剪刀剪断。
10