ATF8_Instruction_Rev01_C.pdf - 第36页
ATF 使用说明书 Rev01 4-2. 轧花垫片 柔软质地的材料的轧花零部件用的传送带的传送动作和吸附动作的稳定性低, 因此吸附率有可 能降低。 此时,如果再传送带底面安装这种轧花垫片的话,可以提高吸附率。 图 4-2-1 轧花垫片 4-2-1. 轧花垫片的粘贴 轧花垫片应粘贴到供料器座带行走部底面, 请用胶带把轧花垫片贴在轧花垫片前端与链轮 盘顶点位置对齐的位置。 (在供料器座贴上链轮盘顶点位置标记 (p) 的话,容易进行定位。) …
ATF 使用说明书 Rev01
4.选购品
这些是为了更加方便地使用带式供料器的选购品。
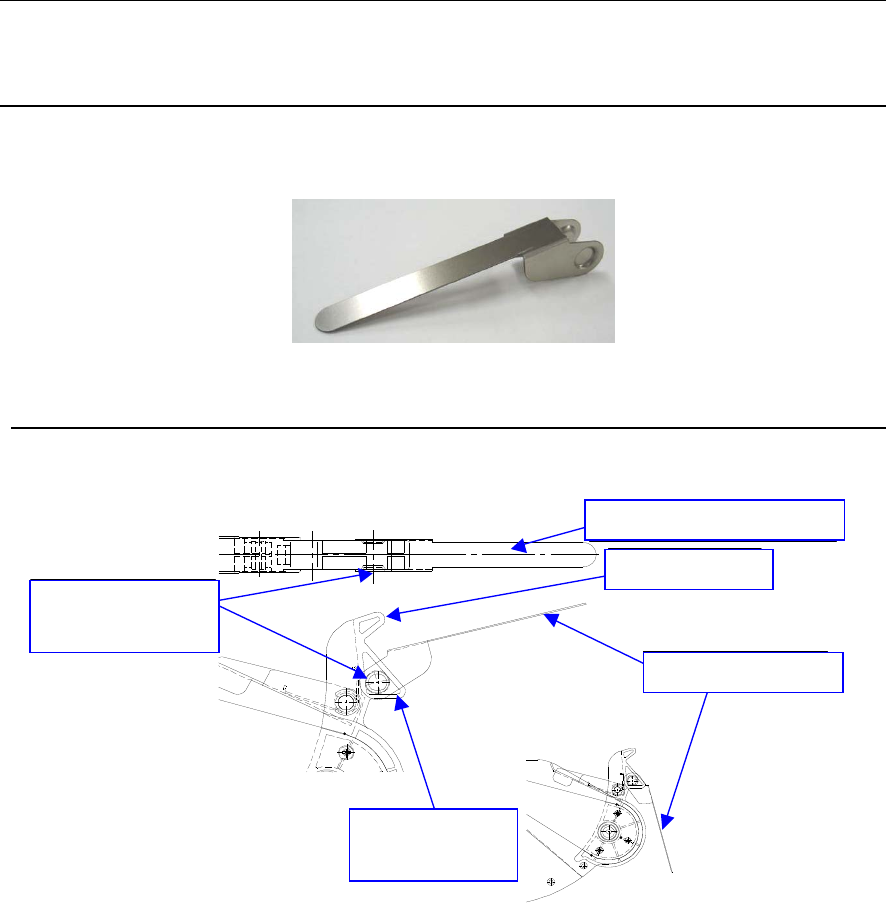
4-1.条码附件
这是把条码标记可以贴到供料后端部的选购零部件。
把供料器安装到供料器料库之后还可以简单地确认条码。
图 4-1-1 条码附件
4-1-1.条码附件的安装
请把条码附件的凸起部镶到尾部导向器三角槽部。
请把条码标记贴到条码粘贴部。
バーコ
バーコ 部ード貼り付け
条码粘贴部
テールガイド
尾部导向器
ードタグ
突起部
条码
凸起部
バーコードタグ
条码附件
テールガイド
三角溝部
尾部导向器
三角槽部
图 4-1-2
28
ATF 使用说明书 Rev01
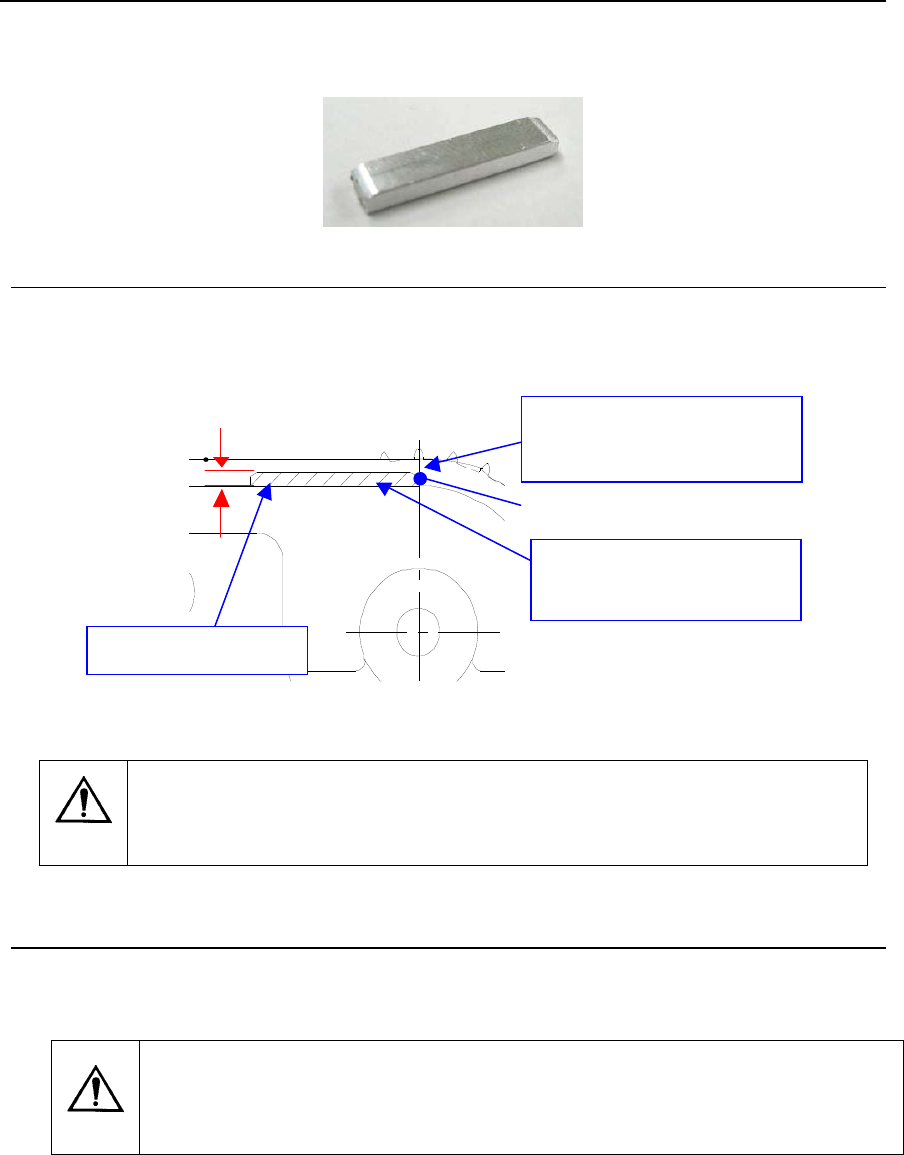
4-2.轧花垫片
柔软质地的材料的轧花零部件用的传送带的传送动作和吸附动作的稳定性低,因此吸附率有可
能降低。
此时,如果再传送带底面安装这种轧花垫片的话,可以提高吸附率。
图 4-2-1 轧花垫片
4-2-1.轧花垫片的粘贴
轧花垫片应粘贴到供料器座带行走部底面,请用胶带把轧花垫片贴在轧花垫片前端与链轮
盘顶点位置对齐的位置。
(在供料器座贴上链轮盘顶点位置标记(p)的话,容易进行定位。)
スプロケットホイール
頂点位置
链轮盘顶点位置
フィー
(テ
(
t
)
ダーベース
ープ走行部底面)
エンボススペーサ
(p)
(带行走部底面)
供料器座
轧花垫片
图 4-2-2
注意
・
粘贴时,请用 IPA 或不含有酒精的棉纱清除供料器座底面的油渍、赃污。
・
粘贴时、请把轧花垫片紧紧地压到框架面以稳定双面胶带的粘合。
4-2-2.轧花垫片厚度的组合
轧花垫片作为附属零件装有 3 种厚度垫片((t)0.5mm、1.0mm、1.5mm)。
请根据使用的轧花带的上下方向的间隙
..
为最小的组合,使用单片或数片组合。
注意
请确认使用的轧花带的厚度规格,组合轧花垫片以使轧花带的上下间隙成为最小。
但是,请一定在轧花垫片合轧花带之间设定间隙。如果间隙过小,则会发生传送
不良的故障。
29
ATF 使用说明书 Rev01
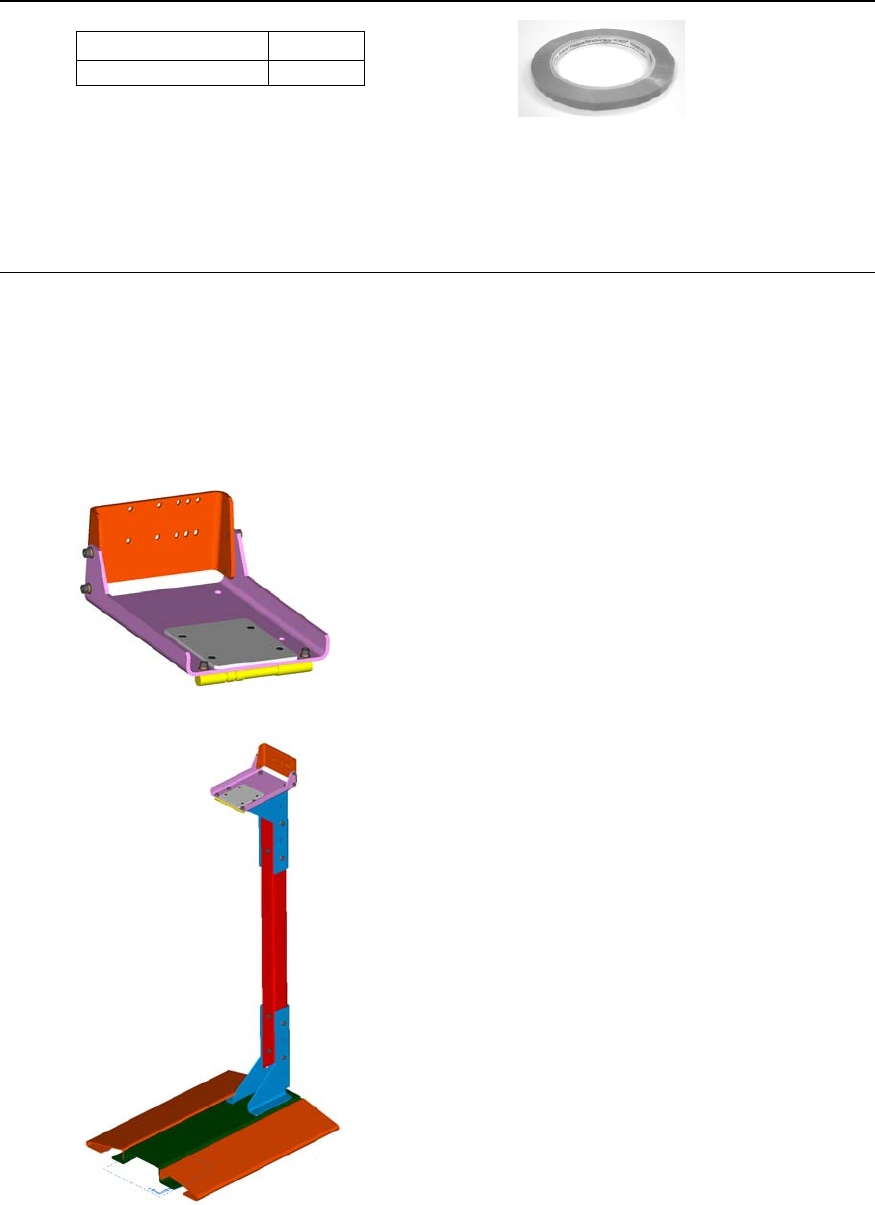
4-2-3.拼接带
货号 宽度
E9031706AA0 5mm
(注) 护带的宽度采用JIS规格(C0806-3:1999),为 4.9±0.1mm。超过规格时,必须
使用适合宽度的拼接带。
4-2-4.带盘安装台
这是与向供料器料库的安装方法相同的操作,固定带式供料器,进行带盘的更换作业的带盘
安装台。
在正确地夹持供料器的状态安放供料带,可以获得提高供料带的安放性、缩小工作空间、防
止供料器掉落的效果。
①带盘安装座
用螺丝把安装座固定带机架等上。
②带盘安装座
30