ATF8_Instruction_Rev01_C.pdf - 第22页
ATF 使用说明书 Rev01 2-5. 往贴片机上的安装和拆卸 1) 请确认带式供料器的固定面、贴片机的料库上面是否没有元件等异物。 图 2-5-1 确认料库上面有 无元件等异物。 贴片机(料库) 锁 定 轴V槽 固定销 固定板的定位孔 锁定架、凸缘板 固 定 板B的U槽 X 轴基准销 A 固定板 2) 用一只手拿住握柄部,再用另外一只手托着带式导向器。 3) 请把带式供料器的固定面放到供料器料库上。 4) 请向面前拉分离杆。 ( 图…
ATF 使用说明书 Rev01
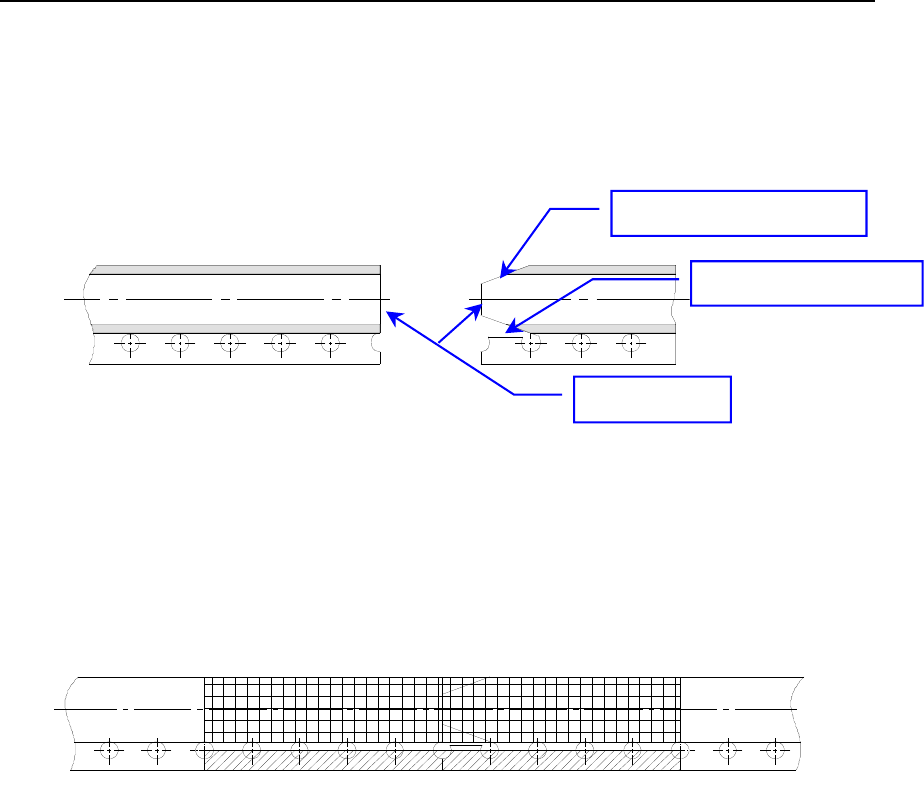
●强粘合力护带的切断方法
使用粘合力强的护带时,有可能连接带从护带剥离,在护带剥离护发生护带堵塞。
这时,请按照以下的顺序连接连接带。
顺序 1. 用一半的切断方法直线地切断传送带原来一侧和接头一侧的两侧切断。
顺序 2. 把接头侧的传送带和护带一起按照下图那样在 2 处切口。
直线切断
把传送孔侧切成 V 形
在接头一侧斜切
(注) ①切口角度请尽量斜。
②切口不的护带粘合部,请确实地去掉。
③大的空缺时,和切口部一起切掉空缺部时,请注意空缺部的损坏和变形。
顺序 3. 连接连接带。
(注)连接传送带的空缺部,注意不要把传送孔都堵塞,再连接传送带的传送孔的边缘侧。
14
ATF 使用说明书 Rev01
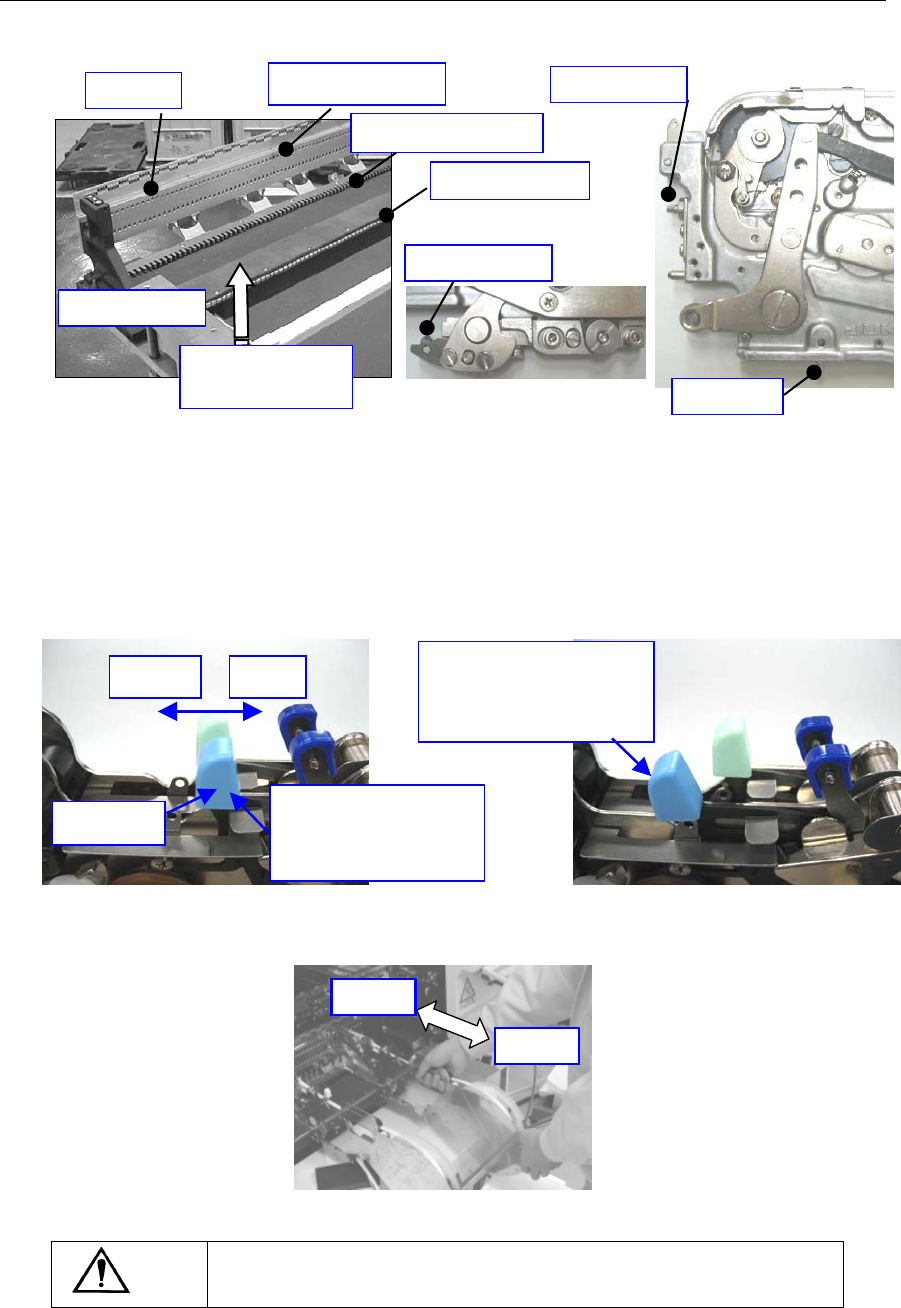
2-5.往贴片机上的安装和拆卸
1) 请确认带式供料器的固定面、贴片机的料库上面是否没有元件等异物。
图 2-5-1
确认料库上面有
无元件等异物。
贴片机(料库)
锁定轴V槽
固定销
固定板的定位孔
锁定架、凸缘板
固定板B的U槽
X 轴基准销 A
固定板
2) 用一只手拿住握柄部,再用另外一只手托着带式导向器。
3) 请把带式供料器的固定面放到供料器料库上。
4) 请向面前拉分离杆。(图 2-5-2)
5) 请向安装方向滑动带式供料器,让 X 轴基准销 A 移动到料库的固定板的定位孔,让固定销
移动到固定板 B 的 U 槽,让锁定架和凸缘板顶到锁定轴 V 槽。(图 2-5-1)
6) 请按压分离杆,固定装置。请进行以下的确认,确认供料器是否确实地固定到贴片机上。
(杆的同一侧与邻接供
料器不在相同位置)
没有被固定的状态
拆卸 固定
图 2-5-2
7) 拆卸时,请向面前拉分离杆,然后拿着握柄部向拆卸方向拉卸下装置。
取付け
取外し
图 2-5-3
注意
请确认供料器下面和料库上面是否没有元件等异物。
安装
拆卸
分离杆
(杆的同一侧与邻接
供料器位
置
相同
)
被固定的状态
15
ATF 使用说明书 Rev01
3.日常点検
3-1.日程检查项目表
日程检查项目 频度
处理
方法
检查调整部位 检查项目 毎
日
毎
周
毎
月
每6
个月
每1
年
上护罩
・
上护罩下面槽部的伤痕
・
有无变形
安装带盘时检查
遮挡器 与带的间隙和作为位置 安装带盘时检查
有无粘附元件 在遮挡动作部、棘淋盘部、上护罩钩下侧、
排出通道上粘附元件
安装带盘时检查
安装供料器基准面
(底面)有无伤痕
确认供料器下面和料库上面是否夹有元
件
安装供料器时检查
X 基准销部 确认 X 基准销 A,B 上有无变形、磨损 ○
带盘制动器 确认动作 ○
钳夹压力 确认压力是否适当 ○
检查
吸附位置 确认调整值
(如果向带式供料器错误地冲击或施加
过大的负荷的话,请确认吸附位置。)
○
上护罩遮挡器 确认剥离缝隙部的两面是否有粘附物,清
扫遮挡部
○
带导向器 除去传送带磨损屑 安装带盘时检查
各部的辊 拉出辊橡胶、
清扫轧辊、导向辊部
安装带盘时检查
带行走部的脏污 清扫带行走部全体 ○
清扫
护带排出部 清扫排出护罩、内部导向器、
拉出辊板、板座、轧辊板部
○
棘轮盘 向棘轮盘齿涂润滑脂 ○
活动环部 涂润滑脂 ○
加油
摆动臂弹簧挂钩部 涂润滑脂 ○
·沾附有异物时,请用气枪等除去脏污。
·除去脏污时,请用蘸有酒精的棉纱或棉棒进行清扫。
注意
·酒精请使用 IPA(异丙醇)或乙醇(酒精)。
·润滑脂请使用黄油。
注意
·用气枪吹脏污等时,请注意油烟雾(吹气时混在空气里被喷雾出来的油渍)。如果
脏污元件的话,有可能发生护带卷绕不良的故障。
·酒精请使用 IPA(异丙醇)或乙醇(酒精)。
·请不要向拉出辊、轧辊部涂抹润滑脂。
注意
带式供料器是精密机器。请不要粗暴地给予冲击或施加过大的荷重,小心地操作。
如果施加了过大的荷重或掉落的话,请再次确认间隔位置。(确认·调整间隔位置时,
必须使用专用的供料器检查夹具。)
16