ED-7306_E.pdf - 第6页
JEITA ED-7306 - 4 - Fig. 4 Calculation of the sign of package warpage 3.5 Package warpage The difference of the largest positive an d the largest negative displacem ents of the package warpage in th e measuring zone with…
JEITA ED-7306
- 3 -
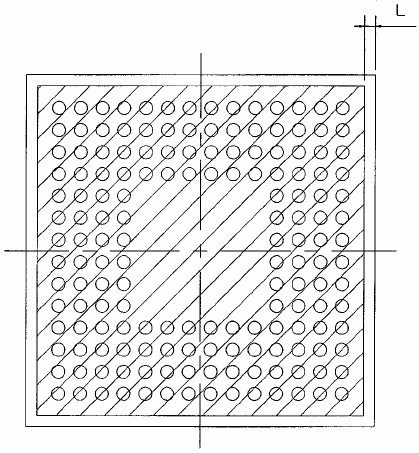
NOTE: The edge margin L indicates the exempt area from measurement to avoid measurement
noise depending on the instrument capability. Recommended edge margin L=0.2 mm.
Fig. 3 Measuring zone of FLGA perimeter layout with 4 rows and 4 columns
3.2 Convex warpage
Arched top surface (not interconnect side) of package being mounted on PWB. The sign of the convex
warpage is defined as plus.
3.3 Concave warpage
Inward-curving top surface (not interconnect side) of package being mounted on PWB. The sign of the
concave warpage is defined as minus.
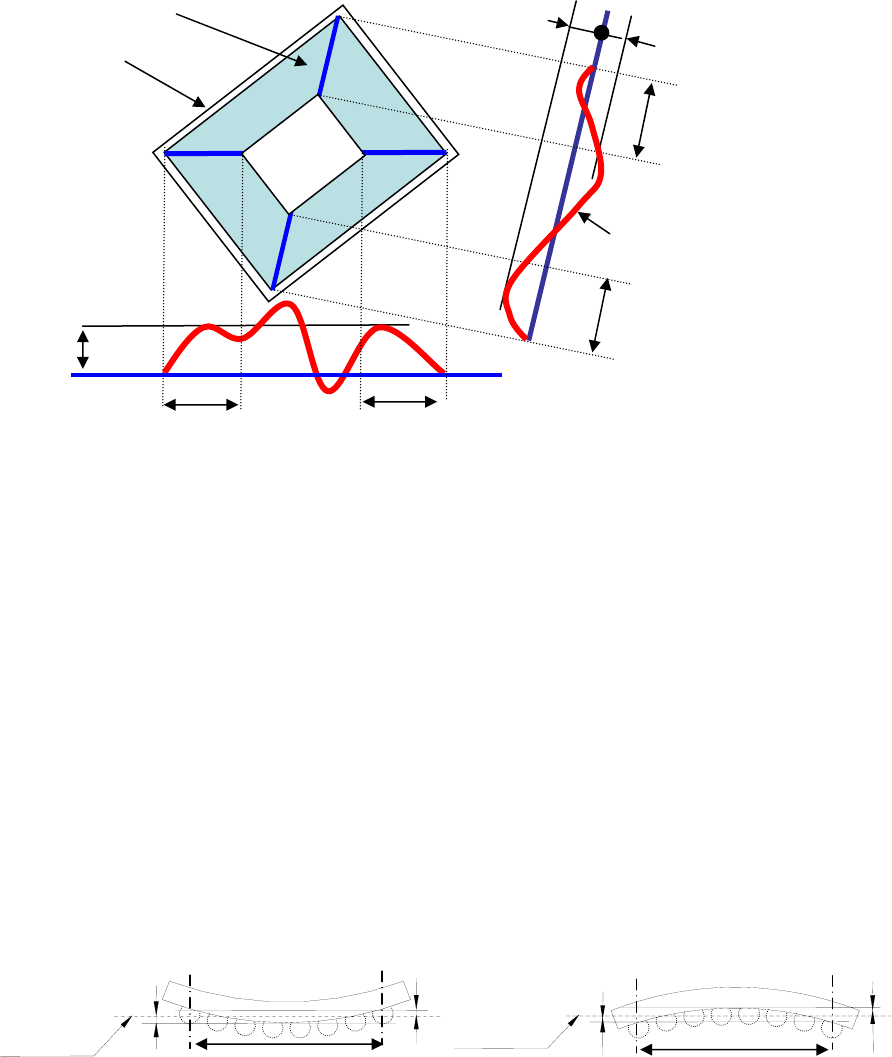
3.4 Package warpage sign
Plus or minus sign of package warpage determined by the sign of the sum of the largest positive
displacement and the largest negative displacement of the package profile on both measurement zone
diagonals. These diagonals are regarded as base lines connecting the outermost opposite corners of the
measuring zone. The sign of the package warpage is defined as the sign of:
(AB
MAX
+AB
MIN
+CD
MAX
+CD
MIN
).
AB
MAX
is the largest positive displacement and AB
MIN
is the largest negative displacement of the package
profile on the diagonal AB; (The sign of AB
MAX
is plus and AB
MIN
is zero in Fig. 4.)
CD
MAX
is the largest positive displacement and CD
MIN
is the largest negative displacement of the package
profile on the diagonal CD; (The sign of CD
MAX
is plus and that of CD
MIN
is minus in Fig. 4.)
The concave or convex impression of the package warpage can differ from the above defined sign, in
critical case.
JEITA ED-7306
- 4 -
Fig. 4 Calculation of the sign of package warpage
3.5 Package warpage
The difference of the largest positive and the largest negative displacements of the package warpage in the
measuring zone with respect to the reference plane, preceded by package warpage sign. This reference
plane is derived using the least square method with the measuring zone data. For example, the absolute
value of the package warpage ⏐C⏐ is obtained by the sum of the absolute value of the largest positive
displacement ⏐A⏐ and that of the largest negative displacement ⏐B⏐. This is in respect to the reference
plane which is derived by using the least square method, as shown in Fig. 5. Package warpage sign
precedes ⏐C⏐.
⏐C⏐=⏐A⏐+⏐B⏐
Fig. 5 Package warpage
AB
MAX
AB
MIN
=0
Base line
Package
A B
D
CD
MAX
CD
MIN
Depopulated
zone
Package warpage profile
Measuring zone diagonal
Measuring zone diagonal
Measuring zone diagonal
Measuring zone diagonal
C
Measuring zone
B
A
Concave
Measuring zone
A
B
Convex
Measuring zone
Reference
plane
Reference
plane
JEITA ED-7306
- 5 -
4. Sample
4.1 Sample size
At least three samples are required for each measurement condition.
4.2 Solder ball removal
If the measurement method of the package warpage requires the elimination of the solder balls from a
package, it is recommended to use mechanical removal rather than hot reflow. If the samples are prepared
without solder balls for the convenience of the measurement, the package shall be subjected to the thermal
history of the solder ball attachment process.
4.3 Pretreatment conditions
The bake and moisture soak conditions shall conform to the moisture sensitivity level specified in TEST
METHOD 301B, JEITA ED-4701/300. The peak temperature of the package warpage measurement shall
meet the specification of the product.
4.4 Maximum time after pretreatment until measurement
It is recommended to measure the warpage no longer than 5 hours after the pretreatment.
4.5 Repetition of the reflow cycles for the sample
The same sample shall not be subjected to the repetition of the reflow cycles. The sample can be subjected
to more than one cycle of reflow for remeasurement, only if reproducibility of test data was verified prior to
the test.
5. Measurement
5.1 General description
The package warpage is measured by “shadow moiré method” or “laser reflection method”.
Samples are subjected to heating and cooling while measuring the package warpage at the temperatures
specified in 5.2. The measurement points shall not be on the crown of solder balls but on the substrate
surface of the package. Only when the behavior of the top surface of the package (mostly marking surface)
is verified to coincide with that of the substrate surface, the measurement on the top surface is allowed.
5.2 Temperature profile and the temperatures for measurements
5.2.1 The temperature profile for the warpage measurement does not necessarily simulate that for
production. Higher priorities are placed on
- maintaining the temperature constant during the measurement,
- never exposing the samples more than necessary duration at high temperature. Samples shall be
proceeded to the next measurement as soon as possible,
- avoiding a temperature surge to prevent the overshoot, and
- minimizing the temperature difference between the top and bottom surfaces.