xp243 系统手册.pdf - 第241页
SYS-XP243-2.2S 4. 机器生产程序 XP-242E/243E 系统手册 229 Part Type Name 从注册的数据中选择要使用的 Part Type 数据。 Packaging Name 从注册的数据中选择要使用的 Packaging 数据。
4. 机器生产程序 SYS-XP243-2.2S
228 XP-242E/243E 系统手册
项目说明
Part Number
指定元件号码 ( 文字串 : 最大 30 字符 )。
注意 ) 有定位点名不能使用的字符。详细请参考 「第 4 部 第 1 章 1.3 禁止输入字符」。
Direction
为了定义实际使用的元件方向的设定。新建元件数据后,要改变元件的供应方向时,选择从
最初的供应方向反时针旋转多少度。( 新数据创建时保持默认值的“0(0°)”而无需改变。)
从 Direction0 方向反时针旋转 +90 度设定为 1。
从 Direction0 方向反时针旋转 +180 度设定为 2。
从 Direction0 方向反时针旋转 +270 度设定为 3。
Polarity Setting
从下拉菜单中设定生产程序是否是一个标准化程序(与Polarity 功能对应 )。“标准化程
序”是即使元件供应方向改变,标准程序也无须修改的程序。而元件供应方向改变时要随之
改变的程序是常规程序方式。详细情况请参考以下的 [ 关于 Polarity 功能 ]。
关于 Polarity 功能
F4G、FUJICAM 以及 Fuji Flexa 的情况下
XP 只支持用角度标准化方法 (Polarity 方法 ) 编程的生产程序。但是,Polarity Yes 和
Polarity No 都在 Polarity Yes 时启动。
所谓角度标准化程序方法
以生成元件数据时的角度直接贴装元件的角度作为 0°。所以,即使供应方向不同,
(Direction 不同时元件供给方向也不同的情况 ) 也可以按照相同的角度进行贴装。
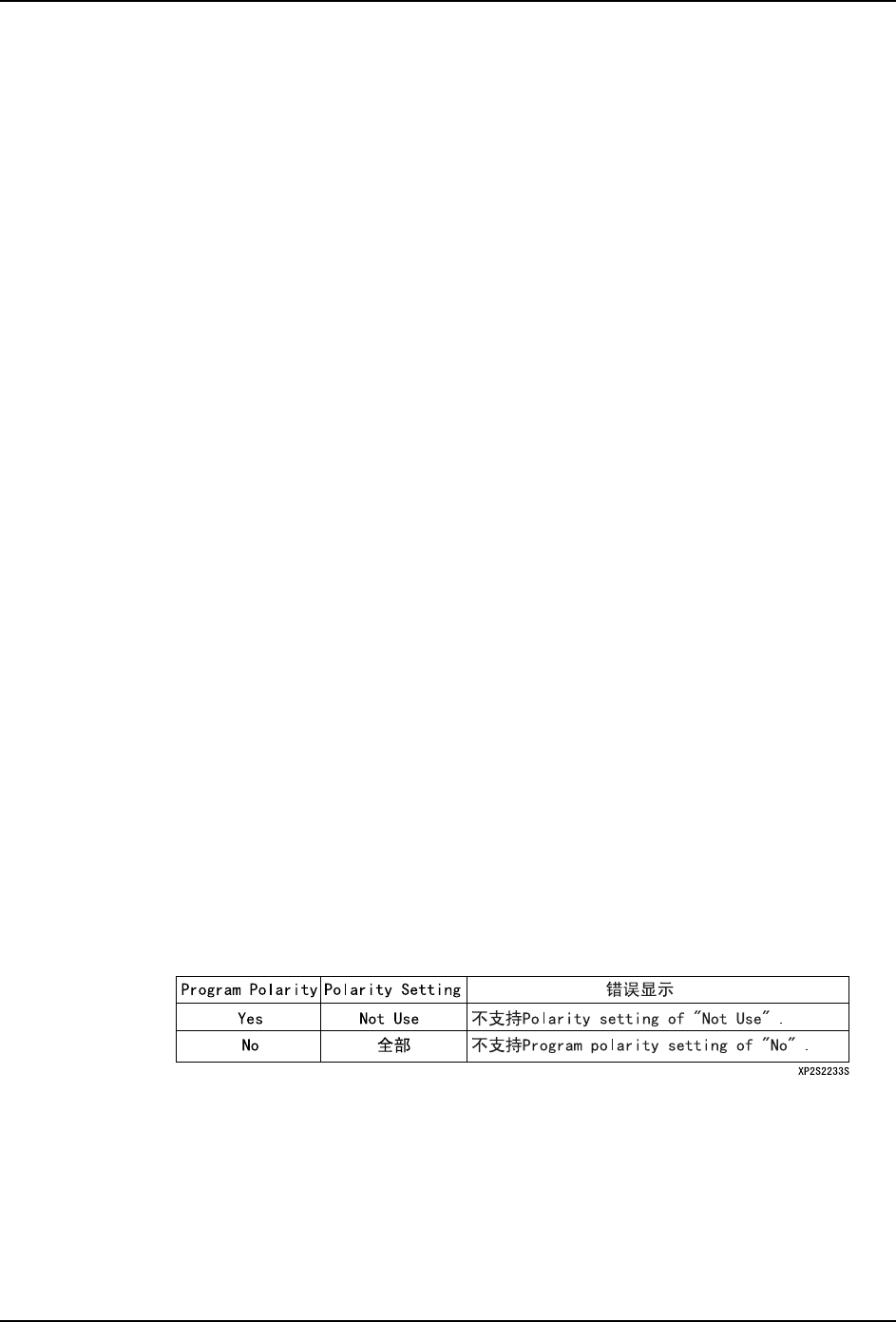
程序数据检查
电路板数据 [Program Polarity] 被指定了 No,或者元件数据 [Polarity Setting] 被指定
为 Not Use,读入这样的生产程序时,数据检测显示错误。
Barcode
用元件检验功能 ( 选项 ) 进行使用。用双引号以外的字符输入条形码标签,最多可输入 30
个字符。
0:Not Use: 常规程序执行方式 (Conventional program)( 当前不支持 )
1:Yes: 标准化程序执行方式 (Standardized program)( 有极性 )
2:No: 标准化程序执行方式 (Standardized program)( 无极性 ) ( 当前不
支持 )

SYS-XP243-2.2S 4. 机器生产程序
XP-242E/243E 系统手册 229
Part Type Name
从注册的数据中选择要使用的 Part Type 数据。
Packaging Name
从注册的数据中选择要使用的 Packaging 数据。
4. 机器生产程序 SYS-XP243-2.2S
230 XP-242E/243E 系统手册
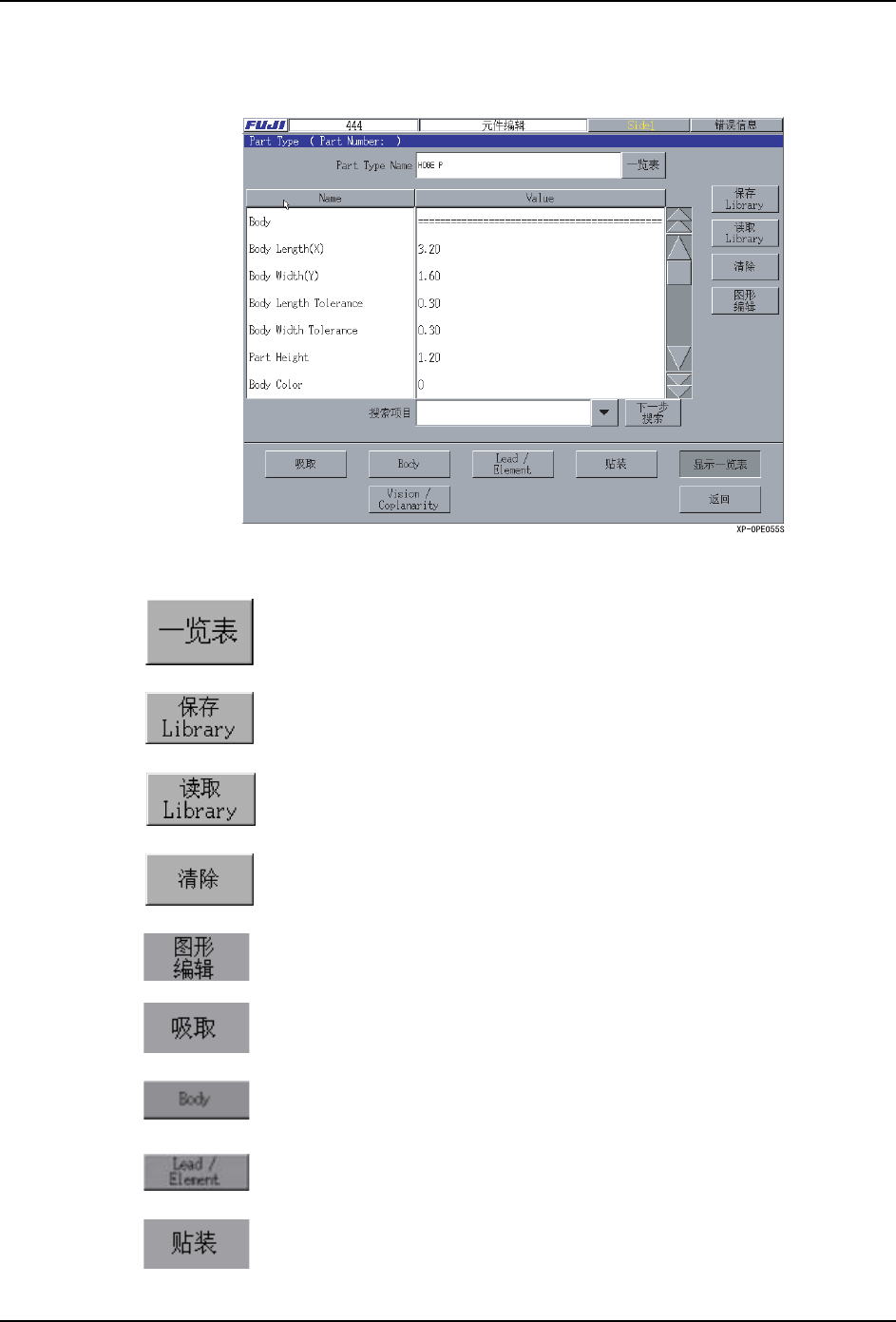
Part Type 编辑
Part Type 编辑器用于设定元件信息。
操作键说明
显示打开了编辑器的生产程序中使用的元件 Part Type 一览。
将编辑过的 Part Type 保存到数据库中。
读入保存在库中的 Part Type。
清除设定的数据。
使用图形编辑,进行 PartType 数据的编辑、影像处理的测试。
打开吸取数据编辑画面、将关于吸取或者搬运的数据 1 各画面
内进行编辑。
打开 Body 数据编辑画面,将关于 Body 的数据在 1 个画面内进
行编辑。
打开 Lead/Element 数据编辑画面,将关于引脚或者要素的数
据在 1 个画面内进行编辑。
打开贴装数据编辑画面,将关于贴装的数据在 1 个画面内进行
编辑。