松下NPM-TT2中文规格书.pdf - 第43页
NPM-TT2 2 016.0208 - 37 - 5. 5.1 防止元件错误设置。 如果错误安装了与设备中下载的生产数据 不相符的元件, 设备的连锁功能将会启动, 自动设定 为不能继续生产的状态。 根据用户运用状态, 条形码读取顺序和 条形 码的定义都可以进行更改, 设定为用户自定义。 扫描器主体请选择有线 扫描器或者无线扫描器 (PDA) 。另外,使用料架自由配 置功能时,需要本选购件。 ※ 有线扫描器 和无线扫描器 (PDA)…
NPM-TT2 2016.0208
- 36 -
( )
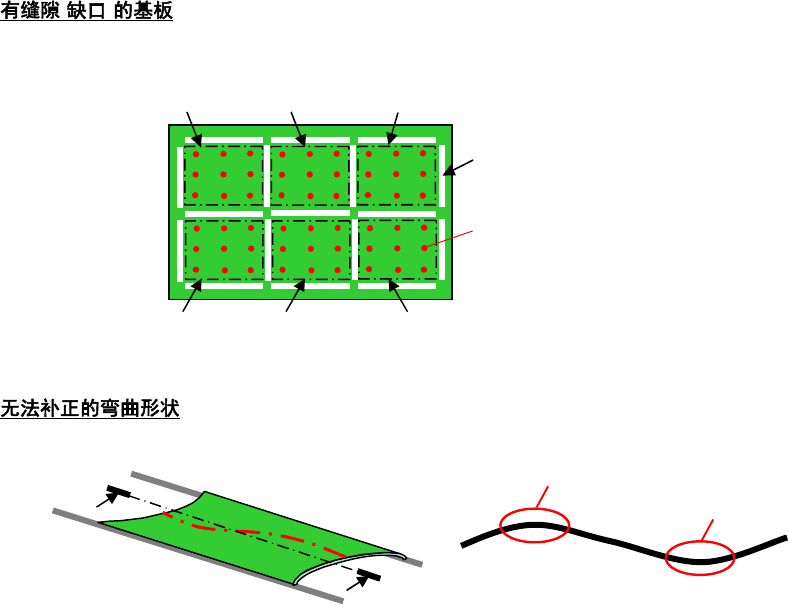
有缝隙
(
缺口
)
的基板,弯曲形状复杂,有可能不是平滑
(
一样
)
曲面的倾向。此类基板,建议进行图案弯曲补正。
图案弯曲补正
:
对每个图案的测定点进行弯曲补正。
(
参照下图
)
例
)
曲面有起伏的基板
缝隙
图案
1
图案
2
图案
3
图案
4
图案
5
图案
6
测定部位
A
A
向上弯曲
向下弯曲
A – A 断面
NPM-TT2 2016.0208
- 37 -
5.
5.1
防止元件错误设置。如果错误安装了与设备中下载的生产数据不相符的元件,设备的连锁功能将会启动,自动设定
为不能继续生产的状态。根据用户运用状态,条形码读取顺序和条形码的定义都可以进行更改,设定为用户自定义。
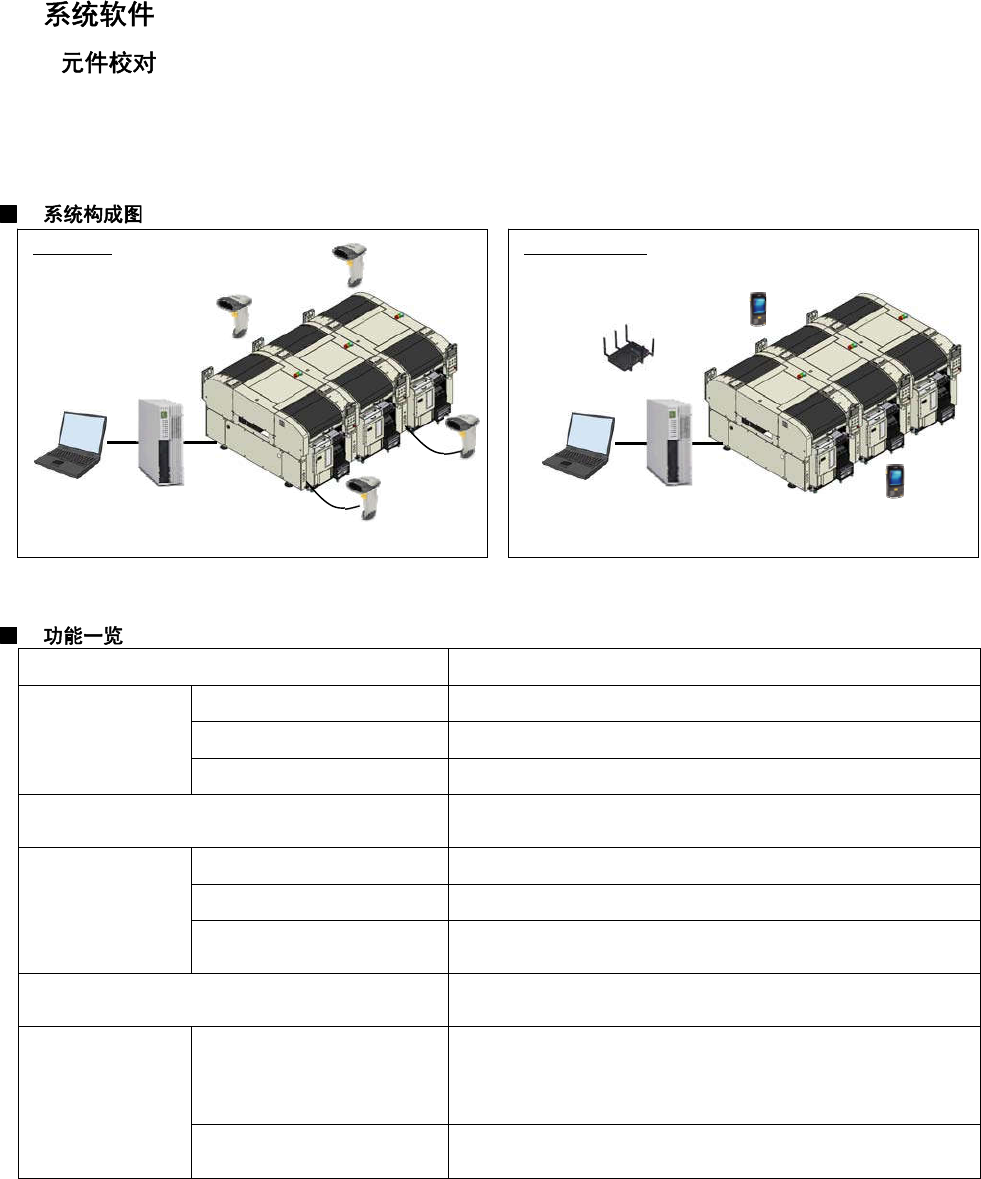
扫描器主体请选择有线扫描器或者无线扫描器
(PDA)
。另外,使用料架自由配置功能时,需要本选购件。
※
有线扫描器和无线扫描器
(PDA)
不可混合使用
。
项 目 内 容
料架校对
※
1
准备作业时元件校对 在准备作业时校对元件。
元件用完时校对 元件用完时补料时校对元件。
接料时元件校对 接料时校对元件。
定期检查
移动替换等(任意)进行元件的检查。
定期检查中无需停止生产。
再检查 解除料架堵塞时的再检查 解除料架堵塞时,进行再检查。
解除接料错误检测时的再检查 解除接料错误检测时进行再检查。
料架插入卸下再检查
由于某种理由在中途停止中如果进行了料架的插入或卸下,需要
进行再检查。
生产线自动选择
无线扫描器(PDA)时,通过 GUI 可以选择生产线。
能够使用其他生产线的无线扫描器(PDA)。
设定功能 校对流程定义
(
※校对流程是指,对卷盘粘贴的
几个
1D/ 2D
代码读取顺序,自由
定义功能。
)
根据用户运用,可以设定校对流程。在条形码中,输入表示种类
的代码,可以设定为不指定读取顺序的任意模式或者指定顺序的
序列模式。
条形码设定
进行条形码的定义。也对应复杂的多种条形码。
(1 个条形码有复数意义时,只需 1 次扫描即可读取)
※
1
不对应杆式料架的元件校对。
有线扫描器
FA
电脑
LWS
设定画面
无线扫描器
无线扫描器
LWS
设定画面
接入点
有线扫描器 无线扫描器
(PDA)
FA
电脑
有线扫描器
NPM-TT2 2016.0208
- 38 -
项 目 内 容
能够读取的代码 1D 代码(条形码):
UPC/EAN/JAN, UCC/EAN 128, Code 39, Code 128, 等
2D 代码(2 维代码):
Maxicode, Data Matrix(ECC 200), QR 代码, 等
代码限制 零件名称、批量名称、生产厂家名称等使用的代码有限制
。
ASCII 英数字、记号 30 文字以内。 但是,记号只有 - + = , . _ @
。
显示语言 中文、英文、日文
1) 设定端末的 LWS 的显示画
2) 在无线扫描器(PDA)的显示画面
项 目 内 容
硬
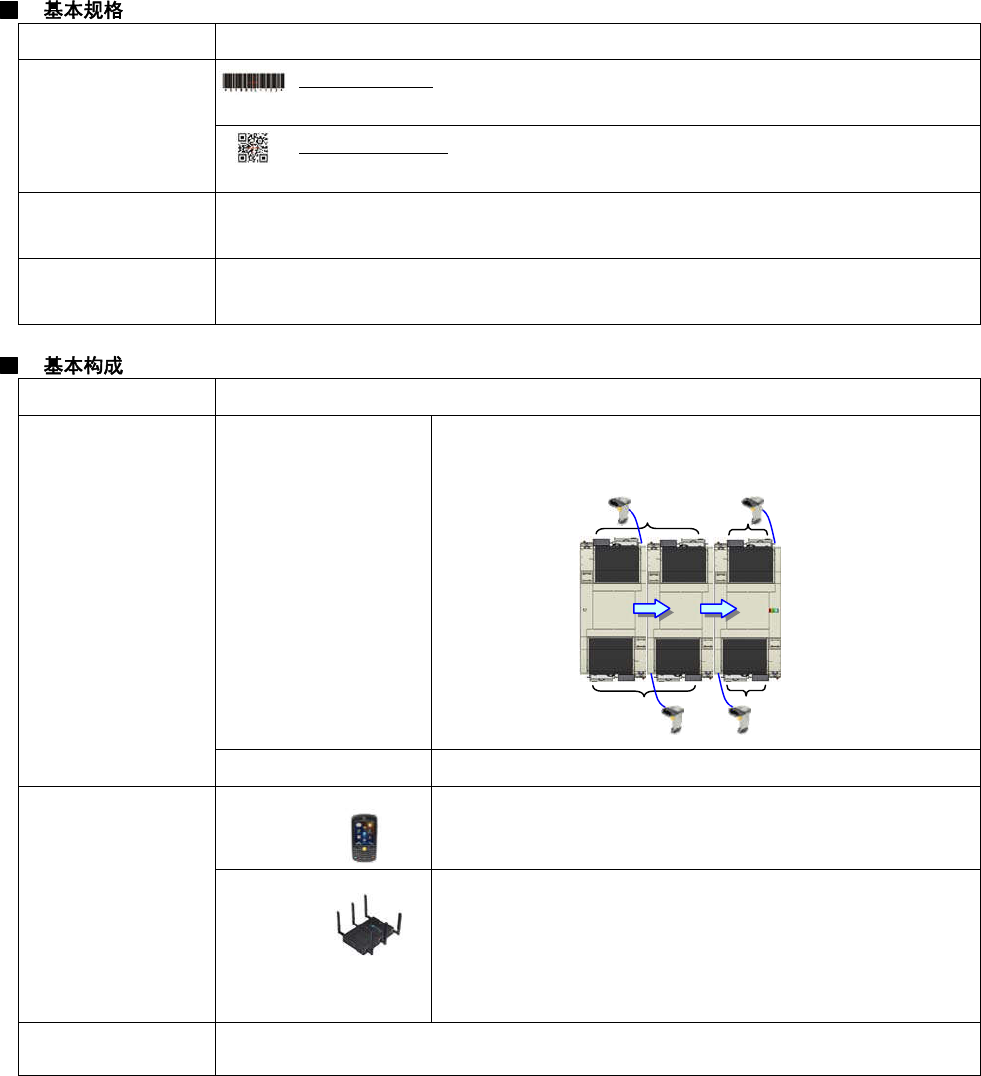
件 有线扫描器主体
读取条形码的装置。使用 1 个扫描器可以在 2 个工作台操作。
扫描器所需数量是,推荐在前侧、后侧都是跳过一个工作台设置。
请根据用户的生产线构成进行购买。
扫描器放置台 放置扫描器的单元。
无线扫描器(PDA)
无线扫描器(PDA)
主体
※
1
※
2
产品名 : MC55
生产厂家 : Motorola 株式会社
接入点
※
1
和无线扫描器(PDA)通信的天线。推荐 1 条生产线设备 1 台。
产品名 : AP6532
型号 : AP-6532-66040-WR (主体)
ML-2452-APA2-01 (需要天线 3 根)
AP-PSBIAS-2P2-AFR (Power Injector)
※
3
生产厂家 : Motorola 株式会社
许可证
生产线中对所有设备需要许可证。
有关许可证的选择请参照「14. 有关许可证」。
※
1
无线扫描器以及有关附属品请客户准备。
※
2
NPM-TT2
系统软件
DVD-ROM
包含有,无线扫描仪
(PDA)
主体用软件。
※
3
请准备适合使用所在地区使用的电源电缆以及相关器材。