N7201A643C08(1)NPM-DX工程师手册.pdf - 第353页
EJM8DC-MB-10E-0 2 NPM-DX 10-14-1 -2 1) 使用 4 吸嘴贴装头 进行不足□ 12 mm 元件的贴装时,实施 这个项目 ■ 精度验证的目标值 贴装精度 目标值一览 1) 应对 0201( 选购件 ) 贴装时,执行测 量 ■验证的顺序 ( 贴装头 ) 根据贴装头规格的不同,精度验证的 顺序也有所不同。请根据执行验 证的贴装头,按照下述顺序实施。 轻量 16 吸嘴 贴装头 V2 轻量 8 吸嘴 贴装…
EJM8DC-MB-10E-02
NPM-DX
精度验证
工程师手册
10-14-1
10-14-1-1
关于精度验证
偏移量反映MCDATA
*在数据名称中包含“Ost”的数据
前后贴装头单独进行贴装,并对贴装位置进行测量。在需要将通过测量
结果所得的每个角度的偏移量作为前侧贴装头用/后侧贴装头用而个别反
映时,使用这个数据。
精度验证MCDATA
*在数据名称中包含“Ins”的数据
前后的贴装头进行接近通常动作的交替贴装,并对贴装位置进行测量时
,
使用这个数据。
MCDATA文件名称
①
设备名称
DX (NPM-DX)
②
贴装头构成 16: 轻量16吸嘴V2 / 08: 轻量8吸嘴 / 04: 4吸嘴 (AFARBFBR)
③
实装工作台
Ast:AFAR / Bst:BFBR / AF / AR / BF / BR
④
元件
05JIG: 1005治具元件 / 02R:0402R / 015R:03015R / 01C: 0201C /
BGA: BGA治具元件
⑤
使用吸嘴 ※仅仅在需要明确记载时才记载
⑥
模式 Ost: 偏移量反映用 /Ins:精度确认用
⑦
供给部构成 F: 供料器 (AFARBFBR)
⑧
流向 LR:左→右 / RL:右→左
概要 1
(贴装头)
在这里,对进行精度验证时需要注意的内容加以说明。
■MCDATA的种类
精度验证使用专用的MCDATA(生产程序)。
用于验证贴装精度的MCDATA分为以下两种。
■验证数据的反映
‘精度验证MCDATA’是用来确认精度的,因此请不要反映测量后的每个角度偏移量。
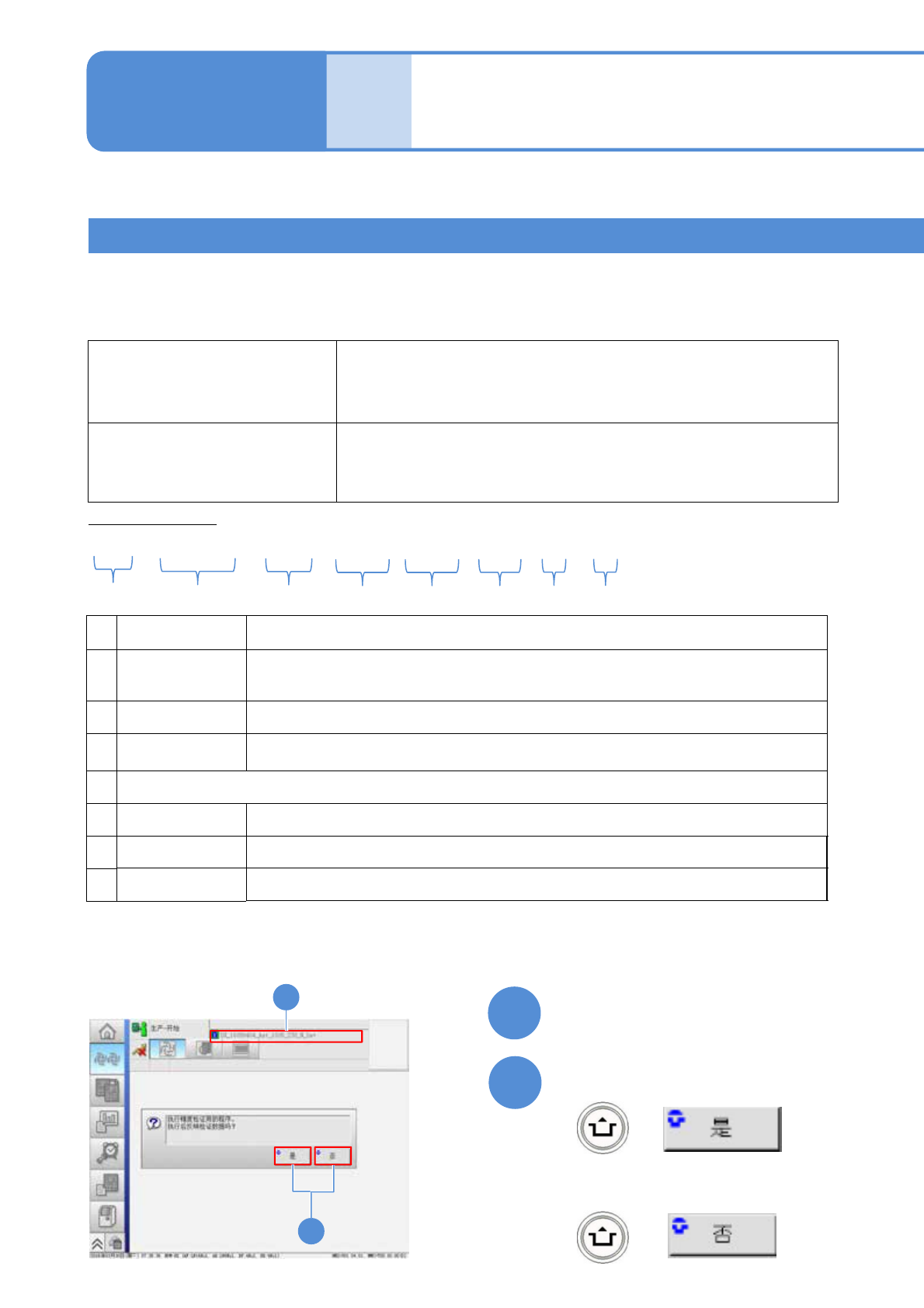
使用MCDATA进行贴装时,将在开始生产前显示下述信息。
●使用 ‘精度验证MCDATA’ (-Ins)
验证精度时
1
请确认所使用的数据的种类。
2
●使用 ‘偏移量反映MCDATA’ (-Ost)
验证精度时
+
+
1
2
DX - 16160808 - AF _ 05JIG _ *** _Ost–F-LR
①
②
④
③
⑥ ⑦
⑤
⑧
EJM8DC-MB-10E-02
NPM-DX
10-14-1-2
1) 使用4吸嘴贴装头进行不足□12 mm元件的贴装时,实施这个项目
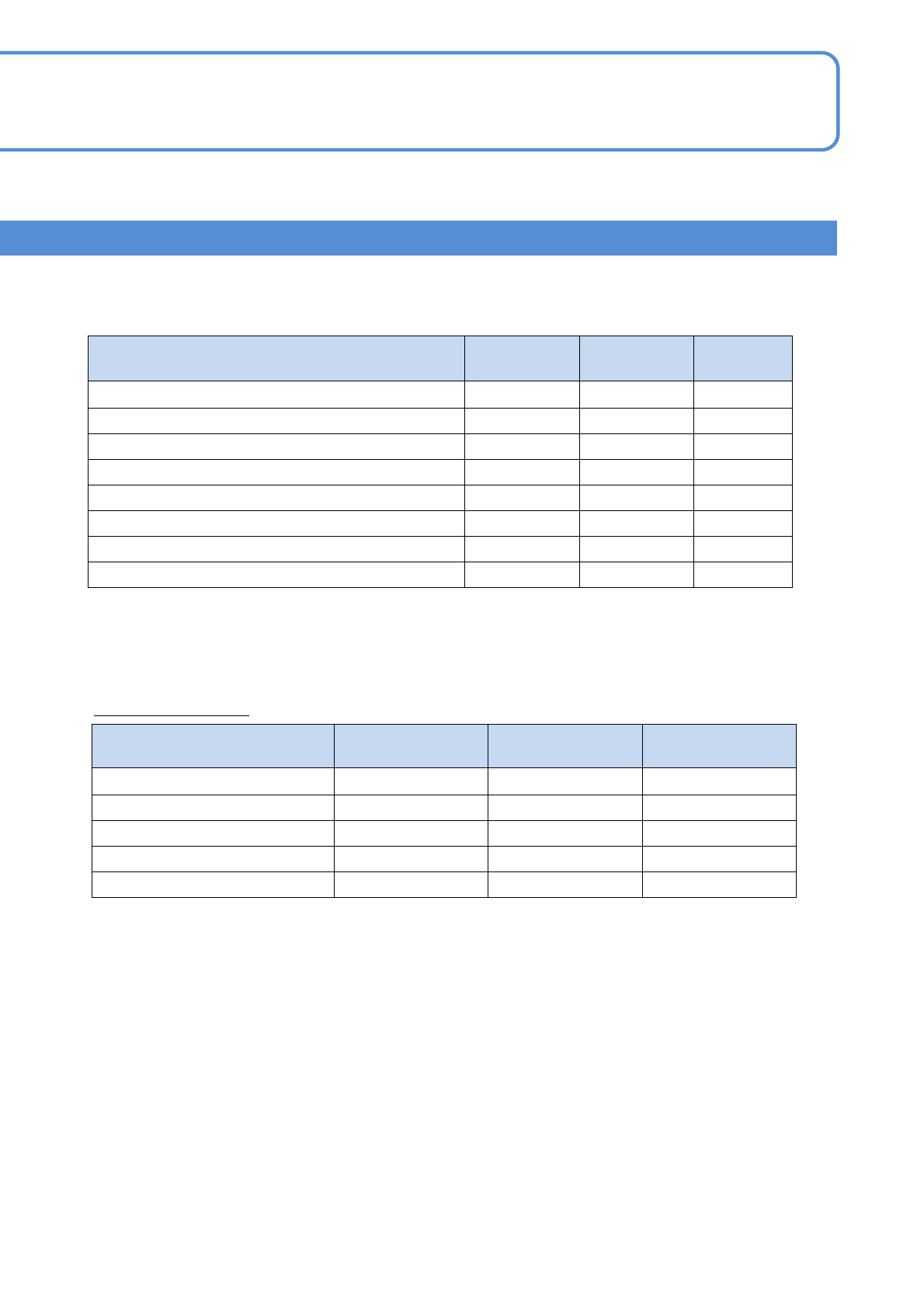
■精度验证的目标值
贴装精度 目标值一览
1) 应对0201(选购件)贴装时,执行测量
■验证的顺序 (贴装头)
根据贴装头规格的不同,精度验证的顺序也有所不同。请根据执行验证的贴装头,按照下述顺序实施。
轻量16吸嘴
贴装头V2
轻量8吸嘴
贴装头
4吸嘴
贴装头
芯片(1005JIG) 偏移量反映 ① ①
③
*1)
芯片(1005JIG) 精度验证 ② ② ④
*1)
微小(0402R) 偏移量反映 ③ ③
―
微小(0402R) 精度验证 ④ ④
―
微小(03015R) 精度验证 ⑤
――
微小(0201C) 精度验证 ⑥
――
通用(JIG_BGA) 偏移量反映
―
⑤①
通用(JIG_BGA) 精度验证
―
⑥②
轻量16吸嘴
贴装头V2
轻量8吸嘴
贴装头
4吸嘴
贴装头
微小(0201) 精度验证
±0.025 mm
*1)
--
微小(03015R) 精度验证
±0.025 mm --
微小(0402R) 精度验证
±0.025 mm ±0.025 mm -
芯片(1005JIG) 精度验证
±0.025 mm ±0.025 mm ±0.025 mm
通用(JIG_BGA) 精度验证
-±0.025 mm ±0.020 mm
EJM8DC-MB-10E-02
NPM-DX
精度验证
工程师手册
10-14-1
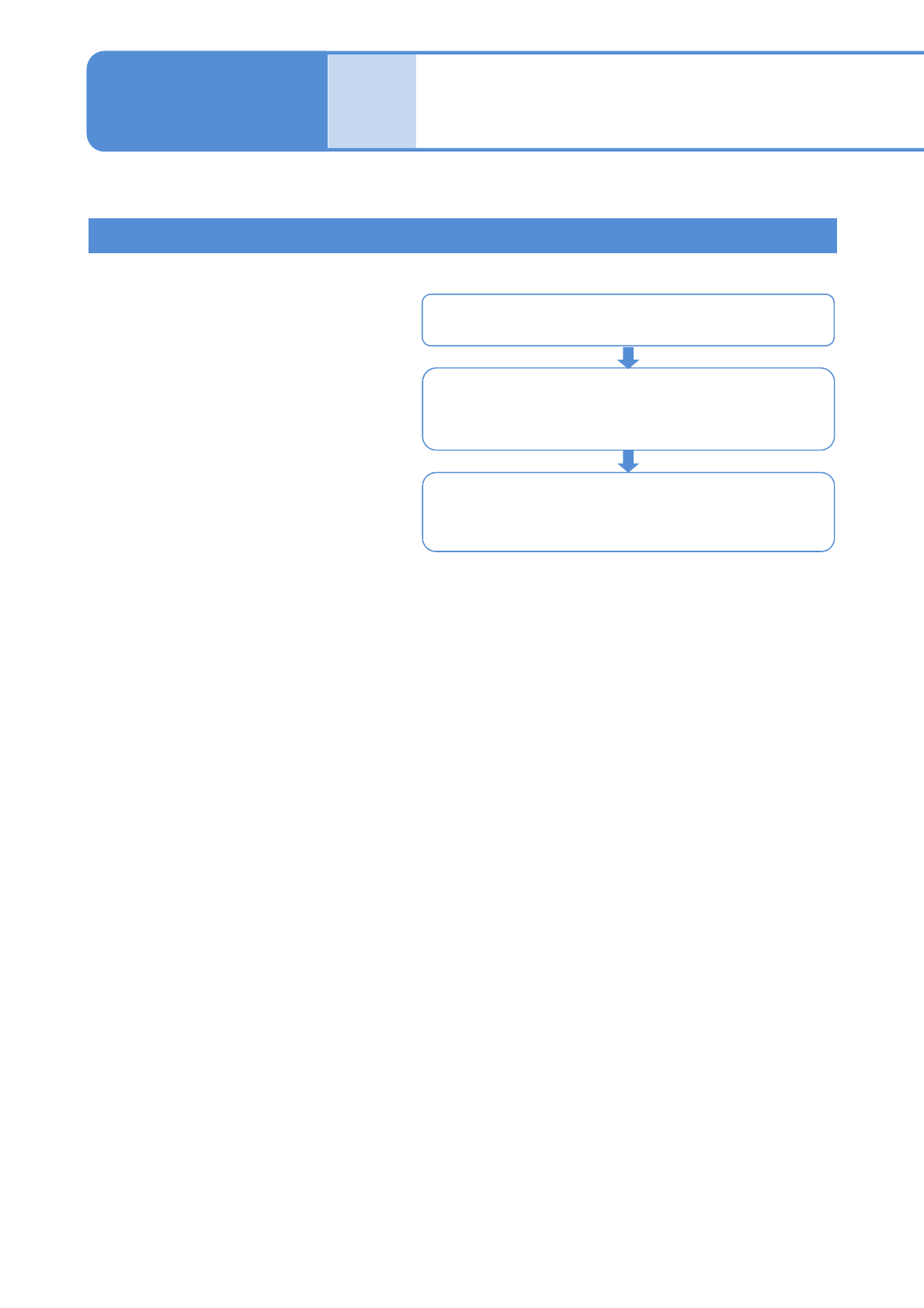
概略工序
■作业工序
(→『操作手册』P.3-1-4)
10-14-1-3
3. 贴装结果的确认 ・选择MCDATA (生产程序)
・贴装
・确认贴装结果
2)
2. 贴装的确认和反映
1)
・选择MCDATA (生产程序)
(偏移值登录) ・贴装
・确认和反映贴装结果
2)
概要 2
(贴装头)
在这里,对设备的贴装精度的测量以及使用这个测量结果登录每个角度偏移量的方法进行说明。
精度验证以及每个角度偏移量的登录,使
用专用的MCDATA (生产程序)。
当反映了每个角度的偏移量时,将改写设
备内的机器参数。
●为了安全,建议在实施前保存现有数
据。
1) (→ P.10-14-1
-2‘■验证的顺序’)
2) 请对轨道1/轨道2都进行确认。
1. 生产准备
・贴装准备、确认吸着位置、吸嘴
偏移量